仓储系统及应用于仓储系统的控制方法与流程
1.本发明涉及智能仓储领域,具体涉及一种仓储系统及应用于仓储系统的控制方法。
背景技术:
2.近几年,得益于社会经济高速发展,生产系统生产产能不断加大,各种生产物料生产节拍的均衡化问题已经日益突出,尤其是在空调、电视、洗衣机、冰箱等生产领域,其零部件(尤其是精密的电子元件)具有普遍体积小、重量轻、形状复杂的特点,给盘点、存储、分拣和配送的协同控制带来巨大的难题。而且,精密的电子元件在转运过程中,由于操作不当很容易造成精密电子元件的损坏。因此实现仓储系统中精密的电子元件的智能化盘点、存储、分拣和配送是解决家电控制器产能低的重要途径。
技术实现要素:
3.为解决上述现有仓储系统中的针对体积小、重量轻和形状复杂的零部件的盘点、存储、分拣和配送的协同控制困难的问题,本发明提供了一种仓储系统及应用于仓储系统的控制方法。
4.为实现上述目的,本发明采用的技术方案如下:
5.一种仓储系统,所述仓储系统包括集控装置、多个可移栽料架和至少一个自动导引运输车;
6.所述可移栽料架上放置有用于装载零部件的料盘,每个可移栽料架设置有身份信息识别码,以供集控装置通过所述身份信息识别码对所述可移栽料架进行身份识别;
7.所述集控装置,用于记录各个可移栽料架的料盘内装载零部件的零部件信息及各个可移栽料架在仓储空间内的位置分布,集控装置根据待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架的初始搬运位置和目标搬运位置,并发送控制指令到自动导引运输车;
8.所述自动导引运输车,用于根据集控装置的控制指令将所述目标可移栽料架从初始搬运位置搬运到目标搬运位置。
9.进一步地,所述仓储空间根据其空间作用划分为入库区、存储区、分拣区以及生产加工区;
10.当仓储处理任务为入库任务时,所述集控装置将入库区内装载有待入库零部件的可移栽料架作为目标可移栽料架,并根据存储区内各个可移栽料架的位置分布为所述目标可移栽料架指定目标搬运位置;
11.当仓储处理任务为分拣任务时,所述集控装置根据当前分拣完成的零部件的数量信息确定待分拣零部件,将存储区内装载有待分拣零部件的可移栽料架作为目标可移栽料架,并将分拣工位指定为目标搬运位置;
12.当仓储处理任务为出库任务时,所述集控装置从生产加工系统的物料订单信息中
获取待配送零部件的零部件信息,将分拣区内装载有待配送零部件的可移栽料架作为目标可移栽料架,并将生产加工区定为目标搬运位置。
13.进一步地,所述可移栽料架包括仓储料架和上线料架,所述仓储料架用于装载待入库零部件和待分拣零部件,所述上线料架用于装载分拣完成后的零部件;
14.当所述仓储处理任务为出库任务时,所述集控装置将装载有待配送零部件的上线料架作为目标可移栽料架。
15.进一步地,还包括手持录入装置,用于在入库区采集录入所述待入库零部件的零部件信息和装载所述待入库零部件的可移栽料架的身份信息,并上传到集控装置。
16.进一步地,所述料盘为多网格结构,每个所述网格设置有区别于其他网格的网格编码,具有不同网格编码的网格内装载有不同的零部件。
17.进一步地,还包括设置在分拣区的显示装置,用于显示待分拣的可移动料架上料盘的不同网格编码的网格内装载的零部件信息和待分拣的零部件的个数,以供分拣工位上的分拣工人根据所述显示装置的显示进行分拣。
18.进一步地,还包括自动导引运输车的导引路线,所述自动导引运输车沿所述导引路线移动以到达仓储空间内各个可移栽料架的放置位置。
19.进一步地,所述仓储空间根据其空间作用划分还包括配送缓存区,当所述上线料架上装载的分拣完成后的零部件未记录在待配送零部件的零部件信息中时,将所述装载有分拣完成后的零部件的上线料架作为目标可移栽料架,并将配送缓存区指定为目标搬运位置。
20.本发明的另一方面,提供了一种应用于上述仓储系统的控制方法,所述方法包括:
21.获取待处理的仓储处理任务;
22.根据所述待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架的初始搬运位置和目标搬运位置;
23.向所述自动导引运输车发送控制指令,以控制所述自动导引运输车根据所述控制指令将所述目标可移栽料架从初始搬运位置搬运到目标搬运位置。
24.进一步地,所述仓储处理任务包括入库任务、分拣任务和出库任务;
25.当仓储处理任务为入库任务时,将入库区内装载有待入库零部件的可移栽料架作为目标可移栽料架,并根据存储区内各个可移栽料架的位置分布为所述目标可移栽料架指定目标搬运位置;
26.当仓储处理任务为分拣任务时,根据当前分拣完成的零部件的数量信息确定待分拣零部件,将存储区内装载有待分拣零部件的可移栽料架作为目标可移栽料架,并将分拣工位指定为目标搬运位置;
27.当仓储处理任务为出库任务时,从生产加工系统的物料订单信息中获取待配送零部件的零部件信息,将分拣区内装载有待配送零部件的可移栽料架作为目标可移栽料架,并将生产加工区指定为目标搬运位置。
28.进一步地,当所述仓储处理任务为分拣任务时,所述方法还包括:将所述待分拣的可移动料架上料盘的不同网格编码的网格内装载的零部件信息和待分拣的零部件的个数显示于分拣区的显示装置,以供分拣工位上的分拣工人根据所述显示装置的显示进行分拣。
29.进一步地,所述方法还包括:当所述上线料架上装载的分拣完成后的零部件未记录在在待配送零部件的零部件信息中,将所述装载有分拣完成后的零部件的上线料架作为目标可移栽料架,并将配送缓存区指定为目标搬运位置。
30.进一步地,所述方法还包括:在向所述自动导引运输车发送控制指令之前,判断所述自动导引运输车是否全部处于搬运状态,若所述自动导引运输车全部处于搬运状态,则将所述待发送的控制指令列入等候状态。
31.本发明的各个实施例提供的一种仓储系统及应用于仓储系统的控制方法,本发明将零部件放置于可移栽料架上,通过控制自动导引运输车搬运所述可移栽料件,避免了零部件在不同料架上频繁的转运操作造成的损坏。并利用集控装置记录各个可移栽料架的料盘内装载零部件的零部件信息及各个可移栽料架在仓储空间内的位置分布,集控装置根据待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架的初始搬运位置以及目标可移栽料架的目标搬运位置,实现智能化的仓储管理,在减员增效的同时减少了零部件的损坏率。
32.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
33.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
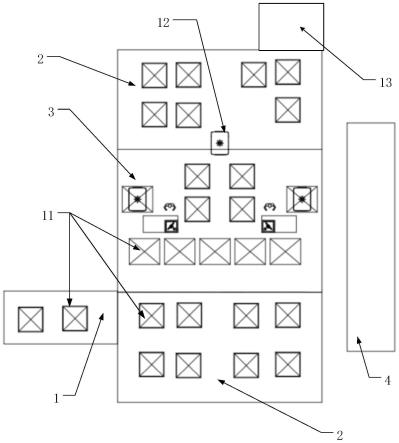
34.图1为本发明实施例提供的一种仓储系统的结构示意图;
35.图2为本发明实施例提供的一种应用于仓储系统的控制方法。
36.图中标记说明:
37.1、入库区;2、存储区;3、分拣区;4、生产加工区;11、可移栽料架;12、自动导引运输车;13、集控装置。
具体实施方式
38.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
39.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语),具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非被特定定义,否则不会用理想化或过于正式的含义来解释。
40.图1是本发明实施例提供的一种仓储系统的结构示意图,由图1可知,本发明实施例提供的一种仓储系统的仓储空间根据其空间作用划分为入库区1、存储区2、拣选区3、以及生产加工区4,其中,上述仓储系统包括集控装置13、可移栽料架11以及自动导引运输车
12。其中可移栽料架包括多个、自动导引运输车包括至少一个。
41.进一步地,可移栽料架11上放置有用于装载零部件的料盘,每个可移栽料架11设置有身份信息识别码,以供集控装置13通过所述身份信息识别码对所述可移栽料架11进行身份识别,其中身份信息识别码可以为二维码、条形码等具有唯一编码标识的图像,对此本发明不做限定。
42.进一步地,集控装置13,用于记录各个可移栽料架11的料盘内装载零部件的零部件信息及各个可移栽料架11在仓储空间内的位置分布,集控装置根据待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架11的初始搬运位置和目标搬运位置,并发送控制指令到自动导引运输车12,其中料盘内装载零部件的零部件信息包括零部件的种类、零部件的数量或者零部件的额定值等能够对该零部件进行识别的信息,对此本发明不做限定。
43.进一步地,自动导引运输车12,用于根据集控装置13的控制指令将所述目标可移栽料架11从初始搬运位置搬运到目标搬运位置。
44.具体的,本发明实施例的仓储系统,自动导引运输车12将可移栽料架11在入库区1、存储区2、分拣区3和生产加工区4内执行跨区搬运以执行相应的仓储处理任务,所述仓储处理任务具体包括入库任务、分拣任务以及出库任务。
45.进一步地,当仓储处理任务为入库任务时,所述集控装置13将入库区1内装载有待入库零部件的可移栽料架11作为目标可移栽料架,并根据存储区2内各个可移栽料架11的位置分布为所述目标可移栽料架指定目标搬运位置;
46.需要说明的是,本发明实施例中集控装置13除记录各个可移栽料架11的料盘内装载零部件的零部件信息及各个可移栽料架11在仓储空间内的位置分布外,还记录了存储区内可移栽料架11的存放位置信息,以及相应存放位置上是否放置有可移栽料架11,更为具体的集控装置13根据可移栽料架11的料盘内装载零部件的零部件信息的不同,为所述可移栽料架11划定指定的存放区域,该指定的存放区域内存储的零部件信息相同,以方便对庞大的存储区2的零部件信息进行统一记录和管理。
47.进一步地,当仓储处理任务为分拣任务时,所述集控装置13根据当前分拣完成的零部件的数量信息确定待分拣零部件,将存储区2内装载有待分拣零部件的可移栽料架11作为目标可移栽料架,并将分拣工位指定为目标搬运位置;
48.需要说明的是,集控装置13根据当前分拣完成的零部件的数量信息确定分拣完成的各种零部件的数量多少,以将需求量大和/或数量少的零部件作为待分拣零部件,以补充相应缺少的零部件。
49.进一步地,当仓储处理任务为出库任务时,所述集控装置13从生产加工系统的物料订单信息中获取待配送零部件的零部件信息,将分拣区3内装载有待配送零部件的可移栽料架11作为目标可移栽料架,并将生产加工区定为目标搬运位置。
50.需要说明的是,当自动导引运输车12行驶到目标可移栽料架的位置附近是,可以通过扫描可移栽料架11上的条码信息进一步确认目标可移栽料架的位置上是否放置有模板可移栽料架,以进一步提高仓储操作的准确性。
51.在本发明实施例中,装载有待入库零部件的可移栽料架11与装载有待分拣零部件的可移栽料架11的结构相同,均可以作为仓储料架,当仓储料架放置于入库区1时用于装载
待入库零部件,当仓储料架放置于存储区2时,用于装载待分拣零部件。
52.而用于装载待配送零部件的可移栽料架11和用于装载待分拣零部件的可移栽料架11可以不同,当所述用于装载待配送零部件的可移栽料架11和仓储料架不同是,称之为上线料架。上线料架用于装载分拣完成后的零部件;当所述仓储处理任务为出库任务时,所述集控装置13将装载有待配送零部件的上线料架作为目标可移栽料架。
53.进一步地,本发明实施例提供的仓储系统,还包括手持录入装置,用于在入库区1采集录入所述待入库零部件的零部件信息和装载所述待入库零部件的可移栽料架11的身份信息识别码,并上传到集控装置。即在执行入库任务时,便将可移栽料架11和放置于其上的零部件的信息绑定存储,在后续的工作过程中,直接通过扫描可移栽料架11上的身份信息识别码便能得知可移栽料架11上的零部件信息。
54.进一步地,考虑到零部件的体积小、重量轻和形状复杂(如电容等电子元器件)的特性,为了便于存储和拣选,本发明实施例提供的仓储系统其可移栽料架11上放置的料盘为多网格结构,每个所述网格设置有区别于其他网格的网格编码,具有不同网格编码的网格内装载有不同的零部件。具体的,所述料盘可以为九宫格结构,用1-9九个数字对九宫格的各个网格进行编码,具有不同编码的网格内装载有9中不同的零部件。
55.进一步地,本发明实施例提供的仓储系统,还包括设置在分拣区3的显示装置,用于显示待分拣的可移动料架11上料盘的不同网格编码的网格内装载的零部件信息和待分拣的零部件的个数,以供分拣工位上的分拣工人根据所述显示装置的显示进行分拣。分拣工人根据显示装置上的提示完成分拣后,电机显示装置的完成分拣按钮,以完成当前分拣任务。
56.具体的,分拣区的每一个分拣工位都设置有一台显示录入装置,该显示录入装置可以为安装有集控系统的台式一体机。显示录入装置的显示屏中显示有当前可移栽料架11上的料盘内的各种零部件的具体位置,以及每个位置的零部件名称和待分拣的零部件的数量,在分拣工位上的分拣工人根据屏幕提示完成分拣,并在完成分拣后在显示录入装置上确认完成拣选。
57.进一步地,本发明实施例提供的仓储系统,还包括仓储空间内的自动引导运输车11的引导路线,所述自动导引运输车沿所述导引路线移动以到达仓储空间内各个可移栽料架的放置位置。
58.在本发明实施例中,自动导引运输车12搬运可移栽料架11时自动倒运运输车12设置有升降台,升降台升起时以顶起可移栽料架11,使可移栽料架11的支撑结构离开地面,方便自动导引运输车12将可移栽料架搬11运到指定目标位置,当自动导引运输车12需要对可移栽料架11进行搬运时,降下升降台并移动到可移栽料架11的正下方,再升起升降台以抬起可移栽料架11,并沿导引路线运动即可。
59.进一步地,本发明实施例中,所述仓储空间根据其空间作用划分还包括配送缓存区,当所述上线料架上装载的分拣完成后的零部件未记录在待配送零部件的零部件信息中时,将所述装载有分拣完成后的零部件的上线料架作为目标可移栽料架,并将配送缓存区指定为目标搬运位置。
60.需要说明的是,本发明的集控装置13上安装有集控系统,所述集控系统可以为wms-agvs系统软件,wms为专门的仓储管理系统,是基于先进互联网技术和供应链仓库管理
技术设计开发的系统,供应链管理解决方案中的一个重要的部分。它能够成功地帮助企业解决在供应链仓库运作管理过程中所面临的种种问题,诸如:如何有效管理仓储,如何和您的客户、以及供应商分享库存信息,如何产生高质量的库存分析报表等等。仓储管理系统提供现代仓库管里的众多可帮助物流企业(企业物流部门)提供精确,及时的供应链网络库存管理能力,提供多模式支持,多服务主体支持,供应链可视性,能够支持作业流程控制,能够智能化的驱动仓库作业,提高效率。agv调度系统软件采用基于microsoft c#平台开发的joinall。系统接收物料服务的请求后,智能调度agv进行服务,并通过工业无线以太网发送指令到agv。同时可监控agv的运行状态信息,解决充电、拥堵、故障等问题,实现集中接收、发送、监视、管理的目的。上述手持录入装置和显示装置内均安装有与集控装置的集控系统,以便于对各个环节的仓储任务进行统一管理。
61.图2为本发明实施例提供的一种应用于上述仓储系统的控制方法的流程示意图。由图2所示,其控制方法包括如下步骤:
62.s1、获取待处理的仓储处理任务;
63.需要说明的是,当本发明实施例中的自动导引运输车12为多辆时,可以同时完成多种仓储处理任务,所述仓储处理任务包括入库任务、分拣任务和出库任务。
64.s2、根据所述待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架的初始搬运位置和目标搬运位置;
65.具体的,当仓储处理任务为入库任务时,将入库区1内装载有待入库零部件的可移栽料架11作为目标可移栽料架,并根据存储区2内各个可移栽料架11的位置分布为所述目标可移栽料架指定目标搬运位置;当仓储处理任务为分拣任务时,根据当前分拣完成的零部件的数量信息确定待分拣零部件,将存储区内装载有待分拣零部件的可移栽料架11作为目标可移栽料架,并将分拣工位指定为目标搬运位置;当仓储处理任务为出库任务时,从生产加工系统的物料订单信息中获取待配送零部件的零部件信息,将分拣区3内装载有待配送零部件的可移栽料架作为目标可移栽料架,并将生产加工区指定为目标搬运位置。
66.进一步地,当所述仓储处理任务为分拣任务时,本发明实施例的控制方法还包括:将所述待分拣的可移动料架上料盘的不同网格编码的网格内装载的零部件信息和待分拣的零部件的个数显示于分拣区的显示装置,以供分拣工位上的分拣工人根据所述显示装置的显示进行分拣。
67.进一步地,当所述上线料架上装载的分拣完成后的零部件未记录在待配送零部件的零部件信息中时,将所述装载有分拣完成后的零部件的上线料架作为目标可移栽料架,并将配送缓存区指定为目标搬运位置。
68.s3、向所述自动导引运输车发送控制指令,以控制所述自动导引运输车根据所述控制指令将所述目标可移栽料架从初始搬运位置搬运到目标搬运位置。
69.需要说明的是,在本发明实施例中,在向所述自动导引运输12车发送控制指令之前,判断所述自动导引运输车12是否全部处于搬运状态,若所述自动导引运输车12全部处于搬运状态,则将所述待发送的控制指令列入等候状态。当有自动导引运输车处于空闲状态时,在将所述控制指令发送给处于空闲状态的自动导引运输车12。
70.对于方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本发明实施例并不受所描述的动作顺序的限制,因为依据本发明实施
例,某些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作并不一定是本发明实施例所必须的。
71.本发明公开了一种仓储系统及应用于仓储系统的控制方法,将零部件放置于可移栽料架上,通过控制自动导引运输车搬运所述可移栽料件,避免了零部件在不同料架上频繁的转运操作造成的损坏。并利用集控装置记录各个可移栽料架的料盘内装载零部件的零部件信息及各个可移栽料架在仓储空间内的位置分布,集控装置根据待处理的仓储处理任务的任务类型确定待搬运的目标可移栽料架的初始搬运位置以及目标可移栽料架的目标搬运位置,实现智能化的仓储管理,在减员增效的同时减少了零部件的损坏率。
72.本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。例如,在下面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。
73.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1