一种适用于插件机和贴片机的双通道托盘供料器的制作方法
1.本实用新型涉及smt自动化设备技术领域,尤其涉及一种适用于插片机和贴片机的双通道托盘供料器。
背景技术:
2.托盘供料器在工作时通过夹持机构将储料区的托盘或者物料逐个送到特定工位,以供插件机或贴片机抓取。
3.电子元器件的托盘包装方式有两种:一种是托盘的每个穴位放置一个物料;另一种则是每个穴位放置多个物料;前者物料之间没有接触,间隔较远,可以被单独识别抓取,多用于包装贴片元器件;后者物料相互接触,无法被单独识别抓取;由于贴片元器件和插件元器件的包装(托盘)方式存在较大区别,目前市面上的产品不能很好兼容这两种情况。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型的目的是克服至少部分现有技术的不足,提供一种适用于插件机和贴片机的双通道托盘供料器。
6.本实用新型的技术方案如下:本实用新型提供一种适用于插件机和贴片机的双通道托盘供料器,包括:机架、三轴运动平台、夹持机构、升降装置和送料轨道,所述三轴运动平台、升降装置、送料轨道均设置在机架上,所述夹持机构设置在所述三轴运动平台上;所述三轴运动平台用于带动所述夹持机构运动;所述夹持机构用于夹持物料和/或料盘;所述升降装置用于定位料盘和带动料盘上升;所述送料轨道用于输送物料。
7.进一步地,所述升降装置包括安装底板、丝杆传动结构、x方向定位气缸、y方向定位气缸和z方向定位气缸,所述安装底板分别安装在所述机架两侧,所述丝杆传动结构设施在所述安装底板上,所述丝杆传动结构上设置有用于放置料盘的料盘平台,所述x方向定位气缸、y方向定位气缸用于定位料盘,所述z方向定位气缸用于感应料盘。
8.进一步地,所述送料轨道包括:推料结构、轨道结构、送料皮带结构和顶料结构。
9.进一步地,所述轨道结构包括:所述轨道结构包括两压条、两轨道、两扶边、两底座和两型材。
10.进一步地,所述轨道的跨距可调,所述扶边的跨距可调,所述压条的安装高度可调。
11.进一步地,所述夹持装置包括:定板、碰撞感应器、直线导轨、弹簧、浮板、颜色感应器、旋转板、第四气缸、夹子,所述直线导轨设置在定板上,所述浮板设置在所述直线导轨的滑块上,所述旋转板设置在所述浮板上,所述夹子设置在所述旋转板上,所述气缸用于控制所述夹子。
12.进一步地,还包括操作屏。
13.采用上述方案,本实用新型的有益效果在于:可以兼容多种不同规格的物料和托
盘,可以给插件机或贴片机供料,满足自动化生产的要求;可以实现双通道供料,供料速度更快;送料轨道可以兼容不同的产品,兼容性能更好。
附图说明
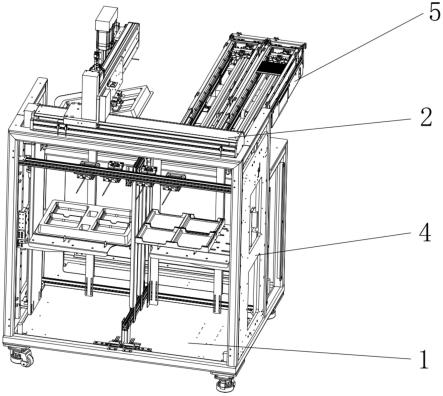
14.图1为本实用新型一实施例的结构示意图一。
15.图2为本实用新型一实施例的结构示意图二
16.图3为本实用新型一实施例的结构示意图三。
17.图4为本实用新型一实施例的升降装置的结构示意图。
18.图5为本实用新型一实施例的送料轨道的结构示意图。
19.图6为本实用新型一实施例的夹持装置的结构示意图。
具体实施方式
20.以下结合附图和具体实施例,对本实用新型进行详细说明。
21.请结合参阅图1至图6,在本实施例中,本实用新型提供一种适用于插件机和贴片机的双通道托盘供料器,包括:机架1、三轴运动平台2、夹持机构3、升降装置4和送料轨道5,所述三轴运动平台2、升降装置4、送料轨道5均设置在机架1上,所述夹持机构3设置在所述三轴运动平台2 上;所述三轴运动平台2用于带动所述夹持机构3运动;所述夹持机构3 用于夹持物料7和/或料盘;所述升降装置4用于定位料盘和带动料盘上升;所述送料轨道5用于输送物料7。
22.进一步地,所述升降装置4包括安装底板41、丝杆传动结构42、x方向定位气缸43、y方向定位气缸44和z方向定位气缸45,所述安装底板 41分别安装在所述机架1两侧,所述丝杆传动结构42设施在所述安装底板 41上,所述丝杆传动结构42上设置有用于放置料盘的料盘平台,所述x 方向定位气缸43、y方向定位气缸44用于定位料盘,所述z方向定位气缸 45用于感应料盘。
23.在所述升降装置4中,安装底板41分别安装在机架1两侧,z方向定位气缸45的推头上安装有感应装置,在推头伸出时可以感应料盘的高度位置,x方向定位气缸43和y方向定位气缸44的推头上安装有弹簧34压块,在推头伸出时可以定位料盘,通过安装不同弹簧34压块和调整y方向定位气缸44的位置,可以适应各种尺寸的贴片和插件托盘。盘状物料7堆叠在丝杆结构的置物平台上,所述丝杆结构可以料盘平台升降,从而带动料盘上升,当料盘被感应到时,所述z方向定位气缸45回缩,所述x方向定位气缸43和y方向定位气缸44工作实现对料盘的定位,当料盘内的物料7 被抓取完成后,所述x方向定位气缸43和y方向定位气缸44往回缩,空料盘被抓取抛盘,上述动作重复之后使得料盘和物料7由上到下一层层被拿走,然后所述丝杆结构带动平台下降,从而可以加料。
24.进一步地,所述送料轨道5包括:推料结构51、轨道结构、送料皮带结构和顶料结构56。
25.进一步地,所述轨道结构包括:所述轨道结构包括两压条、两轨道52、两扶边53、两底座54和两型材55。所述轨道52的跨距可调,所述扶边53 的跨距可调,所述压条的安装高度可调。具体的结构可以为,所述底座54 设置在对应的所述型材55上,所述扶边53设置在对应的所述底座54上,所述支撑轨道设置在对应的所述底座54上,所述压条设置在对应的
所述支撑轨道上方,所述轨道52、所述扶边53均形成有相应的腰形孔与所述底座 54安装,使得安装位置可调,实现跨距调整,所述压条通过腰形孔与所述扶边53相安装,使得安装高度位置可调,可以兼容不同类型的物料7。
26.在所述送料轨道5中,所述轨道结构用于作为物料7输送的轨道;所述推料结构51用于将所述导轨结构上的物料7推送到所述送料皮带结构处;所述送料皮带结构设于所述导轨结构的端部,用于将承接所述导轨结构输送的物料7并运送到所述顶料结构56处;所述顶料结构56用于将物料7顶起。
27.进一步地,所述夹持装置包括:定板31、碰撞感应器32、直线导轨33、弹簧34、浮板35、颜色感应器36、旋转板37、第四气缸38、夹子39,所述直线导轨33设置在定板31上,所述浮板35设置在所述直线导轨33的滑块上,所述旋转板37设置在所述浮板35上,所述夹子39设置在所述旋转板37上,所述气缸用于控制所述夹子39。
28.具体地,在所述夹持装置的所述定板31安装在三轴运动平台2的z轴浮板35上,由z轴控制上下动作。所述碰撞感应器32安装在所述定板31 上。两根直线导轨33安装在所述定板31上。所述浮板35安装在直线导轨 33的滑块上。定板31和浮板35之间装有弹簧34,不受其它外力时,弹簧 34的拉力使得所述直线导轨33的滑块一直靠紧下限位。所述旋转板37固定在浮板35底部,松开螺丝可以绕z轴旋转。所述第四气缸38固定在旋转板37上。所述夹子39固定在气缸夹头上。所述颜色感应器36通过一个转接板固定在所述第四气缸38侧面。所述夹子39张开时,夹子39两侧外沿可以夹取物料7,闭合时,夹子39两侧内沿可以夹取料盘。工作时,三轴运动平台2带动所述夹持装置做xyz三个方向的运动。首先移动到料盘的物料7位置上方后下降,张开所述夹子39将物料7抓取,再上升移动到所述送料轨道5上方后下降,关闭所述夹子39将物料7放下。将料盘抓空后,移动到料盘的上方后张开夹子39,下降将料盘抓取,上升后移动到抛盘处上方,松开所述夹子39,抛掉料盘。
29.进一步地,所述供料器还包括操作屏6,可以用于信息显示和操作供料器。
30.值得注意的是,在本实施例中,所述供料器可以实现双通道供料,具体地,所述供料器包括两组升降结构,可以放置两组料盘;所述供料器包括两组送料轨道5,可以同时运送顶起两组物料7,实现双通道供料。
31.请继续参阅图1至图6,本方案中,机器初始化时,料盘装着物料7放入所述升降装置4的平台上,机器工作时,升降装置4将料盘上升到设定位置,所述夹持机构3移动到抓料位置抓取物料7后,再移动到所述送料轨道5的上方,下降放下物料7,所述推料结构51将物料7推出,物料7 到达所述送料轨道5的末端以后被被顶料结构56顶起,从而实现供料。如果料盘空了,则所述夹持机构3会夹持料盘进行抛盘,等到料盘平台上没有料盘以后,则所述升降装置4工作使得料盘平台下降,机器进行声光报警等,等待加料。
32.综上所述,本方案的有益效果在于:可以兼容多种不同规格的物料和托盘,可以给插件机或贴片机供料,满足自动化生产的要求;可以实现双通道供料,供料速度更快;送料轨道可以兼容不同的产品,兼容性能更好。
33.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1