一种产线自动化上下料装置的制作方法
:
1.本专利涉及生产线专用设备,具体涉及一种产线自动化上下料装置。
背景技术:
2.在产品生产制造的过程中,不同工艺或工序之间产品或物料的装载或生产线传输方式会根据制造工艺进行改变,传统的方式是通过人工上料、下料方式重新装载或更改生产线传输方法,但这种方式的工作效率较低,不能满足大规模、智能制造的生产需求。例如对于锂电池制造行业来说,在锂电池制造不同工序中,会对生产线产品或物料装载至托盘,或者从托盘中将产品或物料输入至生产线,或者一种规格托盘中产品或物料变更至另一种规格托盘中,采用人工方式不仅劳动强度大而且效率低。为此,需要一种产线自动化上下料装置,实现全自动化的上下料,显著提升生产效率,提高产品智能制造程度。
技术实现要素:
3.本专利的目的是提供一种产线自动化上下料装置,实现全自动化的上下料。具体技术方案如下:
4.一种产线自动化上下料装置,包括:上下料装置架体、满盘移位组件、满盘传送组件、满盘提升组件、满盘搬运组件、满盘翻转移位组件、移料组件、分料输送组件、空盘搬运组件、空盘抓取组件、空盘传送移位组件;
5.所述满盘移位组件用于托盘的移位;所述满盘移位组件包括:满盘移位升降气缸、满盘移位直线轴承、满盘移位升降导向轴、满盘移位升降固定板、满盘移位升降移动板、满盘移位减速电机、满盘移位驱动轴、满盘移位链轮、满盘移位环链;所述满盘移位升降气缸设置于所述满盘移位升降固定板,并与所述满盘移位升降移动板驱动连接;所述满盘移位升降移动板通过穿设于所述满盘移位直线轴承的满盘移位升降导向轴连接;所述满盘移位升降移动板上设置有所述满盘移位减速电机、所述满盘移位驱动轴、所述满盘移位链轮、所述满盘移位环链;通过满盘移位减速电机驱动满盘移位驱动轴转动带动满盘移位链轮从而带动满盘移位环链转动;由此,实现托盘的移位,实现物料小车与满盘传送组件之间托盘的移位。
6.所述满盘传送组件用于满盘移位组件与满盘提升组件之间托盘的传送;所述满盘传送组件包括:满盘传送减速电机、满盘传送驱动轴、满盘传送链轮、满盘传送链条、满盘传送链条托轮、满盘传送阻挡定位气缸、满盘传送阻挡块、满盘传送对射传感器;通过所述满盘传送减速电机驱动满盘传送驱动轴从而带动满盘传送链轮,进而带动所述满盘传送链条实现托盘的传送;所述满盘传送链条托轮设置于所述满盘传送链条下侧;满盘传送阻挡定位气缸用于驱动满盘传送阻挡块升降实现托盘的阻挡定位;满盘传送对射传感器用于托盘传送的检测。
7.满盘提升组件用于满盘传送组件与满盘搬运组件之间托盘的升降;所述满盘提升组件包括:满盘提升减速电机、同步带轮、丝杆、满盘提升滑块、满盘提升滑轨、提升板、提升
接近开关;通过满盘提升减速电机驱动同步带轮与丝杆运动,带动提升板及其连接的满盘提升滑块沿满盘提升滑轨做升降运动,实现托盘的升降;提升接近开关用于托盘提升的检测。
8.所述满盘搬运组件用于满盘提升组件与满盘翻转移位组件之间托盘的搬运;所述满盘搬运组件包括:满盘搬运组件支架、x轴方向运动模组、y轴方向运动模组、z轴方向运动模组、搬运夹紧气缸、搬运夹手、搬运接近开关;搬运夹紧气缸用于驱动搬运夹手实现托盘的夹取搬运;z轴方向运动模组与搬运夹紧气缸连接,用于带动搬运夹紧气缸实现z轴方向的运动;x轴方向运动模组与z轴方向运动模组驱动连接,用于带动z轴方向运动模组实现x轴方向的运动;y轴方向运动模组设置于满盘搬运组件支架,与x轴方向运动模组驱动连接,用于带动x轴方向运动模组实现y轴方向的运动;从而实现托盘沿三轴方向的搬运,实现满盘提升组件与满盘翻转移位组件之间托盘的搬运。
9.x轴方向运动模组、y轴方向运动模组、z轴方向运动模组可采用气缸或电机驱动同步带或丝杆进行运动。
10.所述满盘翻转移位组件用于托盘的翻转移位;所述满盘翻转移位组件包括:满盘翻转移位组件支架、托盘翻转机构、移料升降模组、托盘移位气缸;通过托盘翻转机构实现托盘水平和垂直方向之间的翻转;通过托盘移位气缸驱动移位件实现托盘翻转机构与移料升降模组之间托盘的移位;通过移料升降模组实现托盘的升降;
11.所述托盘翻转机构,包括:翻转板、翻转机构线性滑轨、翻转机构滑块、电动推杆、电动推杆浮动接头、翻转机构齿条、翻转机构齿轮、翻转轴;所述电动推杆通过所述电动推杆浮动接头与所述翻转机构齿条驱动连接,所述翻转机构齿条与所述翻转机构齿轮齿接,所述翻转机构齿轮套设于所述翻转轴,所述翻转轴与所述翻转板驱动连接,所述翻转机构线性滑轨设置于所述翻转机构齿条侧面,所述翻转机构滑块设置于满盘翻转移位组件支架上,所述翻转机构滑块与所述翻转机构线性滑轨滑动连接,由此实现翻转板上托盘的水平与垂直方向之间的翻转;所述移料升降模组,包括:移料升降模组框、托盘阻挡气缸、移料升降模组气缸;移料升降模组气缸用于驱动移料升降模组框中托盘实现升降运动;还包括:移动推板,用于手动检查
12.所述移料组件分别与满盘翻转移位组件和分料输送组件对应,用于满盘翻转移位组件托盘与分料输送组件之间的上下料;所述移料组件包括:移料组件固定座、移料组件气缸、移料件;通过移料组件气缸驱动移料件运动;所述移料件与所述分料输送组件的移料口位置、所述满盘翻转移位组件的移料升降模组移料升降模组框位置对应;通过移料组件气缸驱动移料件运动穿过分料输送组件的移料口,将取料升降模组框中托盘的物料上料至分料输送组件,或者将分料输送组件上的物料下料至取料升降模组框中的托盘;
13.所述分料输送组件用于物料的输送,分料输送组件包括:分料输送减速电机、第一同步带轮、第二同步带轮、同步带、分料输送带主动轮、分料输送带从动轮、分料输送带、分料输送连接板、移料口、导向链、缓存部;通过分料输送减速电机驱动第一同步带轮运动,然后通过第一同步带轮与第二同步带轮上设置的同步带,从而带动第二同步带轮运动,进而带动分料输送带主动轮、分料输送带从动轮、分料输送带的运动,同时设置有导向链、缓存部,实现物料的输送;所述分料输送连接板与所述移料升降模组移料升降模组框位置、移料口位置对应;还设置有分料输送光电开关、分料输送接近开关,用于物料输送检测;
14.所述空盘搬运组件用于满盘翻转移位组件与空盘抓取组件之间托盘的搬运,空盘搬运组件包括:空盘搬运支架、空盘搬运位移气缸、空盘搬运位移滑块、空盘搬运位移滑轨、空盘搬运升降气缸、空盘搬运升降滑轨、空盘搬运升降滑块、空盘搬运旋转气缸、空盘搬运夹紧气缸安装座、空盘搬运夹紧气缸、空盘搬运夹紧件;所述空盘搬运位移气缸、所述空盘搬运位移滑轨设置于所述空盘搬运支架水平方向上;所述空盘搬运位移气缸与所述空盘搬运升降气缸驱动连接,所述空盘搬运位移滑块与所述空盘搬运升降气缸连接,所述空盘搬运位移滑块与所述空盘搬运位移滑轨滑动连接,通过空盘搬运位移气缸实现水平方向运动;所述空盘搬运升降滑块与所述空盘搬运旋转气缸连接,所述空盘搬运升降滑块与所述空盘搬运升降滑轨滑动连接,通过空盘搬运升降气缸驱动空盘搬运升降滑块沿空盘搬运升降滑轨升降运动,从而带动空盘搬运旋转气缸做升降运动;所述空盘搬运旋转气缸与所述空盘搬运夹紧气缸安装座驱动连接;所述空盘搬运夹紧气缸设置于所述空盘搬运夹紧气缸安装座上,所述空盘搬运夹紧气缸与所述空盘搬运夹紧件驱动连接;由此,通过空盘搬运位移气缸、空盘搬运升降气缸、空盘搬运旋转气缸、空盘搬运夹紧气缸驱动空盘搬运夹紧件实现对满盘翻转移位组件的取料升降模组取料升降模组框中垂直方向与空盘抓取组件水平方向之间托盘的搬运,实现夹紧托盘沿水平、垂直、翻转运动;还包括缓冲件,用于安全防护;
15.所述空盘抓取组件用于空盘搬运组件与空盘传送移位组件之间托盘的抓取,空盘抓取组件包括:空盘抓取安装架、空盘抓取升降气缸、空盘抓取升降滑块、空盘抓取升降滑轨、空盘抓取夹紧气缸安装板、空盘抓取夹紧气缸、空盘抓取夹紧件、导向轴弹簧、导向轴、检测板;所述空盘抓取升降滑轨设置于所述空盘抓取安装架垂直方向上,所述空盘抓取升降滑块与所述空盘抓取升降滑轨滑动连接,所述空盘抓取夹紧气缸安装板与所述空盘抓取升降滑块连接,通过空盘抓取升降气缸驱动空盘抓取升降滑块从而带动空盘抓取夹紧气缸安装板实现升降运动;所述空盘抓取夹紧气缸设置于所述空盘抓取夹紧气缸安装板下侧,与所述空盘抓取夹紧件驱动连接;所述导向轴穿设于所述空盘抓取夹紧气缸安装板,并与所述检测板连接,所述空盘抓取夹紧气缸安装板与所述检测板之间的所述导向轴设置有所述导向轴弹簧;由此,通过空盘抓取夹紧件实现空盘搬运组件与空盘传送移位组件之间托盘的抓取;
16.所述空盘传送移位组件用于托盘的传送移位,包括:空盘传送机构、空盘移位机构;
17.所述空盘传送机构,包括:空盘传送机构架体、空盘传送减速电机、空盘传送驱动轴、空盘传送链轮、空盘传送链条、空盘传送链条托轮、空盘阻挡定位气缸、第一空盘阻挡块、导向块、空盘阻挡伸缩气缸、双肘接头、第二空盘阻挡块;通过空盘传送减速电机驱动空盘传送驱动轴从而带动空盘传送链轮进而带动空盘传送链条运动,所述空盘传送链条托轮设置于所述空盘传送链条下侧;空盘阻挡定位气缸用于驱动第一空盘阻挡块,所述空盘阻挡定位气缸设置于所述空盘传送机构架体之间;所述空盘阻挡伸缩气缸通过所述双肘接头与所述第二空盘阻挡块连接,设置于空盘传送机构架体一端,用于驱动第二空盘阻挡块;所述导向块设置于所述空盘传送机构架体之间;还设置有空盘传送对射传感器,用于托盘传送检测;
18.所述空盘移位机构设置于所述空盘传送机构架体之间,所述空盘移位机构包括:
空盘移位气缸、空盘移位直线轴承、空盘移位固定板、空盘移位导向轴、空盘移位顶升气缸、空盘移位顶升板、空盘移位定位块;所述空盘移位气缸设置于所述空盘移位固定板下侧,用于驱动空盘移位固定板做水平运动;所述空盘移位顶升气缸设置于所述空盘移位固定板上侧,与所述空盘移位顶升板驱动连接;所述空盘移位导向轴通过所述空盘移位直线轴承设置于所述空盘移位固定板与所述空盘移位顶升板之间;通过空盘移位顶升气缸驱动空盘移位顶升板进行升降运动;所述空盘移位定位块设置于所述空盘移位顶升板之上;由此实现空盘抓取组件与物料小车之间托盘的传送移位。
19.本专利实现了自动化上下料,将产品或物料由托盘上料至分料输送组件,或者从分料输送组件下料至托盘,同时实现满盘和空盘的自动化输入和输出作业,显著提高工作效率,适用于智能制造的需求。
附图说明:
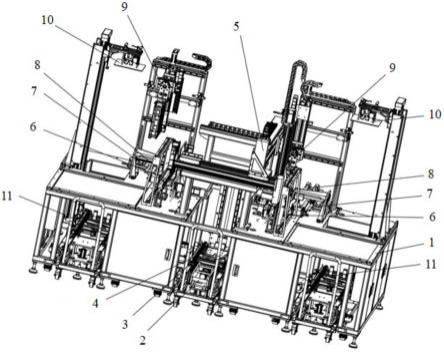
20.图1为本专利一种产线自动化上下料装置的结构示意图;图中,1代表上下料装置架体,2代表满盘移位组件,3代表满盘传送组件,4代表满盘提升组件,5代表满盘搬运组件,6代表满盘翻转移位组件,7代表移料组件,8代表分料输送组件,9代表空盘搬运组件,10代表空盘抓取组件,11代表空盘传送移位组件。
21.图2为本专利一种产线自动化上下料装置中满盘移位组件的结构示意图;图中,21代表满盘移位升降气缸,22代表满盘移位直线轴承,23代表满盘移位升降导向轴,24代表满盘移位升降固定板,25代表满盘移位升降移动板,26代表满盘移位减速电机,27代表满盘移位驱动轴,28代表满盘移位链轮,29代表满盘移位环链。
22.图3为本专利一种产线自动化上下料装置中满盘传送组件的结构示意图;图中,31代表满盘传送减速电机,32代表满盘传送驱动轴,33代表满盘传送链轮,34代表满盘传送链条,35代表满盘传送链条托轮,36代表满盘传送阻挡定位气缸,37代表满盘传送阻挡块,38代表满盘传送对射传感器。
23.图4为本专利一种产线自动化上下料装置中满盘提升组件的结构示意图;图中,41代表满盘提升减速电机,42代表同步带轮,43代表丝杆,44代表满盘提升滑块,45代表满盘提升滑轨,46代表提升板,47代表提升接近开关。
24.图5为本专利一种产线自动化上下料装置中满盘搬运组件的结构示意图;图中,51代表满盘搬运组件支架,52代表x轴方向运动模组,53代表y轴方向运动模组,54代表z轴方向运动模组,55代表搬运夹紧气缸,56代表搬运夹手,57代表搬运接近开关。
25.图6为本专利一种产线自动化上下料装置中满盘翻转移位组件的结构示意图;图中,61代表满盘翻转移位组件支架,62代表托盘翻转机构,63代表移料升降模组,64代表托盘移位气缸,65代表移动推板,66代表托盘移位气缸移位件,621代表翻转板,622代表翻转机构线性滑轨,623代表翻转机构滑块,624代表电动推杆,625电动推杆浮动接头,626代表翻转机构齿条,627代表翻转机构齿轮,628代表翻转轴,631代表移料升降模组框,632代表托盘阻挡气缸,633代表移料升降模组气缸。
26.图7为本专利一种产线自动化上下料装置中移料组件的结构示意图;图中,71代表移料组件固定座,72代表移料组件气缸,73代表移料件。
27.图8为本专利一种产线自动化上下料装置中分料输送组件的结构示意图;图中,
801代表分料输送减速电机,802代表第一同步带轮,803代表第二同步带轮,804代表同步带,805代表分料输送带主动轮,806分料输送带从动轮,807代表分料输送带,808分料输送连接板,809代表移料口,810代表导向链,811代表缓存部,812分料输送光电开关,813代表分料输送接近开关。
28.图9为本专利一种产线自动化上下料装置中空盘搬运组件的结构示意图;图中,901代表空盘搬运支架,902代表空盘搬运位移气缸,903代表空盘搬运位移滑块,904空盘搬运位移滑轨,905代表空盘搬运升降气缸,906代表空盘搬运升降滑轨,907代表空盘搬运升降滑块,908代表空盘搬运旋转气缸,909代表空盘搬运夹紧气缸安装座,910空盘搬运夹紧气缸,911空盘搬运夹紧件,912缓冲件。
29.图10为本专利一种产线自动化上下料装置中空盘抓取组件的结构示意图;图中,1001代表空盘抓取安装架,1002代表空盘抓取升降气缸,1003代表空盘抓取升降滑块,1004代表空盘抓取升降滑轨,1005代表空盘抓取夹紧气缸安装板,1006代表空盘抓取夹紧气缸,1007代表空盘抓取夹紧件,1008代表导向轴弹簧,1009代表导向轴,1010代表检测板;1011代表导向轴连接件。
30.图11为本专利一种产线自动化上下料装置中空盘传送移位组件中空盘传送机构的结构示意图;图中,1103代表空盘传送机构架体,1104代表空盘传送减速电机,1105代表空盘传送驱动轴,1106空盘传送链条,1107代表空盘传送链条托轮,1108代表空盘阻挡定位气缸,1109代表第一空盘阻挡块,1110代表导向块,1111代表空盘阻挡伸缩气缸,1112代表双肘接头,1113代表第二空盘阻挡块,1114代表空盘传送链轮,1115代表空盘传送对射传感器。
31.图12为本专利一种产线自动化上下料装置中空盘传送移位组件中空盘移位机构的结构示意图;图中,1116代表空盘移位气缸,1117代表空盘移位直线轴承,1118代表空盘移位固定板,1119代表空盘移位导向轴,1120代表空盘移位顶升气缸,1121代表空盘移位顶升板,1122代表空盘移位定位块。
具体实施方式:
32.实施例:
33.一种产线自动化上下料装置,包括:上下料装置架体1、满盘移位组件2、满盘传送组件3、满盘提升组件4、满盘搬运组件5、满盘翻转移位组件6、移料组件7、分料输送组件8、空盘搬运组件9、空盘抓取组件10、空盘传送移位组件11;
34.所述满盘移位组件用于托盘的移位;所述满盘移位组件包括:满盘移位升降气缸21、满盘移位直线轴承22、满盘移位升降导向轴23、满盘移位升降固定板24、满盘移位升降移动板25、满盘移位减速电机26、满盘移位驱动轴27、满盘移位链轮28、满盘移位环链29;所述满盘移位升降气缸设置于所述满盘移位升降固定板,并与所述满盘移位升降移动板驱动连接;所述满盘移位升降移动板通过穿设于所述满盘移位直线轴承的满盘移位升降导向轴连接;所述满盘移位升降移动板上设置有所述满盘移位减速电机、所述满盘移位驱动轴、所述满盘移位链轮、所述满盘移位环链;通过满盘移位减速电机驱动满盘移位驱动轴转动带动满盘移位链轮从而带动满盘移位环链转动;由此,实现托盘的移位,实现物料小车与满盘传送组件之间托盘的移位。
35.所述满盘传送组件用于满盘移位组件与满盘提升组件之间托盘的传送;所述满盘传送组件包括:满盘传送减速电机31、满盘传送驱动轴32、满盘传送链轮33、满盘传送链条34、满盘传送链条托轮35、满盘传送阻挡定位气缸36、满盘传送阻挡块37、满盘传送对射传感器38;通过所述满盘传送减速电机驱动满盘传送驱动轴从而带动满盘传送链轮,进而带动所述满盘传送链条实现托盘的传送;所述满盘传送链条托轮设置于所述满盘传送链条下侧;满盘传送阻挡定位气缸用于驱动满盘传送阻挡块升降实现托盘的阻挡定位;满盘传送对射传感器用于托盘传送的检测。
36.满盘提升组件用于满盘传送组件与满盘搬运组件之间托盘的升降;所述满盘提升组件包括:满盘提升减速电机41、同步带轮42、丝杆43、满盘提升滑块44、满盘提升滑轨45、提升板46、提升接近开关47;通过满盘提升减速电机驱动同步带轮与丝杆运动,带动提升板及其连接的满盘提升滑块沿满盘提升滑轨做升降运动,实现托盘的升降;提升接近开关用于托盘提升的检测。
37.所述满盘搬运组件用于满盘提升组件与满盘翻转移位组件之间托盘的搬运;所述满盘搬运组件包括:满盘搬运组件支架51、x轴方向运动模组52、y轴方向运动模组53、z轴方向运动模组54、搬运夹紧气缸55、搬运夹手56、搬运接近开关57;搬运夹紧气缸用于驱动搬运夹手实现托盘的夹取搬运;z轴方向运动模组与搬运夹紧气缸连接,用于带动搬运夹紧气缸实现z轴方向的运动;x轴方向运动模组与z轴方向运动模组驱动连接,用于带动z轴方向运动模组实现x轴方向的运动;y轴方向运动模组设置于满盘搬运组件支架,与x轴方向运动模组驱动连接,用于带动x轴方向运动模组实现y轴方向的运动;从而实现托盘沿三轴方向的搬运,实现满盘提升组件与满盘翻转移位组件之间托盘的搬运。
38.x轴方向运动模组、y轴方向运动模组、z轴方向运动模组可采用气缸或电机驱动同步带或丝杆进行运动。
39.所述满盘翻转移位组件用于托盘的翻转移位;所述满盘翻转移位组件包括:满盘翻转移位组件支架61、托盘翻转机构62、移料升降模组63、托盘移位气缸64;通过托盘翻转机构实现托盘水平和垂直方向之间的翻转;通过托盘移位气缸驱动移位件66实现托盘翻转机构与移料升降模组之间托盘的移位;通过移料升降模组实现托盘的升降;
40.所述托盘翻转机构,包括:翻转板621、翻转机构线性滑轨622、翻转机构滑块623、电动推杆624、电动推杆浮动接头625、翻转机构齿条626、翻转机构齿轮627、翻转轴628;所述电动推杆通过所述电动推杆浮动接头与所述翻转机构齿条驱动连接,所述翻转机构齿条与所述翻转机构齿轮齿接,所述翻转机构齿轮套设于所述翻转轴,所述翻转轴与所述翻转板驱动连接,所述翻转机构线性滑轨设置于所述翻转机构齿条侧面,所述翻转机构滑块设置于满盘翻转移位组件支架上,所述翻转机构滑块与所述翻转机构线性滑轨滑动连接,由此实现翻转板上托盘的水平与垂直方向之间的翻转;
41.所述移料升降模组,包括:移料升降模组框631、托盘阻挡气缸632、移料升降模组气缸633;移料升降模组气缸用于驱动移料升降模组框中托盘实现升降运动;
42.还包括:移动推板65,用于手动检查;
43.所述移料组件分别与满盘翻转移位组件和分料输送组件对应,用于满盘翻转移位组件托盘与分料输送组件之间的上下料;所述移料组件包括:移料组件固定座71、移料组件气缸72、移料件73;通过移料组件气缸驱动移料件运动;所述移料件与所述分料输送组件的
移料口位置、所述满盘翻转移位组件的移料升降模组移料升降模组框位置对应;通过移料组件气缸驱动移料件运动穿过分料输送组件的移料口,将取料升降模组框中托盘的物料上料至分料输送组件,或者将分料输送组件上的物料下料至取料升降模组框中的托盘;
44.所述分料输送组件用于物料的输送,分料输送组件包括:分料输送减速电机801、第一同步带轮802、第二同步带轮803、同步带804、分料输送带主动轮805、分料输送带从动轮806、分料输送带807、分料输送连接板808、移料口809、导向链810、缓存部811;通过分料输送减速电机驱动第一同步带轮运动,然后通过第一同步带轮与第二同步带轮上设置的同步带,从而带动第二同步带轮运动,进而带动分料输送带主动轮、分料输送带从动轮、分料输送带的运动,同时设置有导向链、缓存部,实现物料的输送;所述分料输送连接板与所述移料升降模组移料升降模组框位置、移料口位置对应;还设置有分料输送光电开关812、分料输送接近开关813,用于物料输送检测;
45.所述空盘搬运组件用于满盘翻转移位组件与空盘抓取组件之间托盘的搬运,空盘搬运组件包括:空盘搬运支架901、空盘搬运位移气缸902、空盘搬运位移滑块903、空盘搬运位移滑轨904、空盘搬运升降气缸905、空盘搬运升降滑轨906、空盘搬运升降滑块907、空盘搬运旋转气缸908、空盘搬运夹紧气缸安装座909、空盘搬运夹紧气缸910、空盘搬运夹紧件911;所述空盘搬运位移气缸、所述空盘搬运位移滑轨设置于所述空盘搬运支架水平方向上;所述空盘搬运位移气缸与所述空盘搬运升降气缸驱动连接,所述空盘搬运位移滑块与所述空盘搬运升降气缸连接,所述空盘搬运位移滑块与所述空盘搬运位移滑轨滑动连接,通过空盘搬运位移气缸实现水平方向运动;所述空盘搬运升降滑块与所述空盘搬运旋转气缸连接,所述空盘搬运升降滑块与所述空盘搬运升降滑轨滑动连接,通过空盘搬运升降气缸驱动空盘搬运升降滑块沿空盘搬运升降滑轨升降运动,从而带动空盘搬运旋转气缸做升降运动;所述空盘搬运旋转气缸与所述空盘搬运夹紧气缸安装座驱动连接;所述空盘搬运夹紧气缸设置于所述空盘搬运夹紧气缸安装座上,所述空盘搬运夹紧气缸与所述空盘搬运夹紧件驱动连接;由此,通过空盘搬运位移气缸、空盘搬运升降气缸、空盘搬运旋转气缸、空盘搬运夹紧气缸驱动空盘搬运夹紧件实现对满盘翻转移位组件的取料升降模组取料升降模组框中垂直方向与空盘抓取组件水平方向之间托盘的搬运,实现夹紧托盘沿水平、垂直、翻转运动。
46.还包括缓冲件912,用于安全防护;
47.所述空盘抓取组件用于空盘搬运组件与空盘传送移位组件之间托盘的抓取,空盘抓取组件包括:空盘抓取安装架1001、空盘抓取升降气缸1002、空盘抓取升降滑块1003、空盘抓取升降滑轨1004、空盘抓取夹紧气缸安装板1005、空盘抓取夹紧气缸1006、空盘抓取夹紧件1007、导向轴弹簧1008、导向轴1009、检测板1010;所述空盘抓取升降滑轨设置于所述空盘抓取安装架垂直方向上,所述空盘抓取升降滑块与所述空盘抓取升降滑轨滑动连接,所述空盘抓取夹紧气缸安装板与所述空盘抓取升降滑块连接,通过空盘抓取升降气缸驱动空盘抓取升降滑块从而带动空盘抓取夹紧气缸安装板实现升降运动;所述空盘抓取夹紧气缸设置于所述空盘抓取夹紧气缸安装板下侧,与所述空盘抓取夹紧件驱动连接;所述导向轴穿设于所述空盘抓取夹紧气缸安装板,并与所述检测板连接,所述空盘抓取夹紧气缸安装板与所述检测板之间的所述导向轴设置有所述导向轴弹簧;由此,通过空盘抓取夹紧件实现空盘搬运组件与空盘传送移位组件之间托盘的抓取;
48.所述空盘传送移位组件用于托盘的传送移位,包括:空盘传送机构、空盘移位机构;
49.所述空盘传送机构,包括:空盘传送机构架体1103、空盘传送减速电机1104、空盘传送驱动轴1105、空盘传送链轮1114、空盘传送链条1106、空盘传送链条托轮1107、空盘阻挡定位气缸1108、第一空盘阻挡块1109、导向块1110、空盘阻挡伸缩气缸1111、双肘接头1112、第二空盘阻挡块1113;通过空盘传送减速电机驱动空盘传送驱动轴从而带动空盘传送链轮进而带动空盘传送链条运动,所述空盘传送链条托轮设置于所述空盘传送链条下侧;空盘阻挡定位气缸用于驱动第一空盘阻挡块,所述空盘阻挡定位气缸设置于所述空盘传送机构架体之间;所述空盘阻挡伸缩气缸通过所述双肘接头与所述第二空盘阻挡块连接,设置于空盘传送机构架体一端,用于驱动第二空盘阻挡块;所述导向块设置于所述空盘传送机构架体之间;
50.还设置有空盘传送对射传感器1115,用于托盘传送检测;
51.所述空盘移位机构设置于所述空盘传送机构架体之间,所述空盘移位机构包括:空盘移位气缸1116、空盘移位直线轴承1117、空盘移位固定板1118、空盘移位导向轴1119、空盘移位顶升气缸1120、空盘移位顶升板1121、空盘移位定位块1122;所述空盘移位气缸设置于所述空盘移位固定板下侧,用于驱动空盘移位固定板做水平运动;所述空盘移位顶升气缸设置于所述空盘移位固定板上侧,与所述空盘移位顶升板驱动连接;所述空盘移位导向轴通过所述空盘移位直线轴承设置于所述空盘移位固定板与所述空盘移位顶升板之间;通过空盘移位顶升气缸驱动空盘移位顶升板进行升降运动;所述空盘移位定位块设置于所述空盘移位顶升板之上;由此实现空盘抓取组件与物料小车之间托盘的传送移位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1