一种二极管加工用转运限位一体式生产设备的制作方法
1.本发明涉及二极管加工技术领域,尤其涉及一种二极管加工用转运限位一体式生产设备。
背景技术:
2.现有的二极管加工时一般首先将二极管安装到相应电子板上,再用自动焊接机对其进行焊接,当电子板经过焊接机下方的时候,焊枪向下运动,完成后向上回位,然而常规使用的二极管尺寸较小,且二极管在焊接过程中,二极管直接放置上在焊盘上,没有对二极管进行定位,使得二极管在焊接过程中会因为焊枪的撞击而出现歪斜,导致二极管出现移位,焊接质量差,残次率高,申请号为cn202010901794.4公告的一种二极管加工用具有自动定位焊接一体的生产设备,虽然通过多个电机、气缸和运动副可以对二极管进行转运和限位,但是整体设备过于复杂,且该设备为敞开式,在焊接的过程中,焊接机产生的一些有毒烟雾不能及时排出,从而会对现场操作人员的身体健康产生影响。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的传统的二极管加工设备使用时不能对二极管进行限位,且不能及时将二极管焊接时产生的有毒烟雾排出的问题,而提出的一种二极管加工用转运限位一体式生产设备。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种二极管加工用转运限位一体式生产设备,包括基板,所述基板上固定连接有支架,所述支架顶部转动安装有下端敞开设置的壳体,所述壳体内竖直滑动连接有升降板,所述升降板下端面中部固定安装有双头电机,且双头电机的两根输出轴均沿水平方向设置,所述双头电机的两根输出轴均水平同轴固定连接有双向螺纹杆,每根所述双向螺纹杆上均对称螺纹套设有两个夹具,所述支架上设有与对应夹具对应的传输机构,所述基板上端面转动安装有转盘,所述转盘上端面竖直均匀开设有多个与对应夹具对应的放置槽,所述转盘周壁上水平开设有多个与放置槽对应的滑槽,每个所述滑槽内均水平密封滑动连接有滑块,每个所述滑块与对应滑槽槽壁之间均水平设有复位弹簧,所述基板上固定设有与转盘同轴的固定环,所述固定环内壁固定连接有与滑块配合的弧形抵块,每个所述放置槽内均设有与对应滑块配合的限位机构。
6.进一步,所述传输机构包括支架上水平转动安装的多个传输辊,多个所述传输辊上共同套设有传输带,且传输带位于对应的两个夹具正下方。
7.进一步,所述支架顶部固定安装有第一电机,所述第一电机的输出轴与壳体的上端面中部固定连接,所述基板上端面固定安装有第二电机,所述第二电机的输出轴与转盘下端面中部固定连接。
8.进一步,所述壳体内顶壁对称竖直固定连接有多个液压杆,多个所述液压杆的输出端均与升降板上端面固定连接,所述支架顶部竖直固定连接有电动伸缩杆,所述电动伸
缩杆的伸缩端固定连接有与放置槽对应的点焊机。
9.进一步,每个所述限位机构均包括放置槽槽壁上对称水平开设的多个水平槽,每个所述水平槽内水平密封滑动连接有限位块,每个所述水平槽远离放置槽槽壁与对应滑槽槽壁之间均设有连通管,每个所述滑槽、水平槽内均填充有液压油。
10.进一步,所述转盘内开设有多个与滑槽对应的负压槽,每个所述负压槽内均水平密封滑动连接有电磁铁,且每个电磁铁均将对应负压槽分隔为负压区和缓冲区,每个所述负压区与对应放置槽和外界之间均分别设有进气管、排气管,且排气管、进气管内分别安装有第一单向阀、第二单向阀。
11.进一步,每个所述滑块靠近对应负压槽一端均固定连接有永磁块,每个所述滑槽靠近负压槽一侧上均设有与滑块配合的控制开关,每个所述控制开关输出端均通过导线与对应电磁铁输入端电性连接。
12.本发明的优点在于:
13.1:本发明中,通过第一电机和双头电机的配合,能够同步进行连续式的取料和放料,从而可以提高二极管的加工效率。
14.2:本发明中,通过转盘、第二电机和放置槽的配合,能够逐步的对原料进行转运,从而可以同步的对二极管进行焊接和取料,保证焊接机的连续工作,提高了二极管的焊接效率。
15.3:本发明中,通过抵块、滑块和限位机构的配合,将原料转运至点焊机下时,通过液压油的传动能够自动对对应放置槽内的原料进行限位固定,从而提高二极管的焊接质量。
16.4:本发明中,通过设置控制开关、电磁铁和永磁块,在原料转运至点焊机下方时,利用电磁铁和永磁块之间的磁力,可以自动将对应放置槽内二极管焊接产生的有害气体抽离并处理排出,从而避免放置槽内焊接机焊接时产生的有害气体危害现场的工作人员。
附图说明
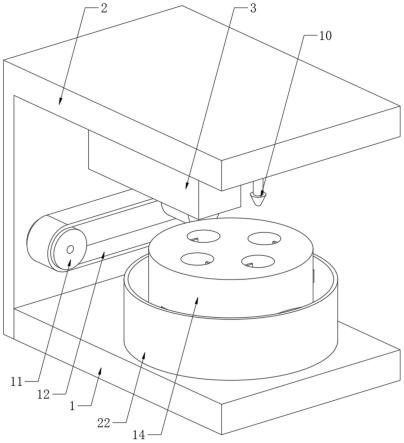
17.图1为本发明提出的一种二极管加工用转运限位一体式生产设备实施例一的外观结构示意图;
18.图2为本发明提出的一种二极管加工用转运限位一体式生产设备实施例一中壳体的内部结构示意图;
19.图3为本发明提出的一种二极管加工用转运限位一体式生产设备实施例一中转盘的内部机构示意图;
20.图4为图3中a处的放大图;
21.图5为本发明提出的一种二极管加工用转运限位一体式生产设备实施例一中转盘和固定环俯视机构示意图;
22.图6为本发明提出的一种二极管加工用转运限位一体式生产设备实施例二中转盘的内部结构示意图;
23.图7为图6中b处的放大图。
24.图中:1基板、2支架、3壳体、4第一电机、5液压杆、6升降板、7双头电机、8双向螺纹杆、9夹具、10电动伸缩杆、11传输辊、12传输带、13第二电机、14转盘、15放置槽、16水平槽、
17限位块、18滑槽、19复位弹簧、20滑块、21连通管、22固定环、23抵块、24负压槽、25电磁铁、26排气管、27进气管、28永磁块。
具体实施方式
25.实施例一
26.参照图1-5,一种二极管加工用转运限位一体式生产设备,包括基板1,基板1上固定连接有支架2,支架2顶部转动安装有下端敞开设置的壳体3,壳体3内竖直滑动连接有升降板6,升降板6下端面中部固定安装有双头电机7,且双头电机7的两根输出轴均沿水平方向设置,双头电机7的两根输出轴均水平同轴固定连接有双向螺纹杆8,每根双向螺纹杆8上均对称螺纹套设有两个夹具9,支架2上设有与对应夹具9对应的传输机构,基板1上端面转动安装有转盘14,转盘14上端面竖直均匀开设有多个与对应夹具9对应的放置槽15,转盘14周壁上水平开设有多个与放置槽15对应的滑槽18,每个滑槽18内均水平密封滑动连接有滑块20,每个滑块20与对应滑槽18槽壁之间均水平设有复位弹簧19,基板1上固定设有与转盘14同轴的固定环22,且固定环22套设在转盘14外,固定环22内壁固定连接有与滑块20配合的弧形抵块23,每个放置槽15内均设有与对应滑块20配合的限位机构。
27.传输机构包括支架2上水平转动安装的多个传输辊11,多个传输辊11上共同套设有传输带12,且传输带12位于对应的两个夹具9正下方。
28.支架2顶部固定安装有第一电机4,第一电机4的输出轴与壳体3的上端面中部固定连接,基板1上端面固定安装有第二电机13,第二电机13的输出轴与转盘14下端面中部固定连接。
29.壳体3内顶壁对称竖直固定连接有多个液压杆5,多个液压杆5的输出端均与升降板6上端面固定连接,支架2顶部竖直固定连接有电动伸缩杆10,电动伸缩杆10的伸缩端固定连接有与放置槽15对应的点焊机。
30.每个限位机构均包括放置槽15槽壁上对称水平开设的多个水平槽16,每个水平槽16内水平密封滑动连接有限位块17,每块限位块17靠近放置槽15一侧面上均胶合固定连接有橡胶垫,从而避免限位块17对二极管进行限位夹持时损伤二极管,每个水平槽16远离放置槽15槽壁与对应滑槽18槽壁之间均设有连通管21,每个滑槽18、水平槽16内均填充有液压油,每个水平槽16内均设有弹性气囊,从而可以对限位块17的运动进行缓冲。
31.本实施例工作时,首先通过传输带12将原料逐步传输至对应的两个夹具9正下方,开启液压杆5,液压杆5驱动升降板6和双头电机7下移,接着开启双头电机7,双头电机7同时驱动两根双向螺纹杆8转动,随着两根双向螺纹杆8的转动,传输带12正上方上的两个夹具9相互靠近从而将传输带12上的原料夹持住,与此同时,对应放置槽15正上方的两个夹具9相互远离,从而将两个夹具9上的原料放置在对应放置槽15内,接着方向开启多个液压杆5,液压杆5带动升降板6和双头电机7上升复位,反向开启第一电机4,第一电机4驱动壳体3转动180
°
,如此往复从而可以周期性的将传输带12上的原料转运至对应放置槽15内,与此同时,开启第二电机13,第二电机13驱动转盘14转动,装有原料的放置槽15与点焊机正对,与此同时,随着转盘14的转动,对应的滑块20与抵块23相抵,抵块23抵动滑块20在对应滑槽18内滑动压缩对应复位弹簧19,对应滑槽18内的液压油经过对应连通管21进入对应水平槽16内,液压油推动对应两个限位块17伸出水平槽16,从而可以对对应放置槽15内的原料进行限位
固定,接着开启电动伸缩杆10驱动点焊机下移对原料进行焊接,焊接结束后,反向开启电动伸缩杆10驱动点焊机复位,开启第二电机13,第二电机13驱动转盘14同向转动一定角度,则对应的滑块20与抵块23分离,在对应复位弹簧19的弹力作用下,滑块20在滑槽18内滑动复位,对应水平槽16内的液压油在负压作用下经过连通管回流至滑槽18内,如此往复,既可以持续的对原料进行焊接加工,又方便将原料从放置槽15内取出。
32.实施例二
33.本实施例与实施例一不同之处在于:转盘14内开设有多个与滑槽18对应的负压槽24,每个负压槽24内均水平密封滑动连接有电磁铁25,且每个电磁铁25均将对应负压槽24分隔为负压区和缓冲区,每个缓冲区与外界之间均连通设有泄压管,从而使得每个缓冲区内部气压始终与外界气压相同,进而避免缓冲区内部气压对电磁铁25在负压槽24内的运动造成阻碍,每个负压区与对应放置槽15和外界之间均分别设有进气管27、排气管26,且排气管26、进气管27内分别安装有第一单向阀、第二单向阀,第一单向阀只允许负压区内气体或者液体经过排气管26进入外界,第二单向阀只允许放置槽15内的气体或者液体经过进气管27进入负压区,每根排气管26远离负压区的一端均连接有过滤器,通过过滤器可以对气体中的有害气体进行吸附过滤(过滤器的结构以及工作原理为现有技术,在此不做赘述),每个滑块20靠近对应负压槽24一端均固定连接有永磁块28,且每个电磁铁25和永磁块28的两个磁极均沿水平方向设置,每个滑槽18靠近负压槽24一侧上均设有与滑块20配合的控制开关,每个控制开关输出端均通过导线与对应电磁铁25输入端电性连接,每个控制开关的输入端均通过导线与外界交流电源电性连接。
34.本实施例工作时,当对应的滑块20与抵块23相抵收纳至滑槽18内时,滑块20触动控制开关,控制开关闭合,外界交流电源对对应电磁铁25供电,电磁铁25激发磁场,且电磁铁25的磁场方向交替改变,电磁铁25与对应永磁块28之间交替出现磁性斥力和磁性吸力,当电磁铁25与永磁块28之间为磁性斥力时,电磁铁25朝着远离滑槽18方向移动,负压区产生负压,放置槽15内气体经过进气管27被抽吸至负压区,当电磁铁25与永磁块28之间为磁性吸力时,电磁铁25朝着靠近滑槽18方向移动,负压区被挤压,负压区内的气体经过排气管26和过滤器被排至外界,从而可以避免放置槽15内焊接机焊接时产生的有害气体危害现场的工作人员,随着转盘14的转动,在复位弹簧19的弹力作用下,滑块20复位与控制开关分离后,对应电磁铁25断电失磁,如此往复,只有在原料转运至点焊机下方开始焊接时,电磁铁25才会供电,自动化程度高,且可以节约电能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1