一种提供钢绞线张力补偿的装置及方法与流程
1.本发明涉及一种提供钢绞线张力补偿的装置及方法,属于冶金设备及方法技术领域。
背景技术:
2.预应力钢绞线主要采用冷拔高碳钢制成,表面有微量磷化物及润滑剂残留,主要应用于后张预应力及先张预应力混凝土工程。在生产过程中捻股是非常重要的工序,当进行成品绞线收集时,要求成品绞线能够以适当的松紧度且均匀的缠绕到收线大轮上,这就对绞线的松紧度提出了很高的要求。在绞线收集过程中,需要提供有效的缓冲使绞线保持适当的松紧度,绞线既不能太过紧张,更不能太过于松弛。但在生产过程中,由于张力设定值为恒定值,无法为绞线提供适当的缓冲,即不能满足生产需要,而且极其容易损坏设备,降低设备的使用寿命,同时存在较大的安全隐患。
3.如何快速、有效的提供张力补偿是杜绝上述现象的根本解决途径。
技术实现要素:
4.本发明目的是提供一种提供钢绞线张力补偿的装置及方法,通过采用压紧装置、活动装置和计米装置,能够有效的避免因张力的不适造成对收线大轮本体设备的损伤,延长设备使用寿命,同时能够满足生产的正常进行,为安全生产提供可靠保证,此外,在钢绞线收集时,能够提供准确的计米数值,有效地解决了背景技术中存在的上述问题。
5.本发明的技术方案是:一种提供钢绞线张力补偿的装置,包含主体、辊子、立辊、导轮、计米装置、限位块、压紧装置、气缸、滑道、滑道支座、电控箱、信号传输线、传感器、活动装置和电磁换向阀,所述立辊有两个,分别设置在主体的进线方向和出线方向,进线方向从外至内设有立辊和压紧装置,出线方向从内至外设有立辊和辊子;滑道支座设置在主体上进线方向和出线方向的中间位置,活动装置设置在滑道支座的内部,通过滑道与滑道支座活动连接,气缸连接在活动装置的下方,限位块有两个,分别设置在滑道支座的顶部和底部;导轮的数量为一个以上,分别设置在两个立辊的内侧和活动装置上;计米装置包含同步带、计米齿轮和编码器,计米齿轮设置在出线方向一侧导轮的内侧,计米齿轮通过同步带与导轮连接,编码器与计米齿轮同转轴安装;电控箱通过信号传输线分别与编码器、传感器和电磁换向阀连接,传感器设置在活动装置上,电磁换向阀设置在气缸的前端,传感器通过电磁换向阀连接气缸。
6.还包含穿线管,套装在与传感器连接的信号传输线的外部。
7.电源通过电源线与电控箱连接;气源通过气管与电磁换向阀连接。
8.一种提供钢绞线张力补偿的方法,包含以下步骤:(1)准备工作,将通过张力机构之后的钢绞线从进线方向带入,通过立辊和压紧装置后,依次绕过滚轮,然后再通过出线口处的立辊和辊子,将绞线固定在收线大轮上,操作
压紧装置,使得钢绞线被压紧;(2)开始收线,操作压紧装置,使得钢绞线被松开,启动收线大轮,钢绞线依次通过导轮和计米齿轮传动,在同步带的作用下,计米齿轮同步准确转动,且不产生丢转,通过编码器对计米齿轮旋转转数的统计,实现准确计米;(3)在钢绞线收集过程中,当钢绞线过于绷紧状态时,气缸将活动装置向上方推送,缓解绞线张力;当活动装置向上位移距离过大,传感器检测到信号,将信号传输到电磁换向阀,电磁换向阀对气体流向进行换向,气缸收回,活动装置下移;(4)当钢绞线张力瞬间增加太大时,导致活动装置向上位移,触碰到顶部限位块时,限位块将信号传输到plc控制室,变频器发出断电指令,整条捻股生产线将自动停车,起到保护作用;(5)当钢绞线过于松弛不利于收集时,在气缸的作用下将活动装置向下方收紧,提供张力补偿;当活动装置向下位移距离过大,传感器检测到信号,将信号传输到电磁换向阀,电磁换向阀对气体流向进行换向,气缸推出,活动装置上移;(6)当钢绞线张力瞬间减少太大时,导致活动装置向下位移,触碰到底部的限位块时,限位块将信号传输到plc控制室,变频器发出断电指令,整条捻股生产线将自动停车,起到保护作用;(7)当计米装置的计米数值达到设定值时,整条生产线自动停车,压紧装置工作将钢绞线压紧,完成钢绞线收集。
9.本发明的有益效果是:通过采用压紧装置、活动装置和计米装置,能够有效的避免因张力的不适造成对收线大轮本体设备的损伤,延长设备使用寿命,同时能够满足生产的正常进行,为安全生产提供可靠保证,此外,在钢绞线收集时,能够提供准确的计米数值。
附图说明
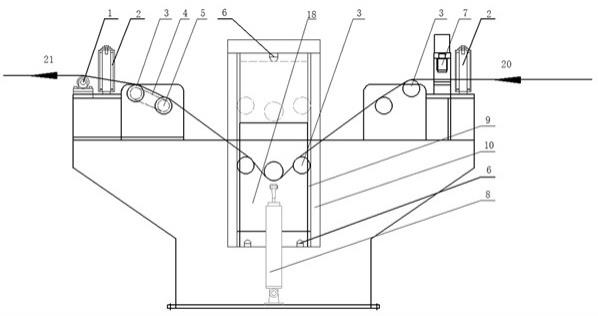
10.图1是本发明的主视图;图2是本发明的后视图;图中:、辊子1、立辊2、导轮3、同步带4、计米齿轮5、限位块6、压紧装置7、气缸8、滑道9、滑道支座10、编码器11、电控箱12、信号传输线13、电源线14、传感器15、气管16、穿线管17、活动装置18、电磁换向阀19、进线方向20、出线方向21、电源22、气源23。
具体实施方式
11.为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
12.一种提供钢绞线张力补偿的装置,包含主体、辊子1、立辊2、导轮3、计米装置、限位块6、压紧装置7、气缸8、滑道9、滑道支座10、电控箱12、信号传输线13、传感器15、活动装置18和电磁换向阀19,所述立辊2有两个,分别设置在主体的进线方向20和出线方向21,进线方向20从外至内设有立辊2和压紧装置7,出线方向21从内至外设有立辊2和辊子1;
滑道支座10设置在主体上进线方向20和出线方向21的中间位置,活动装置18设置在滑道支座10的内部,通过滑道9与滑道支座19活动连接,气缸8连接在活动装置18的下方,限位块6有两个,分别设置在滑道支座10的顶部和底部;导轮3的数量为一个以上,分别设置在两个立辊2的内侧和活动装置18上;计米装置包含同步带4、计米齿轮5和编码器11,计米齿轮5设置在出线方向21一侧导轮3的内侧,计米齿轮5通过同步带4与导轮3连接,编码器11与计米齿轮5同转轴安装;电控箱12通过信号传输线13分别与编码器11、传感器15和电磁换向阀19连接,传感器15设置在活动装置18上,电磁换向阀19设置在气缸8的前端,传感器15通过电磁换向阀19连接气缸8。
13.还包含穿线管17,套装在与传感器15连接的信号传输线13的外部。
14.电源22通过电源线14与电控箱12连接;气源23通过气管16与电磁换向阀(19)连接。
15.一种提供钢绞线张力补偿的方法,包含以下步骤:(1)准备工作,将通过张力机构之后的钢绞线从进线方向带入,通过立辊和压紧装置后,依次绕过滚轮,然后再通过出线口处的立辊和辊子,将绞线固定在收线大轮上,操作压紧装置,使得钢绞线被压紧;(2)开始收线,操作压紧装置,使得钢绞线被松开,启动收线大轮,钢绞线依次通过导轮和计米齿轮传动,在同步带的作用下,计米齿轮同步准确转动,且不产生丢转,通过编码器对计米齿轮旋转转数的统计,实现准确计米;(3)在钢绞线收集过程中,当钢绞线过于绷紧状态时,气缸将活动装置向上方推送,缓解绞线张力;当活动装置向上位移距离过大,传感器检测到信号,将信号传输到电磁换向阀,电磁换向阀对气体流向进行换向,气缸收回,活动装置下移;(4)当钢绞线张力瞬间增加太大时,导致活动装置向上位移,触碰到顶部限位块时,限位块将信号传输到plc控制室,变频器发出断电指令,整条捻股生产线将自动停车,起到保护作用;(5)当钢绞线过于松弛不利于收集时,在气缸的作用下将活动装置向下方收紧,提供张力补偿;当活动装置向下位移距离过大,传感器检测到信号,将信号传输到电磁换向阀,电磁换向阀对气体流向进行换向,气缸推出,活动装置上移;(6)当钢绞线张力瞬间减少太大时,导致活动装置向下位移,触碰到底部的限位块时,限位块将信号传输到plc控制室,变频器发出断电指令,整条捻股生产线将自动停车,起到保护作用;(7)当计米装置的计米数值达到设定值时,整条生产线自动停车,压紧装置工作将钢绞线压紧,完成钢绞线收集。
16.本发明在捻股生产过程中,如收集时钢绞线崩太紧时,能够很好的缓冲,缓解钢绞线的紧绷状态;如收集时钢绞线太过松驰,能够很好的补偿,增强钢绞线的拉伸。能够有效的避免因张力的不适造成对收线大轮本体设备的损伤,延长设备使用寿命,同时能够满足生产的正常进行,为安全生产提供可靠保证。此外,在钢绞线收集时,能够提供准确的计米数值。在钢绞线捻股生产工序中,提供钢绞线张力补偿的技术领域具有一定的应用价值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1