一种滤光片切换器自动封装设备的制作方法
1.本发明涉及一种自动封装设备,尤其涉及一种滤光片切换器自动封装设备。
背景技术:
2.在生产滤光片切换器后,需要对滤光片切换器进行封装,如此能够便于对滤光片切换器进行存储,且能够对滤光片切换器进行保护,避免影响滤光片切换器的销售。
3.专利公开号为cn214357088u,公开了一种全自动封装设备,包括全自动封装设备,在全自动封装设备上设有机台,机台的内部靠近上方设有封装膜辊a,机台上表面的中央设有密封槽,密封槽的一侧对称设有托板推动气缸,托板推动气缸推轴上的托板与密封槽配合安装,机台上方两侧的支架上设有导向轮,机台正上方顶部的顶部支架内部中央设有液压油缸,液压油缸的推轴上设有封装架连接支架,封装架连接支架下方设有封装架,封装架的内部设有烫压边以及切刀,顶部支架上方的连接支架杆上设有封装膜辊b与导向轮,该全自动封装设备可以实现对滤光片切换器的自动化全包装,具有封装切割一体的特点。但该设备在对物品进行封装时,是通过传送带带动物品移动至封装架下方,随后通过烫压边对物品进行封装,但是该设备中并没有能够警示工作人员的功能,进而无法保证物品是否正好处于封装架正下方,导致烫压边在对物品封装时,容易导致封装不彻底,且烫压边在封装时会对物品一起进行烫压,导致物品与包装袋粘合在一起,进而导致物品的封装效果较差。
4.综上所述,有必要研发一种能够对工作人员进行警示,提高封装效果的滤光片切换器自动封装设备。
技术实现要素:
5.针对现有技术的不足,本发明提供一种能够对工作人员进行警示,提高封装效果的滤光片切换器自动封装设备,以克服现有的封装设备无法对工作人员进行警示,导致工作效率较低的缺点。
6.为实现以上目的,本发明通过以下方案予以实现:一种滤光片切换器自动封装设备,包括有:
7.外连接框,外连接框顶部左后侧开有开口,外连接框后侧中间开有方形口;
8.内连接框,外连接框内部中间连接有内连接框,内连接框左部后侧开有通孔;
9.连接架,内连接框顶部与底部均连接有连接架;
10.滑动压板,两个连接架中部均滑动式连接有用于对滤光片切换器进行固定的滑动压板;
11.第一弹簧,上侧的滑动压板顶部前后两侧均与相近的连接架之间连接有两个第一弹簧,下侧的滑动压板底部前后两侧也均与相近的连接架之间连接有两个第一弹簧;
12.气缸,外连接框内顶部和内底部中间均连接有气缸,两个气缸伸缩杆端部均与相近的滑动压板连接;
13.按钮,上侧的气缸后侧滑动式设有按钮,按钮与两个气缸通过电性连接;
14.支撑杆,两个滑动压板相背的一侧均左右对称连接有用于起导向作用的支撑杆;
15.加热器,上侧的两个支撑杆之间和下侧的两个支撑杆之间均滑动式连接有用于对滤光片切换器进行封装的加热器;
16.第二弹簧,上侧的加热器顶部左右两侧均与相近的支撑杆上侧之间连接有第二弹簧,下侧的加热器底部左右两侧均与相近的支撑杆下侧之间也连接有第二弹簧;
17.释放机构,两个滑动压板之间设有用于对加热器进行限位的释放机构;
18.定位带动机构,内连接框与加热器之间连接有用于对封装完毕的滤光片切换器进行退料的定位带动机构。
19.更为优选的是,释放机构包括有:
20.第一滑套板,两个的滑动压板相背的一侧均左右对称连接有第一滑套板;
21.第一卡板,四个第一滑套板上均滑动式连接有用于对加热器进行限位的第一卡板;
22.第三弹簧,四个第一卡板外侧均与相近的第一滑套板外侧之间连接有第三弹簧;
23.第一带动板,四个第一卡板内侧均连接有第一带动板。
24.更为优选的是,定位带动机构包括有:
25.斜面带动板,两个加热器后侧均连接有两个用于带动加热器复位的斜面带动板;
26.滑动板,内连接框后部左侧滑动式连接有用于对封装完毕的滤光片切换器进行退料的滑动板;
27.第四弹簧,滑动板左部前侧与内连接框内部后侧之间连接有两个第四弹簧;
28.推动杆,滑动板左部前侧连接有用于对滑动板进行限位的推动杆;
29.外接板,滑动板左部后侧连接有用于对斜面带动板进行限位的外接板;
30.第二滑套板,内连接框后部左上侧连接有第二滑套板;
31.第二卡板,第二滑套板后侧滑动式连接有第二卡板;
32.第五弹簧,第二卡板下部与第二滑套板底部后侧之间连接有两个第五弹簧。
33.更为优选的是,还包括有便于放置膜布的加膜机构,加膜机构包括有:
34.绕料轮,外连接框内部左侧转动式安装有两个能够拆卸的绕料轮;
35.包装膜,两个绕料轮上均套有包装膜;
36.固定板,外连接框内部右侧连接有四个固定板;
37.旋转滚筒,上侧的两个固定板左部之间和下侧的两个固定板左部之间均转动式连接有两个用于带动包装膜移动的旋转滚筒。
38.更为优选的是,还包括有用于防止滤光片切换器位置偏移的居中机构,居中机构包括有:
39.第一带动杆,两个滑动压板相向的一侧均连接有四个第一带动杆;
40.第三滑套板,内连接框内部左右两侧均连接有第三滑套板;
41.夹紧板,两个第三滑套板上均滑动式连接有用于使滤光片切换器处于居中位置的夹紧板;
42.第六弹簧,两个夹紧板外侧均与相近的第三滑套板外侧之间连接有两个第六弹簧。
43.更为优选的是,还包括有用于自行启动气缸的自动开启机构,自动开启机构包括
有:
44.第三连接杆,外连接框内顶部后侧中间连接有第三连接杆;
45.第二带动杆,第三连接杆中部滑动式连接有第二带动杆;
46.第二带动板,第二带动杆右部前侧连接有用于按压按钮的第二带动板;
47.第七弹簧,第三连接杆下部与第二带动杆之间连接有两个第七弹簧。
48.更为优选的是,还包括有用于自动更换包装膜的换膜机构,换膜机构包括有:
49.第四连接杆,外连接框内部后侧连接有两个第四连接杆;
50.齿条架,两个第四连接杆中部之间滑动式连接有齿条架;
51.第八弹簧,两个第四连接杆左部均套有第八弹簧,两个第八弹簧的两端分别与外连接框和齿条架连接;
52.滚轮,内连接框后侧中间转动式连接有滚轮;
53.拉绳,齿条架左侧中间连接有拉绳,拉绳的一端绕过滚轮并穿过内连接框与滑动板连接;
54.直齿轮,四个旋转滚筒后侧均连接有直齿轮,上侧的两个直齿轮和下侧的两个直齿轮均相互啮合;
55.单向齿轮,中间的两个旋转滚筒后侧均通过单向离合器连接有单向齿轮,两个单向齿轮均与齿条架啮合。
56.更为优选的是,外连接框前侧中间开有进料口。
57.本发明具有如下优点:1、本发明通过滤光片切换器带动滑动板往后移动,进而带动推动杆往后移动,使得推动杆挤压第二卡板往上移动,如此,能够对工作人员进行警示,进而能够保证滤光片切换器位于两个滑动压板之间,从而提高滤光片切换器的封装效果。
58.2、本发明通过将包装膜放在旋转滚筒之间,通过旋转滚筒转动能够对包装膜进行更换,如此,便无需手动放置膜布,降低工作人员的操作难度,且能够便于加热器对滤光片切换器进行封装,提高工作效率。
59.3、本发明在第六弹簧的反作用力下,使得夹紧板能够使滤光片切换器处于居中状态,进而能够避免滤光片切换器在移动的过程中位置偏移。
60.4、本发明通过推动杆往后移动,带动第二带动杆和第二带动板往上移动,使得第二带动板自行按压按钮,如此,便可实现在上料的过程中使得气缸自行启动,无需工作人员手动启动,减少操作的麻烦。
61.5、本发明通过对拉绳的拉动和放松,使得齿条架进行左右移动,进而能够通过单向齿轮带动旋转滚筒转动,使得旋转滚筒带动使用后的包装膜往右移动,如此,即可实现自动更换包装膜的功能,能够提高工作效率。
附图说明
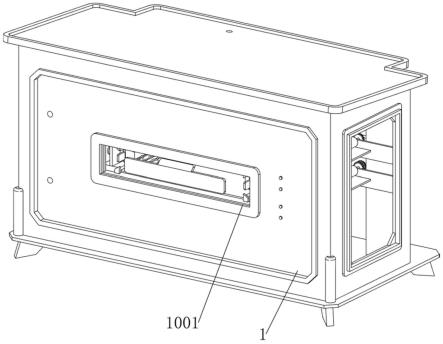
62.图1为本发明的立体结构示意图。
63.图2为本发明的第一种剖面立体结构示意图。
64.图3为本发明的第二种剖面立体结构示意图。
65.图4为本发明的部分剖面立体结构示意图。
66.图5为本发明的释放机构第一种立体结构示意图。
67.图6为本发明的释放机构第二种立体结构示意图。
68.图7为本发明的定位带动机构第一种立体结构示意图。
69.图8为本发明的定位带动机构第二种立体结构示意图。
70.图9为本发明的定位带动机构第三种立体结构示意图。
71.图10为本发明的定位带动机构部分立体结构示意图。
72.图11为本发明的加膜机构立体结构示意图。
73.图12为本发明的居中机构第一种立体结构示意图。
74.图13为本发明的居中机构第二种立体结构示意图。
75.图14为本发明的自动开启机构第一种立体结构示意图。
76.图15为本发明的自动开启机构第二种立体结构示意图。
77.图16为本发明的换膜机构第一种立体结构示意图。
78.图17为本发明的换膜机构第二种立体结构示意图。
79.图18为本发明的换膜机构部分立体结构示意图。
80.附图中各零部件的标记如下:1、外连接框,1001、进料口,11001、开口,11002、方形口,2、内连接框,11003、通孔,3、连接架,4、滑动压板,5、第一弹簧,6、气缸,61、按钮,7、支撑杆,8、加热器,9、第二弹簧,10、释放机构,101、第一滑套板,102、第一卡板,103、第三弹簧,104、第一带动板,11、定位带动机构,1101、斜面带动板,1102、滑动板,1103、第四弹簧,1104、推动杆,1105、外接板,1106、第二滑套板,1107、第二卡板,1108、第五弹簧,12、加膜机构,1201、绕料轮,1202、包装膜,1203、固定板,1204、旋转滚筒,13、居中机构,1301、第一带动杆,1302、第三滑套板,1303、夹紧板,1304、第六弹簧,14、自动开启机构,1401、第三连接杆,1402、第二带动杆,1403、第二带动板,1404、第七弹簧,15、换膜机构,1501、第四连接杆,1502、齿条架,1503、第八弹簧,1504、滚轮,1505、拉绳,1506、直齿轮,1507、单向齿轮。
具体实施方式
81.下面,结合附图以及具体实施方式,对本发明做进一步描述:
82.实施例1
83.一种滤光片切换器自动封装设备,请参阅图1、图2、图3和图4,包括有外连接框1、进料口1001、开口11001、方形口11002、内连接框2、通孔11003、连接架3、滑动压板4、第一弹簧5、气缸6、按钮61、支撑杆7、加热器8、第二弹簧9、释放机构10和定位带动机构11,外连接框1前侧中间开有进料口1001,外连接框1顶部左后侧开有开口11001,外连接框1后侧中间开有方形口11002,外连接框1内部中间焊接有内连接框2,内连接框2左部后侧开有通孔11003,内连接框2顶部与底部均焊接有连接架3,两个连接架3中部均滑动式连接有滑动压板4,滑动压板4用于对滤光片切换器进行固定,上侧的滑动压板4顶部前后两侧均与相近的连接架3之间连接有两个第一弹簧5,下侧的滑动压板4底部前后两侧也均与相近的连接架3之间连接有两个第一弹簧5,外连接框1内顶部和内底部中间均通过螺栓固接有气缸6,两个气缸6伸缩杆端部均与相近的滑动压板4连接,上侧的气缸6后侧滑动式设有按钮61,按钮61与两个气缸6通过电性连接,两个滑动压板4相背的一侧均左右对称焊接有支撑杆7,支撑杆7用于起导向作用,上侧的两个支撑杆7之间和下侧的两个支撑杆7之间均滑动式连接有加热器8,加热器8用于对滤光片切换器进行封装,上侧的加热器8顶部左右两侧均与相近的支
撑杆7上侧之间连接有第二弹簧9,下侧的加热器8底部左右两侧均与相近的支撑杆7下侧之间也连接有第二弹簧9,两个滑动压板4之间设有释放机构10,释放机构10用于对加热器8进行限位,内连接框2与加热器8之间连接有定位带动机构11,定位带动机构11用于对封装完毕的滤光片切换器进行退料。
84.请参阅图2、图5和图6,释放机构10包括有第一滑套板101、第一卡板102、第三弹簧103和第一带动板104,两个的滑动压板4相背的一侧均左右对称焊接有第一滑套板101,四个第一滑套板101均位于相近的支撑杆7内侧,四个第一滑套板101上均滑动式连接有第一卡板102,第一卡板102用于对加热器8进行限位,四个第一卡板102外侧均与相近的加热器8接触,四个第一卡板102外侧均与相近的第一滑套板101外侧之间连接有第三弹簧103,四个第一卡板102内侧均焊接有第一带动板104。
85.请参阅图2、图7、图8图9和图10,定位带动机构11包括有斜面带动板1101、滑动板1102、第四弹簧1103、推动杆1104、外接板1105、第二滑套板1106、第二卡板1107和第五弹簧1108,两个加热器8后侧均焊接有两个斜面带动板1101,斜面带动板1101用于带动加热器8复位,内连接框2后部左侧滑动式连接有滑动板1102,滑动板1102用于对封装完毕的滤光片切换器进行退料,滑动板1102位于内连接框2内部,滑动板1102左部前侧与内连接框2内部后侧之间连接有两个第四弹簧1103,滑动板1102左部前侧焊接有推动杆1104,推动杆1104用于对滑动板1102进行限位,推动杆1104移动后穿过通孔11003,滑动板1102左部后侧焊接有外接板1105,外接板1105用于对斜面带动板1101进行限位,外接板1105与四个斜面带动板1101接触,外接板1105移动后穿过方形口11002,内连接框2后部左上侧焊接有第二滑套板1106,第二滑套板1106后侧滑动式连接有第二卡板1107,推动杆1104移动后与第二卡板1107接触,第二卡板1107上部移动后穿过开口11001,第二卡板1107下部与第二滑套板1106底部后侧之间连接有两个第五弹簧1108。
86.使用时,先手动将膜布放在下侧的滑动压板4顶部,然后手动将需封装的滤光片切换器通过进料口1001放入内连接框2内,滤光片切换器带动滑动板1102往后移动,进而带动推动杆1104往后移动,此时第四弹簧1103被压缩,同时滑动板1102带动外接板1105往后移动穿过方形口11002,使得外接板1105不再挡住斜面带动板1101,当推动杆1104往后移动至穿过通孔11003与第二卡板1107接触时,推动杆1104挤压第二卡板1107往上移动,此时第五弹簧1108被压缩,第二卡板1107往上移动穿过开口11001,使得工作人员能够看见第二卡板1107,工作人员看见第二卡板1107上升至不再上升后,立刻停止推动滤光片切换器,如此,能够对工作人员进行警示,进而能够保证滤光片切换器位于两个滑动压板4之间,从而提高滤光片切换器的封装效果,由于滤光片切换器的重力很大,使得其与滑动压板4间的静摩擦力大于第四弹簧1103的弹力,因此,工作人员松开滤光片切换器后,滑动板1102也不会在第四弹簧1103的复位作用下带动滤光片切换器往前移动复位,随后再将另一层膜布盖在滤光片切换器顶部,然后启动加热器8,并按下按钮61,控制气缸6启动三秒,气缸6伸缩杆带动滑动压板4相向移动,此时第一弹簧5被拉伸,进而带动支撑杆7和加热器8相向移动,同时滑动压板4带动第一滑套板101、第一卡板102和第一带动板104相向移动,当上侧的滑动压板4往下移动至与滑动板1102接触时,由于滑动板1102上侧为斜面设置,因此,上侧的滑动压板4能够挤压滑动板1102继续往后移动,使得滑动板1102不会挡住上侧的滑动压板4的行程,当上下两侧的滑动压板4配合对滤光片切换器进行固定时,同时第一带动板104刚好移动至与
连接架3接触,使得第一带动板104往内侧移动,第一带动板104带动第一卡板102往内侧移动,此时第三弹簧103被压缩,使得第一卡板102不再挡住加热器8,此时初始状态为压缩状态的第二弹簧9复位,带动加热器8相向移动,进而带动斜面带动板1101相向移动,使得两个加热器8配合对滤光片切换器周围的膜布进行加热,进而实现封装的功能,封装完毕,关闭加热器8,同时再次按下按钮61,控制气缸6伸缩杆收缩三秒,气缸6伸缩杆带动滑动压板4相背移动,此时第一弹簧5复位,进而带动支撑杆7、加热器8、第一滑套板101、第一卡板102和第一带动板104相背移动复位,使得滑动压板4不再对滤光片切换器进行固定,随后将封装完毕的滤光片切换器取出即可,此时第四弹簧1103复位,带动滑动板1102、推动杆1104和外接板1105往前移动复位,使得推动杆1104与第二卡板1107分离,此时第五弹簧1108复位,带动第二卡板1107往下移动复位,当外接板1105往前移动至与斜面带动板1101接触时,带动斜面带动板1101相背移动复位,进而带动加热器8相背移动复位,当加热器8移动至与第一卡板102接触时,挤压第一卡板102往内侧移动,此时第三弹簧103被压缩,当加热器8移动至越过第一卡板102时,此时第三弹簧103复位,带动第一卡板102往外侧移动复位对加热器8进行限位,如此,即可实现自动复位,重复上述操作,即可对下一个滤光片切换器进行封装。
87.实施例2
88.在实施例1的基础之上,请参阅图2和图11还包括有加膜机构12,加膜机构12便于放置膜布,加膜机构12包括有绕料轮1201、包装膜1202、固定板1203和旋转滚筒1204,外连接框1内部左侧转动式安装有两个能够拆卸的绕料轮1201,两个绕料轮1201上均套有包装膜1202,外连接框1内部右侧焊接有四个固定板1203,上侧的两个固定板1203左部之间和下侧的两个固定板1203左部之间均转动式连接有两个旋转滚筒1204,旋转滚筒1204用于带动包装膜1202移动,上侧的包装膜1202的一端穿过内连接框2位于上侧的两个旋转滚筒1204之间,下侧的包装膜1202的一端穿过内连接框2位于下侧的两个旋转滚筒1204之间。
89.工作人员手动将两卷包装膜1202分别套在绕料轮1201上,随后将两卷包装膜1202的一端拉至穿过内连接框2,使得两卷包装膜1202分别与上下两侧的滑动压板4接触,然后两卷包装膜1202的一端分别穿过上下两侧的两个旋转滚筒1204,使得旋转滚筒1204对包装膜1202进行限位和导向,随后将滤光片切换器往后推至包装膜1202之间,如此,便无需手动放置包装膜1202,降低工作人员的操作难度,且能够便于加热器8对滤光片切换器进行封装,提高工作效率,封装完毕,将滤光片切换器取出后,手动转动旋转滚筒1204,使得旋转滚筒1204带动使用后的包装膜1202往右移动,直至未使用的包装膜1202位于滑动压板4之间,如此,能够提高更换包装膜1202的效率。
90.请参阅图2、图12和图13,还包括有居中机构13,居中机构13用于防止滤光片切换器位置偏移,居中机构13包括有第一带动杆1301、第三滑套板1302、夹紧板1303和第六弹簧1304,两个滑动压板4相向的一侧均焊接有四个第一带动杆1301,上侧的四个第一带动杆1301分别位于上侧的滑动压板4的四角,下侧的四个第一带动杆1301分别位于下侧的滑动压板4的四角,内连接框2内部左右两侧均焊接有第三滑套板1302,两个第三滑套板1302上均滑动式连接有夹紧板1303,夹紧板1303用于使滤光片切换器处于居中位置,八个滑动压板4移动后均与相近的夹紧板1303接触,两个夹紧板1303外侧均与相近的第三滑套板1302外侧之间连接有两个第六弹簧1304。
91.工作人员手动将滤光片切换器往后推动至内连接框2内部,滤光片切换器挤压夹
紧板1303往外侧移动,此时第六弹簧1304被拉伸,同时在第六弹簧1304的作用下,使得夹紧板1303能够使滤光片切换器处于居中状态,能够避免滤光片切换器在移动的过程中位置偏移,当滑动压板4相向移动时,带动第一带动杆1301相向移动,当第一带动杆1301移动至与夹紧板1303接触时,带动夹紧板1303往外侧移动,此时第六弹簧1304再次被拉伸,使得夹紧板1303松开滤光片切换器,同时能够避免夹紧板1303影响加热器8的行程,封装完毕后,滑动压板4带动第一带动杆1301相背移动复位,使得第一带动杆1301松开夹紧板1303,随后工作人员手动控制夹紧板1303停止复位,然后将封装完毕的滤光片切换器取出,再松开夹紧板1303,此时第六弹簧1304复位,带动夹紧板1303往内侧移动复位。
92.请参阅图2、图14和图15,还包括有自动开启机构14,自动开启机构14用于自行启动气缸6,自动开启机构14包括有第三连接杆1401、第二带动杆1402、第二带动板1403和第七弹簧1404,外连接框1内顶部后侧中间焊接有第三连接杆1401,第三连接杆1401中部滑动式连接有第二带动杆1402,第二带动杆1402左侧穿过第二卡板1107,推动杆1104移动后与第二带动杆1402接触,第二带动杆1402右部前侧焊接有第二带动板1403,第二带动板1403用于按压按钮61,第二带动板1403前侧移动后与按钮61接触,第三连接杆1401下部与第二带动杆1402之间连接有两个第七弹簧1404。
93.当推动杆1104往后移动至与第二带动杆1402接触时,带动第二带动杆1402往上移动,此时第七弹簧1404被拉伸,进而带动第二带动板1403往上移动,当第二带动板1403往上移动至与按钮61接触时,按压按钮61,控制气缸6启动三秒,随后第二带动板1403会继续往上移动越过按钮61,当推动杆1104往前移动复位时,推动杆1104与第二带动杆1402分离,此时第七弹簧1404复位,带动第二带动杆1402和第二带动板1403往下移动复位,使得第二带动板1403再次按压按钮61,控制气缸6启动复位三秒,如此,便可实现在上料的过程中使得气缸6自行启动,无需工作人员手动启动,减少操作的麻烦。
94.请参阅图2、图16、图17和图18,还包括有换膜机构15,换膜机构15用于自动更换包装膜1202,换膜机构15包括有第四连接杆1501、齿条架1502、第八弹簧1503、滚轮1504、拉绳1505、直齿轮1506和单向齿轮1507,外连接框1内部后侧焊接有两个第四连接杆1501,两个第四连接杆1501中部之间滑动式连接有齿条架1502,两个第四连接杆1501左部均套有第八弹簧1503,两个第八弹簧1503的两端分别与外连接框1和齿条架1502连接,内连接框2后侧中间转动式连接有滚轮1504,齿条架1502左侧中间连接有拉绳1505,拉绳1505的一端绕过滚轮1504并穿过内连接框2与滑动板1102连接,四个旋转滚筒1204后侧均通过键连接有直齿轮1506,上侧的两个直齿轮1506和下侧的两个直齿轮1506均相互啮合,中间的两个旋转滚筒1204后侧均通过单向离合器连接有单向齿轮1507,两个单向齿轮1507均位于相邻的直齿轮1506后侧,两个单向齿轮1507均与齿条架1502啮合。
95.当滑动板1102往后移动时,松开拉绳1505,此时初始状态为压缩状态的第八弹簧1503复位,带动齿条架1502往右移动,在单向离合器的作用下,单向齿轮1507进行空转,不会带动旋转滚筒1204转动,当滑动板1102往前移动复位时,通过拉绳1505带动齿条架1502往左移动复位,此时第八弹簧1503被压缩,齿条架1502带动单向齿轮1507转动,进而带动中间的两个旋转滚筒1204转动,中间的两个旋转滚筒1204通过直齿轮1506带动外侧的两个旋转滚筒1204转动,进而使得旋转滚筒1204带动使用后的包装膜1202往右移动,如此,即可实现自动更换包装膜1202的功能,能够提高工作效率。
96.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1