一种刹车盘加工生产线的制作方法
1.本发明涉及刹车盘的技术领域,尤其是涉及一种刹车盘加工生产线。
背景技术:
2.当前在刹车盘生产行业内,刹车盘精加工的环节普遍采用人工上下料。在精加工刹车盘时,目前很多企业还是没有进行烟尘集中处理,在精加工过程中会产生许多铁粉,工人长期在这种高粉尘的环境中,会严重危害工人的心肺健康,同时采用人工进行放件取件,长时间的高频度操作,导致工人非常劳累,严重时还可能导致安全事故,这种传统的生产加工模式,生产效率低,用工成本高,会导致企业很难在激烈的市场竞争中获胜。
技术实现要素:
3.针对现有技术存在的不足,本发明的公开了一种刹车盘加工生产线,其自动化程度高,降低了工作人员的劳动强度,同时能够提高生产效率和产品合格率,有利于提升企业的生产能力,降低企业成本,有助于企业持续健康发展。
4.本发明是通过以下技术方案得以实现的:
5.一种刹车盘加工生产线,包括加工机床,以及安转在加工机床周围的轨道架、承接料盘、打标装置和上料装置,所述加工机床的两端设置有进料口和出料口,所述加工机床至少设有两台,所述进料口和出料口处均设置有承接料盘,所述打标装置包括侧打标装置和上打标装置,其中侧打标装置和上打标装置分别设置在不同的加工机床的出料口处,上料装置设置在加工机床的进料口处;
6.所述轨道架包括支撑柱,所述支撑柱设置在加工机床的侧面,支撑柱下端固定在地面上,支撑柱上端固定有x向轨道架,x向轨道架上滑动连接有y向轨道架,y向轨道架上滑动连接有z向套,z向套内部滑动设置有z向轨道架,z向轨道架的下端设置有电动卡爪一,所述加工机床的进料口处和出料口处均设置有轨道架;
7.所述承接料盘设置有两台,一组为原料盘,设置在进料口的侧面,一组为成料盘,设置在出料口的侧面;
8.所述两种打标装置均包括用于伸入至加工机床内部的接盘组件、用于传送刹车盘的送盘组件以及用于打标的打标组件,其中,侧打标装置增设有用于抬升刹车盘的抬升组件。
9.优选地,所述上料装置包括支撑架,支撑架的一端位于加工机床外部,其另一端伸入到加工机床内部,支撑架上转动安装有上料辊,上料辊之间设置链条进行动力传输,所述支撑架上设置有用于驱动链条转动的伺服电机一。
10.优选地,所述两种打标装置均包括支撑底架,所述接盘组件、送盘组件均设置于支撑底架上,所述接盘组件包括底板,底板滑动安装在支撑底架上,底板上表面上转动安装有接料辊,接料辊之间设置链条进行动力传输,所述支撑底架上设置有用于驱动链条转动的伺服电机二;所述送盘组件衔接接盘组件设置,送盘组件包括支撑槽钢,支撑槽钢固定在支
撑底架上,支撑槽钢之间转动设置有送料辊,送料辊之间设置链条进行动力传输,所述支撑底架上设置有用于驱动链条转动的伺服电机三。
11.优选地,所述打标组件包括上打标组件和侧打标组件,所述上打标组件用于对刹车盘的上表面进行打标,其包括竖向安装板一、竖向移动板一和上打标机,所述竖向安装板一固定在支撑底架上,竖向移动板一滑动安装在竖向移动板一上,上打标机滑动安装在竖向移动板一的上方;所述侧打标组件用于对刹车盘的侧面进行打标,包括支撑底板和侧打标机,支撑底板水平固定在支撑柱上,侧打标机滑动安装在支撑底板的上表面上。
12.优选地,所述抬升组件包括竖向移动板二、竖向安装板二和电动卡爪二,所述电动卡爪二固定在竖向移动板二上,所述竖向移动板二滑动安装在竖向安装板二上。
13.综上所述,本发明包括以下至少一种有益技术效果:
14.1.本生产线的自动化程度高,能够实现各工序中刹车盘的自动上下料,大幅度地降低了工人的劳动强度,降低企业经营成本,同时能够提高生产效率和产品合格率,成品质量高,次品少,降低企业成本,有助于企业持续健康发展;
15.2.通过轨道架和电动卡爪一相配合,电动卡爪一可在三维空间中自由运动,实现定点抓取和放置刹车盘,通过设置上料装置,配合电动卡爪一,实现刹车盘的自动上料,通过设置打标装置,配合电动卡爪一,实现刹车盘的自动打标和下料,各工序均可实现自动化生产,大大降低了工作人员的劳动强度。
附图说明
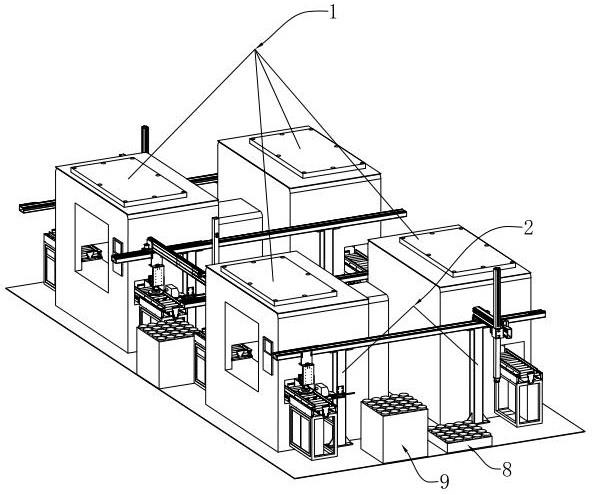
16.图1是本发明在车间的实际应用图;
17.图2是凸显轨道架结构的示意图;
18.图3是接盘组件的结构示意图;
19.图4是送料组件的结构示意图;
20.图5是上打标组件的结构示意图;
21.图6是侧打标组件的结构示意图;
22.图7是抬升组件的结构示意图;
23.图8是上料装置的结构示意图;
24.图9是侧打标装置的结构示意图;
25.图10是上打标装置结构示意图。
26.图中,1、加工机床;2、支撑柱;3、x向轨道架;4、y向轨道架;5、z向轨道架;6、z向套;7、电动卡爪一;8、原料盘;9、成料盘;10、底板;11、接料辊;12、支撑槽钢;13、送料辊;14、竖向安装板一;15、竖向移动板一;16、上打标机;17、支撑底板;18、侧打标机;19、竖向移动板二;20、竖向安装板二;21、电动卡爪二;22、支撑底架;23、气缸一;24、气缸二;25、气缸三;26、挡板一;27、挡板二。
具体实施方式
27.以下结合附图对本发明作进一步详细说明。
28.参照图1-10,一种刹车盘加工生产线,包括加工机床1,本实施例中是以4台加工机床1为例进行说明,4台加工机床1呈网格状分布在车间中,加工机床1周围设置有轨道架,轨
道架上设置有x向轨道架3、y向轨道架4和z向轨道架5,其中z向轨道架5底部设置有电动卡爪一7,加工机床1的两端设置有进料口和出料口,进料口和出料口侧面均设置有承接料盘,承接料盘用于存放刹车盘,进料口处设置有上料装置,出料口处设置有打标装置,打标装置包括上打标装置和侧打标装置,上打标装置和侧打标装置分别设置在不同的加工机床1的出料口处,通过设置轨道架,实现电动卡爪一7在三维空间中的运动,用来抓取和放置刹车盘,上料装置用于将刹车盘运送到加工机床1内部进行加工,上打标装置用于对加工后的刹车盘的上表面进行打标,侧打标装置用于对加工后的刹车盘的侧面进行打标。
29.参照图1和图2,承接料盘包括原料盘8和成料盘9,原料盘8用于盛放未加工的刹车盘,成料盘9用于盛放打标完成后的刹车盘,轨道架包括支撑柱2,支撑柱2设置在加工机床1的侧面,支撑柱2的下端固定在地面上,支撑柱2上端固定有x向轨道架3,x向轨道架3上滑动连接有y向轨道架4,y向轨道架4上滑动连接有z向套6,z向套6内部滑动设置有z向轨道架5,z向轨道架5可在z向套6中进行上下升降,z向轨道架5的底部固定有电动卡爪一7,其中,通过x向轨道架3、y向轨道架4和z向轨道架5的三轴配合,能够实现电动卡爪一7在三维空间中的运动,实现定点抓取和放置刹车盘的功能。
30.参照图1和图3,接盘组件设置在支撑底架22上,接盘组件包括底板10、接料辊11以及伺服电机一,底板10滑动安装在支撑底架22上,支撑底架22上设置有气缸一23,气缸一23的尾端固定在支撑底架22上,气缸一23的头端固定在底板10的下表面上,通过气缸一23伸缩带动底板10进退,底板10上表面上转动安装有接料辊11,各接料辊11之间通过链条进行动力传输,伺服电机一固定在支撑底架22上,通过伺服电机一带动接料辊11转动,传送刹车盘。
31.参照图3,进一步地,底板10的内端上固定设至有挡板一26,挡板一26的上端凸出接料辊11,防止刹车盘从接料辊11上滑落。
32.参照图1和图4,送盘组件衔接接盘组件设置,送盘组件包括支撑槽钢12,支撑槽钢12固定在支撑底架22上,支撑槽钢12直接转动安装有送料辊13,送料辊13衔接接料辊11,各送料辊13之间通过链条进行动力传输,支撑底架22上设置有伺服电机二,通过伺服电机二驱动送料辊13转动,传送刹车盘。
33.参照图4,进一步地,支撑底架22上设置有挡板二27,挡板二27位于送盘组件的最外端,挡板二的上端凸出送料辊13,防止刹车盘从送料辊13上滑落。
34.参照图1和图5,上打标组件包括竖向安装板一14,竖向安装板一14固定在支撑底架22的侧面,竖向安装板一14上滑动安装有呈直角形的竖向移动板一15,竖向移动板一15包括一水平面和一竖向面,水平面固定在竖向面的上方,竖向面通过丝杠滑动安装在竖向安装板一14的外侧面上,水平面上安装有上打标机16和气缸二24,上打标机16滑动安装在水平面上,气缸二24的尾端固定在水平面上,气缸二24的头部固定上打标机16上,通过气缸二24的伸缩带动上打标机16进出,实现对刹车盘上表面进行打标。
35.参照图1和图6,侧打标组件包括支撑底板17,支撑底板17水平固定在支撑柱2上,支撑底板17上安装有侧打标机18和气缸三25,侧打标机18滑动安装在支撑底板17上,气缸三25的尾部固定在支撑底板17上,气缸三25的头部固定在侧打标机18上,通过气缸三25的伸缩带动侧打标机18进退,实现对刹车盘侧表面进行打标。
36.参照图1和图7,抬升组件包括竖向移动板二19、竖向安装板二20和电动卡爪二21,
竖向安装板二20固定在x向轨道架3上,竖向移动板二19通过丝杠滑动安装在竖向安装板二20上,竖向移动板二19同样呈直角形,包括一水平面和一竖向面,竖向面滑动安装在竖向移动板二19上,水平面设置在竖向面的下方,电动卡爪二21转动安装在水平面下方,水平面上方设置有伺服电机三,伺服电机三通过皮带驱动电动卡爪二21转动。
37.参照图1和图8,上料装置由支撑底架22、接盘组件和送盘组件构成,工作时,首先电动卡爪一7将原料盘8上的刹车盘抓取到送盘组件上,之后送盘组件将刹车盘传送至接盘组件上,接盘组件伸入到加工机床1内部,由加工加床对刹车盘进行加工。
38.参照图1和图9,侧打标装置由支撑底架22、接盘组件、送盘组件、抬升组件和侧打标组件构成,工作时,待加工机床1完成对刹车盘的加工后,接盘组件伸入到加工机床1内部承接刹车盘,之后接盘组件将刹车盘运送到送盘组件上,送盘组件将刹车盘运送到侧打标组件的位置停下,之后通过抬升组件将刹车盘抬起,侧打标组件对刹车盘侧面进行打标即可,打标完成后,抬升组件将刹车盘放置在送盘组件上,继续向前运送一段距离,之后由电动卡爪一7抓取刹车盘,摆放在成料盘9上即可。
39.参照图1和图10,上打标装置由支撑底架22、接盘组件、送盘组件和上打标组件构成,工作时,待加工机床1完成对刹车盘的加工后,接盘组件伸入到加工机床1内部承接刹车盘,之后接盘组件将刹车盘运送到送盘组件上,送盘组件将刹车盘运送到上打标组件的位置停下,上打标机16对应移动至刹车盘的上方,对刹车盘的上表面进行打标,打标完成后,上打标组件退回至初始位置,刹车盘继续向前运送一段距离,之后由电动卡爪一7抓取刹车盘,摆放在成料盘9上即可。
40.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1