一种产品自动装盒机的制作方法
1.本实用新型涉及包装机械领域,具体涉及一种产品自动装盒机。
背景技术:
2.在机加工领域中有时需要将加工后的柱状产品排列好一层一层放置在包装盒中,常规的操作方式是通过人工在产品输送带上取拿产品后,再将产品逐步摆放在包装盒内,但在产品数量较多时,人工摆放的效率相对低下且劳动强度较高。
3.为此,如何解决上述现有技术存在的不足,是本实用新型研究的课题。
技术实现要素:
4.为解决上述问题,本实用新型公开了一种产品自动装盒机。
5.为了达到以上目的,本实用新型提供如下技术方案:一种产品自动装盒机,包括机架,该机架上设置有托板、真空吸附板及包装盒放置工位,所述托板水平设置,托板的前后两侧均具有一挡板,所述托板的后侧沿其长度方向滑动连接有一与挡板垂直设置的推板,所述推板与一直线驱动机构相传动连接,所述托板的右侧设置有一活动挡板,该活动挡板位于两所述挡板之间并与其垂直布置,所述托板的左侧安装有一与挡板相垂直布置的输送带,该输送带的出口端右侧与托板的左侧边缘抵靠在一起,输送带的出口端后侧延伸至托板的后边缘处,所述推板位于输送带的左侧边缘处;
6.两所述挡板、活动挡板及托板之间围绕形成放置空间,所述推板由直线驱动机构驱动作伸入或退出放置空间的运动;
7.所述真空吸附板传动连接在一竖向设置的y轴直线驱动机构上,所述y轴直线驱动机构与一水平安装在机架上的x轴直线驱动机构相传动连接,所述包装盒放置工位设置于托板的一侧,所述真空吸附板位于包装盒放置工位与托板之间连线的上方。
8.上述方案中,所述托板的左侧边缘与输送带的右侧边缘之间留有间隙,所述间隙内沿竖直方向滑动连接有一临时限位板,托板的底端安装有与临时限位板相传动连接的升降机构,所述临时限位板由托板驱动作伸出或缩回所述间隙的运动。
9.上述方案中,所述输送带的出口端后侧设置有一物料挡板,该物料挡板与托板后侧的挡板齐平。
10.上述方案中,所述输送带的两侧沿其长度方向均设置有一挡料板。
11.上述方案中,两所述挡料板相对滑动设置。
12.上述方案中,所述包装盒放置工位包括一包装盒放置架。
13.本发明的有益效果为:本实用新型的产品自动装盒机,具有一托板,托板与其侧部的挡板及活动挡板围绕形成用于容纳产品的放置空间,可在作业时,通过推板将输送带上传送来的多个产品逐步推送至放置空间内进行摆放,之后再通过真空吸附板同时吸取多个产品,以将其转移至包装盒放置工位处,再由y轴直线驱动机构送入包装盒内对其装盒,与传统的操作方式相比,其装盒效率更高,更加适合于连续性生产作业。
附图说明
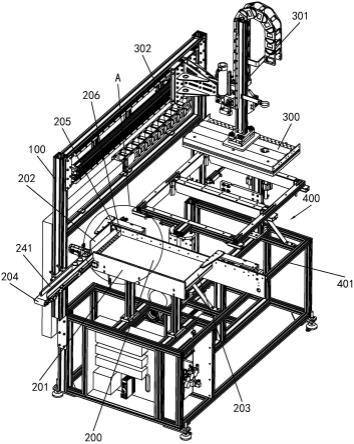
14.图1为本实用新型的立体图;
15.图2为图1中a处局部放大图。
具体实施方式
16.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
17.实施例:参见图1-2,一种产品自动装盒机,用于柱状产品的装盒,该柱状产品的顶部光滑,包括机架100,该机架100上设置有托板200、真空吸附板300及包装盒放置工位400,托板200水平设置,托板200的前后两侧均具有一挡板201,托板200的后侧沿其长度方向滑动连接有一与挡板201垂直设置的推板202,推板202与一直线驱动机构相传动连接,托板200的右侧设置有一活动挡板203,该活动挡板203位于两挡板201之间并与其垂直布置,活动挡板203与一电动丝杠直线模组传动连接,由其驱动沿挡板201长度方向作位移,从而能够灵活调整其对产品的阻挡位置;真空吸附板300呈板状结构,其底面均布有多个真空吸盘,真空吸盘通过管道与真空发生器相连,用于产生真空以吸附产品;
18.托板200的左侧安装有一与挡板201相垂直布置的输送带204(带式输送机),该输送带204的出口端右侧与托板200的左侧边缘抵靠在一起,输送带204的出口端后侧延伸至托板200的后边缘处,推板202位于输送带204的左侧边缘处;
19.两挡板201、活动挡板203及托板200之间围绕形成放置空间,该放置空间用于容纳产品,推板202由直线驱动机构驱动作伸入或退出放置空间的运动;直线驱动机构使用气缸或电动丝杠直线模组;
20.真空吸附板300传动连接在一竖向设置的y轴直线驱动机构301上,y轴直线驱动机构301与一水平安装在机架100上的x轴直线驱动机构302相传动连接,包装盒放置工位400设置于托板200的一侧,真空吸附板300位于包装盒放置工位400与托板200之间连线的上方;x轴直线驱动机构302及y轴直线驱动机构301均采用电动丝杠直线模组,其中x轴直线驱动机构302用于驱动真空吸附板300在包装盒放置工位400与托板200之间作位移,y轴直线驱动机构301用于驱动真空吸附板300沿竖直方向作位移;
21.作业时,将产品包装盒放置在包装盒放置工位400处,打开包装盒顶部,产品通过输送带204逐步输送至托板200的左侧边缘处,停止输送带204使多个产品停止运动,通过直线驱动机构驱动推板202将输送带204上的产品推送至放置空间内,以此类推在放置空间内摆满后,由x轴直线驱动机构302驱动真空吸附板300转移至托板200上方,y轴直线驱动机构301驱动真空吸附板300下降吸附托板200上摆放的多个产品后,真空吸附板300回位,再由x轴直线驱动机构302驱动真空吸附板300上吸附的产品转移至包装盒放置工位400处放置的产品包装盒处,通过y轴直线驱动机构301驱动真空吸附板300伸入至包装盒内,关闭真空吸附板300负压释放产品,对其进行装盒,以此类推直至包装盒装满。
22.托板200的左侧边缘与输送带204的右侧边缘之间留有间隙,间隙内沿竖直方向滑动连接有一临时限位板205,托板200的底端安装有与临时限位板205相传动连接的升降机构,临时限位板205由托板200驱动作伸出或缩回间隙的运动,临时限位板205可上下伸缩设置,升降机构使用气缸;作业时,可对输送带204上输送来的产品进行临时阻挡,避免其发生
倾倒,在需要将产品推送至放置空间内时,再由升降机构驱动临时限位板205缩回间隙,解除对产品的阻挡。
23.输送带204的出口端后侧设置有一物料挡板206,该物料挡板206与托板200后侧的挡板201齐平,物料挡板206在输送带204的出口端后侧阻挡产品,可避免产品在出口端落出到托板200外侧。
24.输送带204的两侧沿其长度方向均设置有一挡料板241,两个挡料板241之间形成供产品通过的通道,可在输送产品时对产品限位。
25.两挡料板241相对滑动设置,挡料板241通过滑块导轨机构滑动连接在输送带204的机架上,滑块导轨机构的滑块通过螺钉锁紧固定在导轨上,可通过松紧螺钉相对滑动调节两个挡料板241之间的间距以适应不同直径的产品。
26.所述包装盒放置工位400包括一包装盒放置架401。
27.需要说明的是,以上内容仅仅说明了本发明的技术思想,不能以此限定本发明的保护范围,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1