连续牵引千斤顶的制作方法
1.本实用新型涉及预应力施工技术领域,尤其是一种用于预应力施工中平移、起重、下放重物的千斤顶。
背景技术:
2.目前使用的连续牵引千斤顶,其中自动锚的弹簧压板上未安装有弹簧座限位板,每个弹簧座受压力不均衡、有时存在弹簧压板对夹片压不平整导致自动夹片退锚卡顿不顺和容易损伤钢绞线、滑钢绞线;
3.另一方面,连续牵引千斤顶中止转装置是安装在底座下但提升千斤顶内钢绞线存在扭力,当提升千斤顶运行过程中上、下自动锚随着钢绞线扭力方向旋转,钢绞线绞一起、钢绞线旋转会损伤千斤顶、夹片、弹簧座、顶管、千斤顶内导向筒;
4.再一方面自动锚未安装位移传感器,无法判断自动工具锚是处于自由夹持状态,从影响穿钢绞线时,有穿不过或者穿过了但钢绞线未夹持,出现钢绞线穿过后掉下来等情况出现,当压力传感器及行程传感器损坏,无法确定自动锚松到位或紧到位,容易出现钢绞线损伤及炸开。
5.另现有的连续牵引千斤顶中与千斤顶位移传感器连接不是杆端向心关节轴承,安装过程存在安装误差以及加工误差从而产生位移传感器上下连接不同轴线误差,容易损坏千斤顶位移传感器。
技术实现要素:
6.本实用新型所要解决的技术问题是提供一种连续牵引千斤顶,它可以解决夹片退锚卡顿不顺、夹片夹持不平整,当压力传感器及行程传感器损坏,无法确定自动锚松到位或紧到位,容易出现钢绞线损伤及炸开;因钢绞线受力旋转随着带动上自动工具锚旋转存在的钢绞线损伤、千斤顶损伤、夹片、弹簧座、顶管、千斤顶内导向筒组件损坏等诸多问题。
7.为了解决上述问题,本实用新型的技术方案是:这种连续牵引千斤顶包括上支架、下支架、上自动工具锚、下自动工具锚、上止转装置、中止转装置、前千斤顶、后千斤顶、导向板、前导向筒、后导向筒和底座;
8.所述前千斤顶的缸体顶端与所述上支架的底端连接,所述前千斤顶的缸体底端与所述下支架的顶端连接;所述上自动工具锚通过自动锚具卡扣与所述前千斤顶的活塞连接,所述上止转装置连接在所述上自动工具锚的底座并套装于所述上支架的支撑柱上,随所述上自动工具锚上下移动;所述后千斤顶的缸体顶端与所述下支架底端连接,所述后千斤顶的缸体底端与底座连接;所述下自动工具锚通过自动锚具卡扣与所述后千斤顶的活塞连接,所述中止转装置连接在所述下自动工具锚的底座并套装于所述下支架的支撑柱上,随所述下自动工具锚上下移动 ;所述导向板设置在所述上支架上方;所述前导向筒套在所述前千斤顶内;所述后导向筒套在所述后千斤顶内;前千斤顶和后千斤顶外侧均设置有位移传感器总成和平衡阀。
9.上述技术方案中,更为具体的方案是:所述上自动工具锚和所述下自动工具锚的结构相同,包括夹片、锚具、退锚活塞、顶管、夹片顶板固定板、顶板、限位板、弹簧座、弹簧压板、弹簧、退锚油缸和工具锚底座;
10.所述顶管穿过所述锚具,其底端安装在所述顶板上,并由所述顶板固定板固定,所述弹簧座连接在其顶端;所述限位板固定在所述弹簧压板上;所述弹簧套入所述弹簧座,所述弹簧座套装在所述弹簧压板上,所述夹片套在所述锚具中的所述顶管的锥部,所述弹簧压板用弹簧压板螺杆与所述油缸上端连接并用弹簧压板螺杆螺母固定;所述锚具与所述退锚活塞及所述工具锚底座用自动锚内六角螺杆把三者连接一起,所述顶板用顶板螺杆与所述退锚油缸下端连接并用顶板螺杆螺母固定;所述工具锚底座底端设置有自动锚具卡扣;所述位移传感器总成安装在所述工具锚底座外侧。
11.进一步:所述上止转装置和所述中止转装置结构相同,包括滑块、卡板和拨叉;所述滑块套入所述上支架和所述下支架的一根支撑柱上,所述拨叉固定在所述工具锚底座并套入所述滑块;所述卡板安装在所述滑块两侧。
12.进一步:所述底座中央安装止转板;所述止转板是一块中部开设有多个圆孔的圆板,所述止转板通过螺栓与所述底座连接。
13.进一步:所述位移传感器总成包括上杆端向心关节轴承、位移传感器和下杆端向心关节轴承;所述上杆端向心关节轴承与所述上止转装置的所述滑块连接,所述位移传感器安装在所述上杆端向心关节轴承与所述下杆端向心关节轴承之间,所述下杆端向心关节轴承 与所述位移传感器的固定环连接,所述位移传感器的固定环套在所述下支架的一根所述下支撑柱上。
14.由于采用上述技术方案,本实用新型与现有技术相比具有如下有益效果:
15.本实用新型的自动锚的弹簧压板安装有弹簧座限位板,确保每个弹簧支座受压力受力均衡、从而解决了弹簧压板对夹片压不平整导致夹片退锚卡顿不顺和容易损伤钢绞线、滑钢绞线、夹片的损坏等问题。
16.2、本实用新型的上、中自动锚安装有上止转装置,防止因钢绞线扭力大,上自动锚旋转的情况出现,该装置同时也可以用于固定千斤顶位移传感器以及传感器滑块使用。
17.3、本实用新型的平衡阀,确保使液压缸的运行速度不受载荷变化的影响,保持稳定,也可防止管路损坏或制动失灵时重物自由降落,以避免事故。
18.4、本实用新型千斤顶位移传感器上下两端连接是用杆端向心关节轴承,防止位移传感器运行过程中因上下不中心而损坏,安装方便。
附图说明
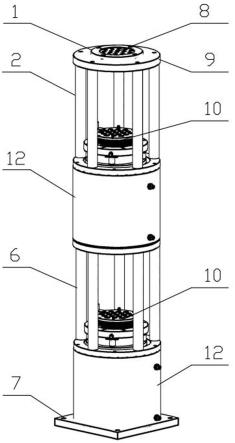
19.图1是本实用新型立体结构侧面正视示意图;
20.图2是本实用新型内部结构示意图;
21.图3是本实用新型中自动工具锚立体结构侧面正视示意图;
22.图4是本实用新型中自动工具锚结构示意图;
23.图5是本实用新型中止转装置立体结构主视示意图;
24.图6是本实用新型中止转装置主视示意图;
25.图7是本实用新型中止转装置左视示意图;
26.图8是本实用新型中止转装置俯视示意图;
27.图9是本实用新型中止转装置安装位置示意图;
28.图10是本实用新型中千斤顶位移传感器总成结构示意图;
29.图11是本实用新型运行过程示意图。
30.图中标号表示为:
31.1、导向板卡盘,2、上支架,3、止转装置,3-1、拨叉,3-2、卡板,3-3、滑块,4、位移传感器总成,4-1、上杆端向心关节轴承,4-2、位移传感器,4-3、下杆端向心关节轴承, 5、下支架上板,6、下支架,7、底座,8、导向板,9、导向板底板,10、自动工具锚,10-1、行程开关,10-2、弹簧压板,10-3、锚具螺杆,10-4、油槽板,10-5、锚具,10-6、自动锚具卡扣,10-7、锚具螺杆弹簧,10-8、顶板,10-9、弹簧座,10-10、弹簧座弹簧,10-11、弹簧板螺杆,10-12、退锚油缸,10-13、夹片,10-14、顶管,11、上支架底板,12、千斤顶,13、导向筒,14、平衡阀。
具体实施方式
32.下面结合附图和实施例对本实用新型进一步说明:
33.图1和图2的连续牵引千斤顶,包括上下部各设一个结构相同的止转装置3、位移传感器总成4、自动工具锚10、千斤顶12、导向筒13以及平衡阀14;还包括设置在顶端的导向板卡盘1、导向板8和导向板底板9以及上支架 2,下支架6和底座7;
34.上支架2包括有5根上支撑柱,下支架6包括有5根下支撑柱;在上支架2底板和下支架6上板之间安装有一个千斤顶12,即前千斤顶;前千斤顶的活塞通过自动锚具卡扣与一个自动工具锚10连接,即与上自动工具锚连接;前千斤顶内套设有一个导向筒13,即上导向筒,导向筒由导向筒固定板固定;前千斤顶外侧设置有一个位移传感器总成4和一个液控的平衡阀14,液控的平衡阀14与前千斤顶及泵站的液压回路相连通。
35.在下支架6下板和底座7之间也安装有一个千斤顶12,即后千斤顶,另一个自动工具锚10,即下自动工具锚,通过自动锚具卡扣与后千斤顶的活塞连接。在上自动工具锚的锚具安装有一个止转装置3,即上止转装置,上止转装置套装于上支架2中的一根上支撑柱上,随上自动工具锚上下移动;导向板8设置在导向板底板9中部上方,并由导向板卡盘1固定安装在导向板底板9上,导向板底板9与上支架2顶端连接;在下自动工具锚的锚具也安装有一个止转装置3,即中止转装置,中止转装置套装于下支架6中的一根上支撑柱上,随下自动工具锚上下移动。
36.自动工具锚10分为上自动工具锚和下自动工具锚,即图1和图2中上部和下部的自动工具锚10,上自动工具锚和下自动工具锚结构相同,如图3和图4所示,包括行程开关10-1、弹簧压板10-2、锚具螺杆10-3、油槽板10-4、锚具10-5、自动锚具卡扣10-6、锚具螺杆弹簧10-7、顶板10-8、弹簧座10-9、弹簧座弹簧10-10、弹簧压板螺杆10-11、退锚油缸10-12、夹片10-13和顶管10-14;
37.顶管10-14穿过锚具10-5,其底端套装在顶板10-8中,其顶端是一个20度的锥面,夹片10-13的小端面孔口处也倒成20度的锥面,夹片10-13的小端与顶管10-14顶端相配合,夹片10-13嵌装在锚具10-5通孔内,夹片10-13大端面孔口处也倒成20度的锥面;弹簧座10-9的低端面为伞顶,其端面也倒成20度的锥面,其伞顶抵接夹片10-13的大端;弹簧座弹簧10-10套装在弹簧座10-9中,弹簧压板10-2压紧弹簧座弹簧10-10,弹簧座10-9嵌装在弹簧
压板10-2通孔内,当顶松装置将夹片顶开时,在夹片顶松装置和夹片压紧装置的作用下,顶管10-14和弹簧座10-9形成两伞顶对夹片10-13进行胀开,此时顶管,夹片和弹簧座都自动对齐在同一轴线上,穿束钢铰线比较顺畅。夹片10-13大端的螺纹孔口与内螺纹孔连接处倒圆角所述夹片10-13大端侧面加工有一个圆环槽,即箍紧槽,通过0型圈箍成一个整体,利于夹片跟进且定位;弹簧压板10-2用弹簧压板螺杆10-11穿过油槽板10-4与锚具10-5上端连接,锚具螺杆10-3穿过锚具10-5并固定在顶板10-8,并把锚具10-5与顶板10-8二者连接一起,锚具下侧设置有自动锚具卡扣10-6;自动锚具卡扣10-6将自动工具锚卡于千斤顶12的活塞上。
38.上止转装置和中止转装置结构相同,即均为图中的止转装置3,如图5、图6、图7、图8和图9所示,止转装置3包括拨叉3-1、卡板3-2和滑块3-3,滑块3-3套入上下支架的支撑柱上,拨叉3-1固定在锚具10-5并套入滑块3-3,卡板3-2安装在滑块3-3两侧。
39.如图10所示,上位移传感器总成和下位移传感器总成结构相同,即均为图中的位移传感器总成4,位移传感器总成4包括上杆端向心关节轴承4-1、位移传感器4-2和下杆端向心关节轴承4-3;上杆端向心关节轴承4-1与止转装置3的滑块3-3连接,位移传感器4-2安装在上万向轴承环4-1与下万向轴承环4-3之间,下杆端向心关节轴承4-3与千斤顶12油缸外侧连接,位移传感器总成4上下两端连接采用杆端向心关节轴承,可有效防止位移传感器运行过程中因上下不同轴而损坏,安装方便,位移传感器总成起到测量千斤顶行走的行程。
40.使用本实用新型时,如图11所示连续牵引千斤顶运行点,在连续牵引工况状态:通过液压泵站向千斤顶12提供压力油,推动千斤顶活塞作伸、缩缸运动,两个千斤顶12之一的后千斤顶伸缸时设置在活塞顶端的下自动工具锚夹持承载钢绞线使牵引构件随之一同向前移动,后千斤顶伸缸至b最高点后,后千斤顶缩缸至b过度点,下自动锚松开承载钢绞线的同时前千斤顶伸缸,两个千斤顶12的另一个即前千斤顶伸缸时设置在活塞顶端的上自动工具锚夹持承载钢绞线使牵引构件随之一同向前移动,前千斤顶伸缸至a最高点,自动锚松开到位后,后千斤顶继续缩缸至b起始点,当前千斤顶伸缸至a最高点后,前千斤顶缩缸至b过度点,上自动锚松开承载钢绞线的同时后千斤顶伸缸,后千斤顶伸缸时设置在活塞顶端的上自动工具锚夹持承载钢绞线使牵引构件随之一同向前移动,后千斤顶伸缸至a最高点,上自动锚松开到位后,前千斤顶继续缩缸至b起始点,前后千斤顶如此交替确保物体连续移动,如此依次循环直至构件移动到指定位置上;在卸载况状态:前千斤顶缩缸至初始位,上自动锚松开,当上自动锚松开到位,前千斤顶伸缸至a过度点,上自动工具锚夹持钢绞线,夹持到位,前千斤顶伸缸至a最高点,下自动工具锚松开,当下自动工具锚松开到位,前千斤顶缩缸至a起始点,后千斤顶伸缸至b过度点,当前千斤顶缩缸至a起始点后,下自动工具夹持钢绞线,后千斤顶伸缸至b最高点,上自动工具锚松开,当上自动工具锚松开到位,后千斤顶缩缸至a起始点,前千斤顶伸缸至b过度点,如此依次循环直至卸载完成。液压千斤顶及泵站的液压回路上还设置了液控的平衡阀,即平衡阀14,在遇到突然停电等突发事件是可对油路进行闭锁,使提升重物安全的悬挂在已定高度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1