一种易开盖高精度定位注喷装置的制作方法
1.本实用新型涉及易开盖输送技术领域,具体涉及一种易开盖高精度定位注喷装置。
背景技术:
2.易开盖成型需要经过多个工序,常见的工艺流程为基本盖成型
→
组合成型
→
刻线修补
→
注胶
→
计数包装。其中,对于全开式易开盖产品,刻线修补和注胶,都是在设定的轨迹曲线上覆盖一定量的胶膜,再通过烘炉烘干,形成一定厚度的保护膜。刻线修补的保护膜是用于保护刻线不被腐蚀,注胶的膜是用于形成密封后保护罐头内容物不被腐蚀,该阶段通过注喷工序实现。在注喷工序中需要对盖体进行输送,如何精准的对盖体进行输送定位是注喷工序产品质量的关键因素之一,当前常见的输送方式有:一、平皮带输送,在指定位置有定位装置,完成后再回到皮带输送,该输送方法生产周期长,速度受限;二、卡爪或者旋转拨盘输送,到达设定位置定位盘定位,完成生产后再夹爪输送,该方法生产过程需要二次定位,浪费时序多,动作复杂。因此,急需设计一种新的注喷装置,以节约输送定位时间,提高输送定位精度,提高注喷生产速度,改善产品质量。公开日为2019年11月19日,公开号为cn209651300u的中国专利文献公开了一种易开盖翻转输送装置,包括电机,电机的主动轴上安装有带磁性的主动辊;主动辊的两侧均设有翻转墙板,翻转墙板上连接有安装板,主动轴转动的安装在安装板上;两块翻转墙板之间固定连接有上支撑板和下支撑板,上支撑板远离主动辊的一端固定连接有第一从动辊支撑板,第一从动辊支撑板上转动连接有第一从动辊;两块翻转墙板之间还转动连接有第二从动辊和第三从动辊,主动辊、第一从动辊、第二从动辊和第三从动辊之间张紧有翻转线皮带;上支撑板与下支撑板之间设置有气动磁体。该装置能够在易开盖的输送过程中,对盖子进行自动的翻转,满足易开盖全自动化生产线匹配的要求,提高生产效率。但上述装置无法对易开盖进行准确定位,无法完成注喷工序的对盖体的输送精度要求。
技术实现要素:
3.本实用新型的目的是为解决现有技术的易开盖注喷装置生产周期长,速度受限且生产过程浪费时序多,动作复杂的问题,提供一种易开盖高精度定位注喷装置,减少了注喷工序中盖体输送的动作过程,简化了盖体的输送定位动作,提高了盖体的定位精度,无需进行二次定位,提高了注喷工序的生产效率及产品质量。
4.本实用新型为解决上述技术问题所采用的技术方案是,一种易开盖高精度定位注喷装置,用于易开盖的刻线修补或注胶,所述的注喷装置包括机架、控制系统及由主电机驱动的两条主同步带,主同步带上设有盖体定位孔,所述的主电机为伺服电机,主电机通过主传动机构及分度箱机构连接所述的主同步带,分度箱机构上设有编码器,机架上还设有分盖机构、误差检测机构及注喷机构,所述的分盖机构、误差检测机构及注喷机构均为两个,并列设置在两条主同步带的上方,其中分盖机构位于主同步带输送方向的上游侧,包括上
下依次设置的存盖模块、加盖模块及分盖模块;注喷机构位于主同步带输送方向的下游侧,包括注喷电机及喷枪;误差检测机构位于分盖机构与注喷机构之间。
5.本实用新型的易开盖注喷装置,直接利用带有盖体定位孔的同步带将盖体输送至注喷工位,再利用喷枪完成注喷工序加工。主同步带包括同步带和同步带轮等零部件,实现同步运动,有利于主电机(伺服电机)精准控制,实现相对准确的步距传送。主电机驱动主同步带实现间歇式步进运动,为了消除同步带输送过程中的移动误差,在运动的过程中,通过误差检测机构检测步进运动的误差,并将检测结果反馈至控制系统,控制系统根据反馈结果,发出指令控制主电机在转动时做出补偿,用于抵消同步带输送过程中的移动误差,从而保证每一个周期的输送步距的精度和可靠性,确保盖体准确进入注喷位置。主电机用于提供输送系统运动的动力,通过主传动机构分开传递给两个输送通道,完成输送功能。编码器主要的作用是为电气控制提供准确的角度信息,配合误差检测机构,对主电机的转动给出准确的角度补偿信息。分度箱机构的作用是将主电机提供的动力转换为角度和扭矩力,带动主同步带完成输送运动。误差检测机构是检测已经落入同步带的盖体位置,并与控制系统设定的绝对坐标位置进行对比,给出当前位置的盖体相对位置误差,并将检测信息反馈给控制系统,为控制系统驱动伺服电机按误差补偿后的转动角度进行转动提供前提条件。注喷机构是用于完成易开盖注喷功能的装置,它根据控制系统的信号驱动注喷电机(伺服电机)转动,喷枪完成注喷动作,实现盖体的注喷加工。本实用新型的分盖机构由上下依次设置的存盖模块、加盖模块及分盖模块构成,通过三级串联结构,确保盖体的连续供给,满足盖体存储和分段式加盖、步进式分盖的要求。这样,本实用新型解决了现有技术的易开盖注喷装置生产周期长,速度受限且生产过程浪费时序多,动作复杂的问题,减少了注喷工序中盖体输送的动作过程,简化了盖体的输送定位动作,提高了盖体的定位精度,无需进行二次定位,提高了注喷工序的生产效率及产品质量。
6.作为优选,机架上设有分盖机构固定架,分盖机构固定架的顶端设有存盖模块安装板,所述的存盖模块设置在存盖模块安装板上,所述的加盖模块及分盖模块位于存盖模块安装板的下方且分盖模块位于加盖模块的下方。
7.作为优选,机架上设有注喷架,所述的注喷机构设置在注喷架上,注喷架上设有电机安装座,所述的注喷电机为伺服电机,注喷电机设置在电机安装座上,注喷电机通过一传动轴与转盘连接,转盘通过喷枪传动机构与设置在转盘下方的喷枪安装座连接,所述的喷枪安装座呈c字形结构,所述的喷枪安装在喷枪安装座的下端部。注喷机构用于对盖体进行刻线修补或注胶操作,根据控制系统的信号驱动注喷电机转动,注喷电机转动通过传动轴带动转盘转动,转盘转动通过喷枪传动机构、喷枪安装座带动喷枪按预设轨迹运动,完成注喷动作,实现盖体的注喷加工。
8.作为优选,存盖模块为磁性存盖模块,存盖模块包括一对直立设置的磁性散盖板,磁性散盖板之间通过连接板固定,磁性散盖板之间设有4根盖体限位柱,所述的盖体限位柱之间构成存盖通道,盖体限位柱通过固定螺栓固定在连接板上,盖体限位柱的上端形成有向外翻折的导向段,所述的导向段为下大上小的锥形结构;所述的存盖模块上还设有盖体检测探头,盖体检测探头设置在连接板上。本实用新型的盖体先进入磁性存盖模块,在磁场的作用下,盖体被磁化,从而使相互紧贴的盖体分层使其相邻的盖体之间有一定的间隔,避免盖体由于高速运行的收集存储过程中发生碰撞,造成损伤。盖体限位柱用于限制盖体位
置,盖体限位柱之间围合构成的空间形成盖体的存储及流动通道,盖体检测探头用于检测磁性存盖模块内的盖体高度,便于盖体不足时及时补充;盖体限位柱的上端向外弯折的导向段可以便于盖体的进入。
9.作为优选,加盖模块包括法兰盘及设置在法兰盘上的转动夹紧圈、用于驱动转动夹紧圈转动的夹盖气缸及与转动夹紧圈联动的夹盖辊,加盖模块的夹盖气缸设置在转动夹紧圈的一侧,夹盖气缸的活塞轴连接拉杆,所述拉杆通过连杆及铰链与设置在转动夹紧圈上的转动座连接;夹盖辊设置在呈l形的夹盖辊安装块的一端,夹盖辊安装块的弯折部通过转轴可转动地设置在法兰盘上,夹盖辊安装块的一端设有长圆孔,转动夹紧圈上设有推杆,所述长圆孔套设在推杆上,夹盖气缸的活塞轴伸缩时,通过拉杆、连杆及转动座带动转动夹紧圈转动,推杆推动夹盖辊安装块及夹盖辊转动。拉杆、连杆及铰链构成连杆机构,夹盖气缸驱动拉杆动作通过连杆机构带动转动夹紧圈转动。夹盖辊安装块构成杠杆结构,推杆位于杠杆的一端,夹盖辊位于杠杆的另一端,转动夹紧圈转动时通过推杆推动杠杆的一端,使杠杆另一端的夹盖辊处于夹紧或松开状态,用于盖体的夹紧或松开。磁化后的盖体被加盖模块上的夹盖辊夹紧,盖体在此处进行堆叠存储形成盖条,此时加盖模块的夹盖辊处于夹紧状态,等到控制系统发出加盖指令后,夹盖气缸向后运动带动转动夹紧圈做逆时针旋转,实现夹盖辊相对于盖体的后退运动,此时开始进行加盖,夹盖辊松开时,盖条落入分盖模块中,完成加盖动作。
10.作为优选,主电机通过分度箱机构及分盖传动机构与分盖模块连接,分盖模块包括分盖漏斗、环绕分盖同步带轮的分盖同步带及由分盖同步带驱动的分盖轮,分盖同步带轮及分盖同步带均设置在分盖盒内,两个分盖轮设置在分盖漏斗的底部两侧,所述的分盖轮外周设有螺旋槽,分盖同步带轮转动时,通过分盖同步带驱动分盖轮转动。分盖机构通过分盖传动机构利用主电机传递过来的动力源带动分盖同步带轮进行分盖运动,这样既能够提供分盖所需要的动力,又保证了分盖动作与系统输送运动的同步。分盖同步带带动分盖轮进行旋转分盖,将加入的整条盖体(盖条)分成一片片的盖体通过分盖漏斗进入主同步带上对应的盖体定位孔,完成分盖动作。
11.作为优选,加盖模块的底部设有三根上导向柱,分盖模块的顶部设有与所述上导向柱错位的四根下导向柱,上导向柱与下导向柱之间构成盖体的下落通道,分盖模块的顶部还设有盖条限位探头。上导向柱和下导向柱构成加盖模块与分盖模块的连接通道,当分盖模块中的盖体少于设置的盖条限位探头时,加盖模块开始下一轮加盖。
12.本实用新型的有益效果是:它有效地解决了现有技术的易开盖注喷装置生产周期长,速度受限且生产过程浪费时序多,动作复杂的问题,本实用新型的易开盖高精度定位注喷装置利用伺服电机进行误差补偿,通过嵌入系统控制,伺服电机驱动带有盖体定位孔的同步带运动实现盖体的高精度输送定位,减少了注喷工序盖体输送的动作过程,简化了盖体输送定位动作,提高了盖体的定位精度,无需进行二次定位,提高了注喷的生产效率及产品质量,具有很高的实用价值。
附图说明
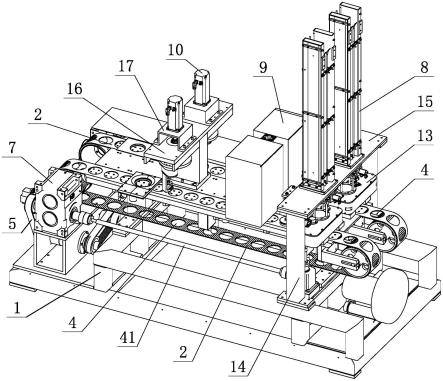
13.图1为本实用新型注喷装置的一种立体结构示意图;
14.图2为本实用新型注喷装置的一种结构示意图;
15.图3为图2的俯视图;
16.图4为本实用新型注喷机构的一种结构示意图;
17.图5是本实用新型分盖机构的一种结构剖视图;
18.图6是本实用新型存盖模块的一种结构示意图;
19.图7是图6的俯视图;
20.图8是本实用新型加盖模块的一种结构示意图;
21.图9是本实用新型加盖模块的一种立体结构示意图;
22.图10是本实用新型分盖模块的一种结构剖视图;
23.图11是图10的俯视图。
24.图中:1.机架,2.主同步带,3.主电机,4.盖体定位孔,5.主传动机构,6.编码器,7.分度箱机构,8.分盖机构,9.误差检测机构,10.注喷机构,11.存盖模块,12.加盖模块,13.分盖模块,14.分盖机构固定架,15.存盖模块安装板,16.注喷架,17.电机安装座,18.注喷电机,19.传动轴,20.转盘,21.喷枪传动机构,22.喷枪安装座,23.喷枪,24.磁性散盖板,25.连接板,26.盖体限位柱,27.固定螺栓,28.导向段,29.盖体检测探头,30.法兰盘,31.转动夹紧圈,32.夹盖气缸,33.夹盖辊,34.拉杆,35.连杆,36.铰链,37.转动座,38.夹盖辊安装块,39.长圆孔,40.推杆,41.分盖传动机构,42.分盖漏斗,43.分盖同步带轮,44.分盖同步带,45.分盖轮,46.分盖盒, 48.上导向柱,49.下导向柱,50.盖条限位探头,51.盖条,52.盖体。
具体实施方式
25.下面通过实施例,并结合附图对本实用新型技术方案的具体实施方式作进一步的说明。
26.实施例1
27.在图1图2图3中所示的实施例1中一种易开盖高精度定位注喷装置,用于易开盖的刻线修补或注胶,所述的注喷装置包括机架1、控制系统及由主电机3驱动的两条主同步带2,主同步带上设有盖体定位孔4,所述的主电机为伺服电机,主电机通过主传动机构5及分度箱机构7连接所述的主同步带,分度箱机构上设有编码器6,机架上还设有分盖机构8(见图5)、误差检测机构9及注喷机构10,所述的分盖机构、误差检测机构及注喷机构均为两个,并列设置在两条主同步带的上方,其中分盖机构位于主同步带输送方向的上游侧,包括上下依次设置的存盖模块11、加盖模块12及分盖模块13;注喷机构位于主同步带输送方向的下游侧,包括注喷电机18及喷枪23;误差检测机构位于分盖机构与注喷机构之间。
28.本实施例的机架上设有分盖机构固定架14,分盖机构固定架的顶端设有存盖模块安装板15,所述的存盖模块设置在存盖模块安装板上,所述的加盖模块及分盖模块位于存盖模块安装板的下方且分盖模块位于加盖模块的下方。存盖模块为磁性存盖模块,存盖模块包括一对直立设置的磁性散盖板24(见图6图7),磁性散盖板之间通过连接板25固定,磁性散盖板之间设有4根盖体限位柱26,所述的盖体限位柱之间构成存盖通道,盖体限位柱通过固定螺栓27固定在连接板上,盖体限位柱的上端形成有向外翻折的导向段28,所述的导向段为下大上小的锥形结构;所述的存盖模块上还设有盖体检测探头29,盖体检测探头设置在连接板上。
29.本实施例的加盖模块位于存盖模块的下方,包括法兰盘30及设置在法兰盘上的转动夹紧圈31(见图8图9)、用于驱动转动夹紧圈转动的夹盖气缸32及与转动夹紧圈联动的夹盖辊33,加盖模块的夹盖气缸设置在转动夹紧圈的一侧,夹盖气缸的活塞轴连接拉杆34,所述拉杆通过连杆35及铰链36与设置在转动夹紧圈上的转动座37连接;夹盖辊设置在呈l形的夹盖辊安装块38的一端,夹盖辊安装块的弯折部通过转轴可转动地设置在法兰盘上,夹盖辊安装块的一端设有长圆孔39,转动夹紧圈上设有推杆40,所述长圆孔套设在推杆上,夹盖气缸的活塞轴伸缩时,通过拉杆、连杆及转动座带动转动夹紧圈转动,推杆推动夹盖辊安装块及夹盖辊转动。
30.本实施例的分盖模块位于加盖模块的下方,主电机通过分度箱机构及分盖传动机构41与分盖模块连接,分盖模块包括分盖漏斗42、环绕分盖同步带轮43的分盖同步带44及由分盖同步带驱动的分盖轮45(见图10图11),分盖同步带轮及分盖同步带均设置在分盖盒46内,两个分盖轮设置在分盖漏斗的底部两侧,所述的分盖轮外周设有螺旋槽,分盖同步带轮转动时,通过分盖同步带驱动分盖轮转动。
31.本实施例加盖模块的底部设有三根上导向柱48,分盖模块的顶部设有与所述上导向柱错位的四根下导向柱49,上导向柱与下导向柱之间构成盖体52的下落通道,分盖模块的顶部还设有盖条限位探头50。
32.本实施例的机架上设有注喷架16(见图4),所述的注喷机构设置在注喷架上,注喷架上设有电机安装座17,所述的注喷电机为伺服电机,注喷电机设置在电机安装座上,注喷电机通过一传动轴19与转盘20连接,转盘通过喷枪传动机构21与设置在转盘下方的喷枪安装座22连接,所述的喷枪安装座呈c字形结构,所述的喷枪安装在喷枪安装座的下端部。
33.本实用新型的易开盖高精度定位注喷装置工作时,盖体先进入磁性存盖模块的盖体通道,在磁场的作用下,盖体被磁化后相互分开,磁化后的盖体被加盖模块上的弹性夹辊抱紧,并在加盖模块处堆叠存储。需要加盖时,驱动气缸向后运动带动夹紧转动圈做逆时针旋转,弹性夹辊相对于盖体后退,加盖模块处堆叠存储的盖条51进入分盖模块的分盖漏斗中;主动力伺服电机通过分盖传动装置带动分盖同步带进行分盖,分盖同步带带动分盖轮进行旋转分盖,盖条上分出的盖体进入主同步带上的输送定位孔中,主同步带移动将盖体输送至误差检测装置的下方,误差检测装置检测主同步带上盖体的位置,并与控制系统设定的绝对坐标位置进行对比,给出当前位置盖体的相对位置误差,并将检测信息反馈给控制系统,控制系统计算出转动角度补偿值,并控制主动力伺服电机按照补偿后的转动角度转动,并通过主同步带将盖体送至注喷装置的下方,注喷装置上的转盘转动带动喷枪转动,喷枪按照设定轨迹运动完成注喷成型;主同步带移动,将盖体输送至下一工位或工序。
34.本实用新型的易开盖注喷装置直接利用带有盖体定位孔的同步带将盖体输送至注喷工位,再利用喷枪完成注喷工序加工。主电机驱动主同步带实现间歇式步进运动,为了消除同步带输送过程中的移动误差,在运动的过程中,通过误差检测机构检测步进运动的误差,并将检测结果反馈至控制系统,控制系统根据反馈结果,发出指令控制主电机在转动时做出补偿,用于抵消同步带输送过程中的移动误差,从而保证每一个周期的输送步距的精度和可靠性,确保盖体准确进入注喷位置。
35.除上述实施例外,在本实用新型的权利要求书及说明书所公开的范围内,本实用新型的技术特征或技术数据可以进行重新选择及组合,从而构成新的实施例,这些都是本
领域技术人员无需进行创造性劳动即可实现的,因此这些本实用新型没有详细描述的实施例也应视为本实用新型的具体实施例而在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1