全自动纱布包装机的制作方法
1.本发明涉及自动化设备领域,尤其涉及一种全自动纱布包装机。
背景技术:
2.医用纱布呈方块状或矩形状,一块块叠放在一起,为了保证纱布的清洁,需要对纱布进行封装,通常采用纸袋封装纱布,因此在对纱布进行包装时需要将堆叠的纱布装入纸袋中。现有的纱布包装仍然是通过人工手动包装,效率很低,且需要耗费大量人工。
技术实现要素:
3.本发明的目的是克服现有技术的不足,提供一种全自动纱布包装机,实现纱布的自动包装以及纸袋的自动封口。
4.本发明的技术方案如下:一种全自动纱布包装机,包括:纱布入纸袋机构、纱布上料机构以及纱布纸袋自动包装折边机构;
5.所述纱布入纸袋机构包括:四工位分度盘机构、设于所述四工位分度盘机构旁侧的纸袋取放机构、设于所述纸袋取放机构旁侧的纸袋输送机构、设于所述纸袋输送机构与纸袋取放机构之间的纸袋翻转机构、设于所述四工位分度盘机构旁侧的纸袋平整机构、设于所述四工位分度盘机构旁侧的纱布装袋机构、以及设于所述纱布装袋机构下方的纱布推送机构,所述四工位分度盘机构包括四个工位,每个工位均设有套袋夹具,所述纸袋取放机构位于第一工位旁侧,所述纸袋平整机构位于第二工位旁侧,所述纱布装袋机构位于第三工位旁侧;
6.所述纱布上料机构包括:纱布输送机构、设于所述纱布输送机构上方的纱布平整机构、以及设于所述纱布输送机构与所述四工位分度盘机构之间的纱布传递机构;
7.所述纱布纸袋自动包装折边机构包括:纸袋传递机构、设于所述纸袋传递机构旁侧的纸袋放置机构、设于所述纸袋放置机构后侧的纸袋运输机构、以及设于所述纸袋放置机构前侧的折边封口机构。
8.进一步地,所述纸袋输送机构包括:纸袋输送线以及设于所述纸袋输送线上的若干纸袋放置槽,每个所述纸袋放置槽内叠放若干纸袋;
9.所述纸袋取放机构包括:纸袋水平移运模组、设于所述纸袋水平移运模组上的纸袋竖直移运模组、设于所述纸袋竖直移运模组上的气缸安装板、设于所述气缸安装板上的气缸一、与所述气缸一的缸杆连接的滑板、设于所述滑板上的夹板一、设于所述气缸安装板上的气缸二、与所述气缸二的缸杆连接的夹板二、以及设于所述夹板一与夹板二上的若干开袋吸嘴,所述夹板一与夹板二相对设立。
10.进一步地,所述纸袋翻转机构包括:翻板升降组件、与所述翻板升降组件连接的翻板旋转气缸、与所述翻板旋转气缸连接的翻转气缸、与所述翻转气缸连接的翻板、以及设于所述翻板上的若干吸嘴。
11.进一步地,所述纱布装袋机构包括:纱布旋转气缸、与所述纱布旋转气缸连接的纱
布底板、以及设于所述纱布底板两端的两套纱布放置组件,所述纱布底板对应每套纱布放置组件设有镂空孔;
12.每套纱布放置组件包括:设于所述镂空孔两对立面的挡板一、连接所述挡板一与所述纱布底板的连接块、设于所述镂空孔另一面的挡板二、以及驱动所述挡板二移动的挡板驱动气缸。
13.进一步地,所述纱布输送机构包括:纱布输送线以及设于所述纱布输送线上的若干纱布放置槽;
14.所述纱布平整机构包括:设于所述纱布输送线上方的两套平整条x轴移运模组、与所述平整条x轴移运模组连接的固定平整条、设于所述固定平整条上的延伸气缸、与所述延伸气缸连接的延伸平整条、以及设于所述纱布输送线旁侧的液压缸。
15.进一步地,所述纱布传递机构包括:纱布x轴输送模组、与所述纱布x轴输送模组连接的纱布z轴输送模组、设于所述纱布z轴输送模组上的纱布夹取翻转气缸、与所述纱布夹取翻转气缸连接的纱布夹手、以及驱动所述纱布夹手张开或合拢的纱布夹手驱动组件。
16.进一步地,所述折边封口机构包括:前折边组件、设于所述前折边组件对面的后折边组件、设于所述前折边组件旁侧的左右折边组件、设于所述左右折边组件旁侧的贴胶带组件、以及设于所述贴胶带组件旁侧的胶带机,所述前折边组件用于对纸袋口的前侧折边,所述后折边组件用于对纸袋口的后侧折边,所述左右折边组件用于对纸袋口的左右侧折边,所述贴胶带组件用于在折边后的纸袋口上贴胶带。
17.进一步地,所述纸袋运输机构包括:x轴水平移运模组、设于所述x轴水平移运模组上的移运板、设于所述移运板上的y轴水平移运模组一、设于所述y轴水平移运模组一旁侧的y轴水平移运模组二、设于所述y轴水平移运模组一上的夹持组件一、设于所述y轴水平移运模组一上并位于所述夹持组件一旁侧的夹持组件二、设于所述y轴水平移运模组二上的夹持组件三;
18.所述夹持组件一、夹持组件二、夹持组件三均包括:夹手气缸、与所述夹手气缸连接的两夹块、以及设于两夹块中间的钣金块,所述夹持组件二还包括设于所述钣金块上方的钣金压块以及驱动所述钣金压块上下移动的压块气缸。
19.进一步地,所述纸袋放置机构包括:升降板、驱动所述升降板上下移动的升降板驱动组件、设于所述升降板头端的左侧x轴驱动组件、与所述左侧x轴驱动组件连接的左侧气缸、与所述左侧气缸连接的左侧挡条、设于所述升降板两侧边的侧挡板、设于所述升降板旁侧且靠近所述折边封口机构一侧的定位组件、设于所述升降板尾端的下料顶升机构、以及设于所述下料顶升机构旁侧的纸袋下料机构;
20.所述定位组件包括:y轴定位气缸、以及与所述y轴定位气缸连接的活动挡板,所述侧挡板对应所述活动挡板的位置设有供活动挡板穿过的开口;
21.所述下料顶升机构包括:下料顶升模组、与所述下料顶升模组连接的下料翻转气缸、以及与所述下料翻转气缸连接的下料托板;
22.所述纸袋下料机构包括:下料x轴运输模组、以及与所述下料x轴运输模组连接的下料斗。
23.进一步地,所述前折边组件包括:y轴水平移运模组三、与所述y轴水平移运模组三连接的载板一、设于所述载板一上的左旋转气缸一、与所述左旋转气缸一连接的左三角压
板、设于所述载板一上的右旋转气缸一、与所述右旋转气缸一连接的右三角压板、以及设于所述载板一上且位于左旋转气缸一与右旋转气缸一中间的中间折边组件;
24.所述中间折边组件包括:y轴推动气缸、与所述y轴推动气缸连接的升降气缸、以及与所述升降气缸连接的中间折边块;
25.所述后折边组件包括:倾斜放置的后折边驱动气缸、与所述后折边驱动气缸连接的双导杆滑台气缸、以及与所述双导杆滑台气缸连接的两压杆;
26.所述左右折边组件包括:y轴水平移运模组四、与所述y轴水平移运模组四连接的载板二、设于所述载板二上的左旋转气缸二、与所述左旋转气缸二连接的左折边板、设于所述载板二上的右旋转气缸二、以及与所述右旋转气缸二连接的右折边板;
27.所述贴胶带组件包括:架设于所述左右折边组件上方的xyz三轴直线模组、与所述xyz三轴直线模组连接的胶带切刀升降气缸、与所述胶带切刀升降气缸连接的切刀、与所述xyz三轴直线模组连接的胶带吸取块、设于所述胶带吸取块下方的x轴胶带横移模组、安装固定于所述x轴胶带横移模组上的左胶带夹爪气缸、以及与所述x轴胶带横移模组连接的右胶带夹爪气缸。
28.采用上述方案,本发明通过纱布上料机构实现纱布的自动上料,通过纱布入纸袋机构实现纸袋的自动上料并将纱布装入纸袋中,通过纱布纸袋自动包装折边机构将装满纱布的纸袋的开口端密封。本发明实现纱布的自动封装,大大提高了纱布包装的效率。
附图说明
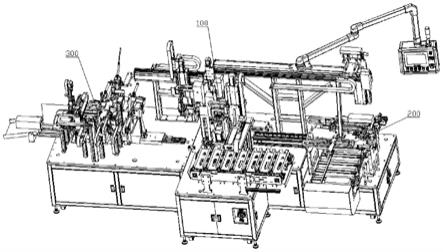
29.图1为本发明的整体结构示意图。
30.图2为本发明纱布入纸袋机构的结构示意图一。
31.图3为本发明纱布入纸袋机构的结构示意图一。
32.图4为本发明纸袋输送机构的机构示意图。
33.图5为本发明纸袋翻转机构的结构示意图。
34.图6为本发明纸袋取放机构的结构示意图。
35.图7为本发明纸袋平整机构的结构示意图。
36.图8为本发明纱布装袋机构的结构示意图。
37.图9为本发明纱布推送机构的结构示意图。
38.图10本发明四工位分度盘机构的结构示意图。
39.图11为本发明顶部压袋机构的结构示意图。
40.图12为本发明纱布上料机构的结构示意图。
41.图13为本发明纱布平整机构的结构示意图。
42.图14为本发明纱布传递机构的结构示意图。
43.图15为本发明纱布纸袋自动包装折边机构的结构示意图。
44.图16为本发明纸袋传递机构的结构示意图。
45.图17为本发明纸袋放置机构的结构示意图一。
46.图18为本发明纸袋放置机构的结构示意图二。
47.图19为本发明纸袋运输机构的结构示意图。
48.图20为本发明折边封口机构的结构示意图一。
49.图21为本发明折边封口机构的结构示意图二。
50.图22为本发明折边封口机构的结构示意图三。
51.图23为本发明后折边组件的结构示意图。
52.图24为经过前后折边后纸袋开口端的形状示意图。
具体实施方式
53.以下结合附图和具体实施例,对本发明进行详细说明。
54.请参阅图1,本发明提供一种全自动纱布包装机,包括:纱布入纸袋机构100、纱布上料机构200以及纱布纸袋自动包装折边机构300。纱布上料机构200用于上料纱布,纱布入纸袋机构100用于上料纸袋并将纱布装入纸袋中,纱布纸袋自动包装折边机构300用于将纸袋的开口端密封。
55.请参阅图2与图3,所述纱布入纸袋机构100包括:四工位分度盘机构10、设于所述四工位分度盘机构旁侧10的纸袋取放机构11、设于所述纸袋取放机构11旁侧的纸袋输送机构12、设于所述纸袋输送机构12与纸袋取放机构11之间的纸袋翻转机构13、设于所述四工位分度盘机构10旁侧的纸袋平整机构14、设于所述四工位分度盘机构10旁侧的纱布装袋机构15、以及设于所述纱布装袋机构15下方的纱布推送机构16。
56.请参阅图10,所述四工位分度盘机构10包括四个工位,每个工位均设有套袋夹具17,因此共设有四套套袋夹具17。所述纸袋取放机构11位于第一工位旁侧,第一工位用于将纸袋1000张开。所述纸袋平整机构14位于第二工位旁侧,第二工位用于将纸袋1000撑开,方便后续纱布顺利地导入纸袋中。所述纱布装袋机构15位于第三工位旁侧,第三工位用于将纱布导入纸袋中,经过前三个工位将纱布完全导入纸袋1000中。第四工位用于将包装好纱布的纸袋下料。
57.请参阅图4,所述纸袋输送机构12包括:纸袋输送线121以及设于所述纸袋输送线121上的若干纸袋放置槽122,每个所述纸袋放置槽122内叠放若干空纸袋。空纸袋水平叠放在纸袋放置槽122中,并且纸袋开口的一端朝向四工位分度盘机构10,纸袋另一端为封口状态。
58.请参阅图5,所述纸袋翻转机构13包括:翻板升降组件131、与所述翻板升降组件131连接的翻板旋转气缸132、与所述翻板旋转气缸132连接的翻转气缸133、与所述翻转气缸133连接的翻板134、以及设于所述翻板134上的若干吸嘴135。在本实施例中,所述翻板升降组件131由电机、丝杆组成。所述翻板旋转气缸132驱动翻转气缸133进行水平方向的旋转,所述翻转气缸133驱动所述翻板134进行竖直方向的旋转。
59.请参阅图6,所述纸袋取放机构11包括:纸袋水平移运模组111、设于所述纸袋水平移运模组111上的纸袋竖直移运模组112、设于所述纸袋竖直移运模组112上的气缸安装板113、设于所述气缸安装板113上的气缸一114、与所述气缸一114的缸杆连接的滑板115、设于所述滑板115上的夹板一116、设于所述气缸安装板113上的气缸二117、与所述气缸二117的缸杆连接的夹板二118、以及设于所述夹板一116与夹板二118上的若干开袋吸嘴119,所述夹板一116与夹板二118相对设立。纸袋水平移运模组111与纸袋竖直移运模组112驱动夹板一116与夹板二118进行水平移动与竖直移动,气缸安装板113的背面设有直线导轨,滑板115安装在该直线导轨上,气缸一114驱动滑板115沿着直线导轨水平移动。
60.纸袋输送机构12、纸袋翻转机构13与纸袋取放机构11三者的工作原理如下:
61.先通过人工或其它自动化设备将纸袋输送机构12中的纸袋放置槽122中放满空纸袋,然后纸袋翻转机构13的翻转气缸133驱动翻板134旋转90
°
,使得翻板134呈水平放置,翻板134上的吸嘴135将纸袋放置槽122中的空纸袋吸取,此时纸袋的开口端朝下。翻板旋转气缸132驱动纸袋水平旋转90
°
,然后翻板升降组件131驱动纸袋上升,同时纸袋水平移运模组111与纸袋竖直移运模组112驱动夹板一116移动至翻板134的旁侧,气缸一114驱动夹板一116向夹板二118远离,使得夹板一116与夹板二118相隔一定间隙,在纸袋水平移运模组111与纸袋竖直移运模组112的作用下,使得翻板134上的纸袋位于夹板一116与夹板二118的中间,随后气缸一114驱动夹板一116回退,气缸二117驱动夹板二118前推,夹板一116与夹板二118上的开袋吸嘴119吸附住纸袋1000的两侧面,然后气缸一114与气缸二117驱动夹板一116与夹板二118向两外侧移动将纸袋1000张开,然后在纸袋水平移运模组111与纸袋竖直移运模组112的作用下将张开的纸袋1000套在第一工位的套袋夹具17上。
62.请参阅图7,所述纸袋平整机构14包括:平整块升降驱动组件141以及与所述平整块升降驱动组件141连接的纸袋平整块142,纸袋平整块142的尺寸小于纸袋1000的内部尺寸,因此纸袋平整块142能够伸入纸袋中。平整块升降驱动组件141驱动纸袋平整块142上下移动,当纸袋运动至第二工位后,平整块升降驱动组件141驱动纸袋平整块142向上移动,纸袋平整块142伸入至纸袋内部,在纸袋平整块142运动的过程中,将纸袋完全张开并将纸袋理平整。
63.请参阅图8,所述纱布装袋机构16包括:纱布旋转气缸161、与所述纱布旋转气缸161连接的纱布底板162、以及设于所述纱布底板162两端的两套纱布放置组件163,所述纱布底板162对应每套纱布放置组件163设有镂空孔1621。两套纱布放置组件163关于纱布旋转气缸161对称,其中一套位于套袋夹具17的下方,另一套位于外侧,位于外侧的纱布放置组件163方便放入纱布。当套袋夹具17下方纱布放置组件163中的纱布取用完后,纱布旋转气缸161旋转180
°
,将两套纱布放置组件163调位。
64.每套纱布放置组件163包括:设于所述镂空孔1621两对立面的挡板一1631、连接所述挡板一1631与所述纱布底板162的连接块1632、设于所述镂空孔1621另一面的挡板二1633、以及驱动所述挡板二1633移动的挡板驱动气缸1634。纱布堆放在由两块挡板一1631与挡板二1633形成的空间内,挡板一1631与挡板二1632将纱布的四个侧面限位,其中挡板驱动气缸1634能够驱动挡板二1632张开或收缩,当需要放入纱布时,挡板驱动气缸1634驱动挡板二1632张开,当放入完成后,挡板驱动气缸1634驱动挡板二1632收缩,将放入的纱布限位,防止纱布移动。
65.请参阅图9,所述纱布推送机构15包括:推动块升降驱动组件151、与所述推动块升降驱动组件151连接的推杆152、以及设于所述推杆152顶端的纱布推动块153。纱布推动块153的尺寸小于镂空孔1621的尺寸,推动块升降驱动组件151驱动纱布推动块153向上移动,纱布推动块153穿过镂空孔1621,将纱布放置组件163中的纱布顶入第三工位套袋夹具17的纸袋中。每堆纱布的顶面和底面均放有一块硬纸板,硬纸板能将纸袋撑开并将纸袋的四个角理平,只依靠纱布是无法将纸袋撑开的。
66.请参阅图10,所述套袋夹具17包括:相对设置的两张袋气缸171、与所述张袋气缸171连接的张袋板172、设于所述张袋气缸171上方并且相对设置的两压袋气缸173、以及与
所述压袋气缸173连接的侧面压袋块174。纸袋套设在两张袋板172的内侧,张袋气缸171驱动两张袋板172将纸袋张开。当纱布装入纸袋后,两压袋气缸173驱动侧面压袋块174将纱布底端的硬纸板夹紧,防止纱布从纸袋中掉落。
67.请参阅图11,所述四工位分度盘机构10的第三工位上方设有顶部压袋机构18,所述顶部压袋机构18包括:顶部压袋升降驱动组件181、与所述顶部压袋升降驱动组件181连接的顶部压袋气缸182、以及与所述顶部压袋气缸182连接的顶部压袋块183。在纸袋中导入纱布时,顶部压袋块183压贴在纸袋的顶部,在纱布推送机构18向纸袋导入纱布时给予纱布推动块183限位,使得纱布将纸袋压平。
68.所述纱布入纸袋机构100的工作原理如下:
69.人工或外部自动化设备将纸袋输送机构12中的纸袋放置槽122中放满空纸袋,纸袋翻转机构13每次将一个空纸袋从纸袋输送机构12中吸取,纸袋取放机构11将该空纸袋套在第一工位的套袋夹具17上,然后四工位分度盘机构10将该空纸袋运送至第二工位。第二工位的纸袋平整机构14将纸袋撑开整理好,然后四工位分度盘机构10将该整理好的纸袋运送至第三工位。第三工位的纱布推送机构15将纱布装袋机构16中的纱布推入纸袋中,然后四工位分度盘机构10将装了纱布的纸袋运送至第四工位,在第四工位进行下料。
70.请参阅图12,所述纱布上料机构200包括:纱布输送机构21、设于所述纱布输送机构21上方的纱布平整机构22、以及设于所述纱布输送机构21与所述四工位分度盘机构10之间的纱布传递机构23。
71.所述纱布输送机构21包括:纱布输送线210以及设于所述纱布输送线210上的若干纱布放置槽211。每个纱布放置槽211中放置一个纸袋所装的纱布量,纱布竖立放置在纱布放置槽211中。纱布放置槽211中的纱布的两端均放有一与纱布同大小的硬纸板,方便整理纱布以及方便将纱布装袋。
72.请参阅图13,所述纱布平整机构22包括:设于所述纱布输送线210上方的两套平整条x轴移运模组221、与所述平整条x轴移运模组221连接的固定平整条222、设于所述固定平整条222上的延伸气缸223、与所述延伸气缸223连接的延伸平整条224、以及设于所述纱布输送线210旁侧的液压缸225。液压缸225位于两延伸平整条224之间,当上方的纱布放置槽211中放满纱布时,延伸气缸223驱动延伸平整条224伸出,延伸平整条224与固定平整条222将上层的纱布放置槽211全覆盖,然后平整条x轴移运模组221驱动固定平整条222与延伸平整条224压缩纱布放置槽211中的纱布,使得纱布初步平整。然后延伸气缸223与平整条x轴移运模组221复位,延伸平整条224收缩给予液压缸225穿过的空间,液压缸225伸出将纱布放置槽211中的纱布压紧。
73.请参阅图14,所述纱布传递机构23包括:纱布x轴输送模组231、与所述纱布x轴输送模组231连接的纱布z轴输送模组232、设于所述纱布z轴输送模组232上的纱布夹取翻转气缸233、与所述纱布夹取翻转气缸233连接的纱布夹手234、以及驱动所述纱布夹手234张开或合拢的纱布夹手驱动组件235。纱布x轴输送模组231能够驱动纱布夹手234移动至纱布x轴输送机构231与纱布装袋机构16上方,纱布夹手234将纱布从纱布放置槽163中夹取出来并运送至外侧的纱布放置组件163中。
74.请参阅图15,所述纱布纸袋自动包装折边机构300包括:纸袋传递机构31、设于所述纸袋传递机构31旁侧的纸袋放置机构32、设于所述纸袋放置机构32后侧的纸袋运输机构
33、以及设于所述纸袋放置机构32前侧的折边封口机构34,纸袋放置机构32位于纸袋运输机构33与折边封口机构34之间。
75.请参阅图16,所述纸袋传递机构31将四工位分度机构10上装好纱布的纸袋运输到纸袋放置机构32上。纸袋传递机构31包括:x轴纱布传递移运模组311、与所述x轴纱布传递模组311连接的z轴纱布传递移运模组312、与所述z轴纱布传递移运模组312连接的送料旋转气缸313、以及与所述送料旋转气缸313连接的纸袋夹取组件314。
76.请参阅图17与图18,所述纸袋放置机构32包括:升降板321、驱动所述升降板321上下移动的升降板驱动组件、设于所述升降板321头端的左侧x轴驱动组件322、与所述左侧x轴驱动组件322连接的左侧气缸323、与所述左侧气缸323连接的左侧挡条324、设于所述升降板321两侧边的侧挡板325、设于所述升降板321旁侧且靠近所述折边封口机构34一侧的定位组件326、设于所述升降板321尾端的下料顶升机构327、以及设于所述下料顶升机构327旁侧的纸袋下料机构328。装满纱布的纸袋放置在升降板321上,两侧边的侧挡板325对纸袋的前后侧限位。左侧x轴驱动组件322驱动左侧气缸323沿x轴水平移动,左侧气缸323驱动左侧挡条324上下移动。当纸袋放在升降板321上后,左侧x轴驱动组件322驱动左侧挡条324向升降板321靠近同时左侧气缸323向上推动左侧挡条324,使得左侧挡条324挡住纸袋的左侧。
77.所述定位组件326包括:y轴定位气缸3261、以及与所述y轴定位气缸3261连接的活动挡板3262,所述侧挡板325对应所述活动挡板3262的位置设有供活动挡板3262穿过的开口。y轴定位气缸3261驱动活动挡板3262沿y轴水平移动,当纸袋放在升降板321上后,y轴定位气缸3261驱动活动挡板3262向纸袋移动,使得活动挡板3262挡住纸袋的右侧。在左侧挡条324、活动挡板3262以及两个侧挡板325的共同作用下,对纸袋的前后左右限位,将纸袋充分定位,以便后续对纸袋进行精准地操作。
78.所述下料顶升机构327包括:下料顶升模组3271、与所述下料顶升模组3271连接的下料翻转气缸3272、以及与所述下料翻转气缸3272连接的下料托板3273。下料顶升模组3271驱动下料托板3273上下移动,下料翻转气缸3272驱动下料托板3273上下翻转。
79.所述纸袋下料机构328包括:下料x轴运输模组、以及与所述下料x轴运输模组连接的下料斗3281。下料x轴运输模组驱动下料斗3281沿x轴方向平移。当纸袋贴胶密封完成后,纸袋落在下料托板3273上,下料顶升模组3271将纸袋向上顶,同时下料x轴运输模组驱动下料斗3281向下料顶升机构327靠近,然后下料翻转气缸3272将纸袋向下料斗3281倾倒,使得纸袋落入下料斗中,下料x轴运输模组驱动下料斗3281移出,完成下料。
80.请参阅图19,所述纸袋运输机构33包括:x轴水平移运模组331、设于所述x轴水平移运模组331上的移运板332、设于所述移运板332上的y轴水平移运模组一333、设于所述y轴水平移运模组一333旁侧的y轴水平移运模组二334、设于所述y轴水平移运模组一333上的夹持组件一335、设于所述y轴水平移运模组一333上并位于所述夹持组件一335旁侧的夹持组件二336、设于所述y轴水平移运模组二334上的夹持组件三337。x轴水平移运模组331驱动移运板332沿x轴方向移动,y轴水平移运模组一333驱动夹持组件一335与夹持组件二336沿y轴方向移动,y轴水平移运模组二334驱动夹持组件三337沿y轴方向移动。
81.所述夹持组件一335、夹持组件二336、夹持组件三337均包括:夹手气缸3351、与所述夹手气缸3351连接的两夹块3352、以及设于两夹块3352中间的钣金块3353,所述夹持组
件二336还包括设于所述钣金块3353上方的钣金压块3361以及驱动所述钣金压块3361上下移动的压块气缸3362。
82.请参阅图20至图22,所述折边封口机构34包括:前折边组件341、设于所述前折边组件341对面的后折边组件342、设于所述前折边组件341旁侧的左右折边组件343、设于所述左右折边组件343旁侧的贴胶带组件344、以及设于所述贴胶带组件344旁侧的胶带机345,所述前折边组件341用于对纸袋口的前侧折边,所述后折边组件342用于对纸袋口的后侧折边,所述左右折边组件343用于对纸袋口的左右侧折边,所述贴胶带组件344用于在折边后的纸袋口上贴胶带,所述胶带机345用于提供胶带。
83.所述前折边组件341包括:y轴水平移运模组三3411、与所述y轴水平移运模组三3411连接的载板一3412、设于所述载板一3412上的左旋转气缸一3413、与所述左旋转气缸一3413连接的左三角压板3414、设于所述载板一3412上的右旋转气缸一3415、与所述右旋转气缸一3415连接的右三角压板3416、以及设于所述载板一3412上且位于左旋转气缸一3413与右旋转气缸一3415中间的中间折边组件3417。y轴水平移运模组三3411驱动载板一3412沿y轴方向移动,左旋转气缸一3413驱动左三角压板3414绕y轴转动,右旋转气缸一3415驱动右三角压板3416绕y轴转动。
84.所述中间折边组件3417包括:y轴推动气缸34171、与所述y轴推动气缸34171连接的升降气缸34172、以及与所述升降气缸34172连接的中间折边块34173。所述y轴推动气缸34171固定于所述载板一3412上,y轴推动气缸34171驱动升降气缸34172与中间折边块34173沿着y轴方向移动,中间折边块34173用于将纸袋封口的前侧边向下压。
85.请参阅图23,所述后折边组件342包括:倾斜放置的后折边驱动气缸3421、与所述后折边驱动气缸3421连接的双导杆滑台气缸3422、以及与所述双导杆滑台气缸3422连接的两压杆3423。后折边驱动气缸3421驱动双导杆滑台气缸3422向斜下方移动,双导杆滑台气缸3422驱动两个压杆3423张开或收缩。
86.对纸袋封口的前侧与后侧折边的工作原理如下:
87.当纸袋被运送到前折边组件341与后折边组件342的中间时,y轴水平移运模组三3411与y轴推动气缸34171驱动中间折边块34173向纸袋移动,将纸袋封口的前侧边向下压,然后左旋转气缸一3413与右旋转气缸一3415分别驱动左三角压板3414与右三角压板3416向外侧转动,将纸袋开口的前侧边向下压平整。同时夹持组件二336的压块气缸3362驱动钣金压块3361向下移动,钣金压块3361将纸袋开口的后侧边向下压,然后后折边驱动气缸3421驱动双导杆滑台气缸3422向下移动将纸袋开口的后侧边向下压,然后双导杆滑台气缸3422驱动两个压杆3423向外侧移动,从而将纸袋开口的后侧边向下压平整。至此,纸袋开口的前侧边与后侧边均被压平整,纸袋的顶面形成一个中间为长方形左右两边为三角形的形状,如图24所示。
88.所述左右折边组件343包括:y轴水平移运模组四3431、与所述y轴水平移运模组四3431连接的载板二3432、设于所述载板二3432上的左旋转气缸二3433、与所述左旋转气缸二3433连接的左折边板3434、设于所述载板二3432上的右旋转气缸二3435、以及与所述右旋转气缸二3435连接的右折边板3436。
89.对纸袋封口的左侧与右侧折边的工作原理如下:
90.当进行前后折边的纸袋被运送到左右折边组件343的位置时,y轴水平移运模组四
3431驱动左折边板3434与右折边板3436向纸袋靠近,然后左旋转气缸二3433与右旋转气缸二3435分别驱动左折边板3434与右折边板3436向纸袋内侧转动,将纸袋左右两边的三角形部分向内侧弯折并将其压平。
91.左折边板3434与右折边板3436的中间设有镂空位,通过设置该镂空位将纸袋封口的中间露出,方便后续对纸袋封口的中间贴胶带。
92.所述贴胶带组件344包括:架设于所述左右折边组件343上方的xyz三轴直线模组3441、与所述xyz三轴直线模组3441连接的胶带切刀升降气缸3442、与所述胶带切刀升降气缸3442连接的切刀3443、与所述xyz三轴直线模组3441连接的胶带吸取块3444、设于所述胶带吸取块3444下方的x轴胶带横移模组3445、安装固定于所述x轴胶带横移模组3445上的左胶带夹爪气缸3446、以及与所述x轴胶带横移模组3445连接的右胶带夹爪气缸3447。
93.贴胶带组件344的工作原理如下:
94.左胶带夹爪气缸3446与右胶带夹爪气缸3447夹持住胶带的两端,xyz三轴直线模组3441驱动胶带吸取块3444移动至胶带上方,使得胶带吸取块3444吸住胶带。然后胶带切刀升降气缸3442驱动切刀3443向下切胶带,将胶带切断,胶带吸取块3444将胶带移送至纸袋上方并将胶带贴在纸袋的封口处,将纸袋的封口处密封。当胶带被胶带吸取块3444取走后,x轴胶带横移模组3445驱动右胶带夹爪气缸3447将胶带拉出,然后左胶带夹爪气缸3446夹持住胶带的头端。
95.纱布纸袋自动包装折边机构300的整体工作原理如下:
96.纸袋传递机构31将纸袋放置在升降板321上,纸袋放置机构32以及夹持组件一335对纸袋的前后左右进行限位,使得纸袋在升降板321上定位。然后夹持组件二336夹持住定位后的纸袋并将纸袋运送至前折边组件341与后折边组件342的位置,前折边组件341与后折边组件342对纸袋开口的前后侧折边,然后夹持组件二336将进行前后折边后的纸袋运送至左右折边组件343的位置,左右折边组件343对纸袋开口的左右侧折边。左右折边完成后,夹持组件二326松开纸袋,然后夹持组件三337移动至纸袋旁侧,并将纸袋运送至贴胶带组件344的位置,贴胶带组件344将纸袋的封口处贴上胶带。最后纸袋运输机构33将贴上胶带的纸袋运送至下料顶升机构327处,通过下料顶升机构327与纸袋下料机构328将纸袋移出下料。
97.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1