适用于工程门胶合热压的双向输送架的制作方法
1.本实用新型涉及重型门输送设备技术领域,特别是涉及适用于工程门胶合热压的双向输送架。
背景技术:
2.在对重型工程门胶合热压前,需要将门送入多层热压机的加工腔内,现有的自动化生产线,输送架与热压机只能线性布置,进而拉长了自动化产线的长度,对自动化产线的占地空间需求增大,增加了产线布置的成本,且由于工程门胶合热压前工程门表面已经覆有了塑料膜,当工程门推入输送架时会与输送架预定的输送速度存在速度差,极易造成工程门表面覆膜的损伤。
技术实现要素:
3.本实用新型的目的在于提供适用于工程门胶合热压的双向输送架,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.适用于工程门胶合热压的双向输送架,包括支架,支架上设置有用于输送重型门的送料通道,送料通道内设置有多个可通过摩擦力沿重型门输送方向转动用于输送重型门的无动力滚筒,支架上设置有驱动无动力滚筒转动的第一驱动单元,送料通道内设置有多个垂直于重型门输送方向用于对重型门换向输送的换向输送组件,支架上设置有多个可驱动换向输送组件升降的超薄气缸,换向输送组件的输送平面在上升前低于无动力滚筒的输送平面。
6.所述第一驱动单元包括设置在支架上的第一伺服电机、第一减速器和设置在支架上可转动的第一主动转轴,第一伺服电机的输出端与第一减速器的输入端传动连接,第一减速器的输出端设置有第一主动链轮,第一主动转轴上设置有第一从动链轮,第一主动链轮与第一从动链轮通过第一链条传动连接,所述无动力滚筒通过弹性片基带与第一主动转轴传动连接。
7.所述支架上设置有安装座,安装座上设置有可转动的第二主动转轴,支架上还设置有驱动第二主动转轴转动的第二驱动单元,所述换向输送组件包括多个设置在两个无动力滚筒之间的升降型材和设置在第二主动转轴上的梯形齿同步轮,升降型材一端通过同步带从动轮安装板设置有可转动的梯形齿同步惰轮,梯形齿同步轮与梯形齿同步惰轮通过梯形齿同步带传动连接,升降型材顶部设置有用于对梯形齿同步带进行限位的同步带耐磨条,超薄气缸的活塞杆通过连接件与升降型材连接。
8.所述连接件为u形连接件。
9.所述同步带耐磨条顶部通有与梯形齿同步带宽度匹配的限位凹槽。
10.所述第二驱动单元包括设置在支架上的第二伺服电机、第二减速器和设置在第二主动转轴上的第二从动链轮,第二伺服电机的输出端与第二减速器的输入端传动连接,第
二减速器的输出端设置有第二主动链轮,第二主动链轮与第二从动链轮通过第二链条传动连接。
11.所述送料通道两侧均设置有安装侧板,安装侧板上设置有与换向输送组件匹配的第一缺口,所述无动力滚筒两端与安装侧板转动连接,所述安装侧板上设置有与第二链条匹配的第二缺口,第一缺口和第二缺口的规格相同,安装侧板上设置有用于抬高第二链条下部高度的单排调节链轮。
12.本实用新型的有益效果是:
13.1、在第一驱动单元、第二驱动单元、无动力滚筒、弹性片基带和横向输送组件的设置下,使得输送架可实现对工程门的双向输送,丰富了工程门热压胶合前产线布置的可能性,使得输送线可适配至少两台热压机的自动输送,提高了生产效率,节约了人力成本,减少了产线占地面积,进一步实现生产成本的减少。
14.2、在弹性片基带的设置下,由于无动力滚筒没有采用硬连接而是采用了软连接的方式实现传动,当覆膜后的重型门门板进入输送架与无动力滚筒初始输送速度产生速度差时,被重型门压住的无动力滚筒会自适应调节输送速度,不会对重型门表面的膜造成损伤,同时,采用上述软连接的传动方式可大大降低噪音,给工人提供良好的工作环境。
15.3、在梯形齿同步轮、梯形齿同步惰轮和梯形齿同步带的设置下,利用了同步带自身具备的弹性以及不会打滑的特性,以较低的成本实现了重型门的换向输送。
16.4、在单排调节链轮的设置下,在保证第二链条输送稳定并张紧的同时,无需对安装侧板和支架进行二次加工,第一缺口和第二缺口可采用同一设计规格进行一次加工,在双向输送架装配时,只需将安装侧板整体安装在支架上即可,保证了安装侧板的自身强度,降低了成本。
附图说明
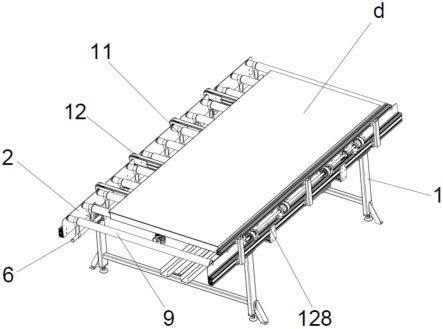
17.图1为本实用新型的结构示意图;
18.图2为本实用新型中第二驱动单元的结构示意图;
19.图3为本实用新型中第一驱动单元的结构示意图;
20.图4为本实用新型中换向输送组件的结构示意图;
21.图5为本实用新型图4中a处的结构示意图;
22.图6为本实用新型中换向输送组件抬升后的示意图。
23.图中: 1、支架;2、安装侧板;3、第一缺口;4、第一伺服电机;5、第一主动链轮;6、第一主动转轴;7、第一从动链轮;8、第一链条;9、无动力滚筒;10、弹性片基带;11、第二缺口;12、换向输送组件;
24.121、第二伺服电机;122、第二主动链轮;123、单排调节链轮;124、第二从动链轮;125、第二链条;126、第二主动转轴;127、梯形齿同步轮;128、安装座;129、梯形齿同步惰轮;1210、升降型材;1211、梯形齿同步带;1212、超薄气缸;1213、连接件;1214、同步带耐磨条;1215、同步带从动轮安装板。
具体实施方式
25.下面结合附图进一步详细描述本实用新型的技术方案,但本实用新型的保护范围
不局限于以下所述。
26.请参阅图1~图6,本实用新型实施例中提供适用于工程门胶合热压的双向输送架,包括支架1,支架1上设置有用于输送重型门的送料通道,送料通道内设置有多个可沿重型门输送方向转动用于输送重型门的无动力滚筒9,支架1上设置有驱动无动力滚筒9转动的第一驱动单元,第一驱动单元包括设置在支架1上的第一伺服电机4、第一减速器和设置在支架1上可转动的第一主动转轴6,第一伺服电机4的输出端与第一减速器的输入端传动连接,第一减速器的输出端设置有第一主动链轮5,第一主动转轴6上设置有第一从动链轮7,第一主动链轮5与第一从动链轮7通过第一链条8传动连接,无动力滚筒9通过弹性片基带10与第一主动转轴6传动连接。
27.启动第一伺服电机4,在第一主动链轮5、第一从动链轮7和第一链条8的传动下带动第一主动转轴6转动,在弹性片基带10的摩擦传动下,带动无动力滚筒9的转动,可以给覆膜后的重型门d提供向前的输送力。
28.由于无动力滚筒9没有采用硬连接而是采用了软连接的方式实现传动,当覆膜后的重型门门板进入输送架与无动力滚筒9初始输送速度产生速度差时,被重型门压住的无动力滚筒9会自适应调节输送速度,不会对重型门表面的膜造成损伤,同时,采用上述软连接的传动方式可大大降低噪音,给工人提供良好的工作环境。
29.送料通道内设置有多个垂直于重型门输送方向用于对重型门d换向输送的换向输送组件12,支架1上设置有多个可驱动换向输送组件升降的超薄气缸1212,换向输送组件12的输送平面在上升前低于无动力滚筒9的输送平面;进而在无需进行换向输送时,重型门d仅与无动力滚筒9的输送平面接触。
30.支架1上设置有安装座128,安装座128上设置有可转动的第二主动转轴126,支架1上还设置有驱动第二主动转轴126转动的第二驱动单元,换向输送组件12包括多个设置在两个无动力滚筒9之间的升降型材1210和设置在第二主动转轴126上的梯形齿同步轮127,升降型材1210一端通过同步带从动轮安装板1215设置有可转动的梯形齿同步惰轮129,梯形齿同步轮127与梯形齿同步惰轮129通过梯形齿同步带1211传动连接,升降型材1210顶部设置有用于对梯形齿同步带1211进行限位的同步带耐磨条1214,超薄气缸1212的活塞杆通过连接件1213与升降型材1210连接,连接件1213为u形连接件,u形连接件内侧底部与升降型材1210底部表面之间存在间隙,为梯形齿同步带1211提供变形空间。
31.第二驱动单元包括设置在支架1上的第二伺服电机121、第二减速器和设置在第二主动转轴126上的第二从动链轮124,第二伺服电机121的输出端与第二减速器的输入端传动连接,第二减速器的输出端设置有第二主动链轮122,第二主动链轮122与第二从动链轮124通过第二链条125传动连接。
32.同步带耐磨条1214顶部通有与梯形齿同步带1211宽度匹配的限位凹槽,位于升降型材1210上方的梯形齿同步带1211在传动时始终位于同步带耐磨条1214内,保证了同步带耐磨条1214的传动精度。
33.启动第二伺服电机121,在第二从动链轮124和第二主动链轮122以及第二链条125的传动下带动第二主动转轴126转动,进而带动梯形齿同步轮127转动,进而实现梯形齿同步带1211的运动,可实现对重型门d的换向输送。
34.当需要对重型门d换向输送时,先停止无动力滚筒9的输送,启动超薄气缸1212,带
动升降型材1210上升,使梯形齿同步带1211的输送平面高于无动力滚筒9的输送平面,一般提升高度设置在15mm~16mm左右,参阅图6,当换向输送组件12提升后,其顶部依然保持水平,其右端面存在一定斜度,但重型门d的输送方向为由右向左,并不会影响重型门d的稳定输送,且由于抬升后才开始二次输送使得换向输送的同时不会对重型门d的表面覆膜造成损伤。
35.且这一设计利用了同步带1211自身具备的弹性以及不会打滑的特性,以较低的成本实现了重型门d的换向输送。
36.送料通道两侧均设置有安装侧板2,安装侧板2上设置有与换向输送组件12匹配的第一缺口3,无动力滚筒9两端与安装侧板2转动连接,安装侧板2上设置有与第二链条125匹配的第二缺口11,第一缺口3和第二缺口11的规格相同,安装侧板2上设置有用于抬高第二链条125下部高度的单排调节链轮123。
37.安装侧板2的设置是为了实现无动力滚筒9的装配,参阅图2,若采用链传动,其必须对第二缺口11底部以及支架1与第二缺口11的连接处进行二次加工,大大增加了成本且降低了安装侧板2的强度;
38.正是考虑到这一点,在安装侧板2上增设单排调节链轮123,在保证第二链条125输送稳定并张紧的同时,无需对安装侧板2和支架1进行二次加工,第一缺口3和第二缺口11可采用同一设计规格进行一次加工,在双向输送架装配时,只需将安装侧板2整体安装在支架1上即可,保证了安装侧板2的自身强度,降低了成本。
39.输送流程:
40.若重型门d只需单向输送时,单独使用无动力滚筒9对重型门d进行输送,如纵向输送;
41.当根据产线需求需要对重型门d进行换向输送时,可停止无动力滚筒9的输送,抬升换向输送组件12,并利用换向输送组件12对重型门d进行横向输送。
42.进而丰富了工程门热压胶合前产线布置的可能性,使得输送线可适配至少两台热压机的自动输送,提高了生产效率,节约了人力成本,减少了产线占地面积,进一步实现生产成本的减少。
43.以上所述仅是本实用新型的优选实施方式,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1