搪瓷管烧制流水线用上下料装置的制作方法
1.本实用新型涉及化工设备领域,更具体涉及一种搪瓷管烧制流水线用上下料装置。
背景技术:
2.搪玻璃设备广泛适用于化工、医药、染料、农药、有机合成、石油、食品制造和国防工业等工业生产和科学研究中的反应、蒸发、浓缩、合成、萃取、聚合、皂化、矿化、氯化、硝化等,以代替昂贵的不锈钢和有色金属。耐腐蚀性:对于各种浓度的无机酸、有机酸、有机溶剂及弱碱等介质均有极强的抗腐性。但对于强碱、氢氟酸及含氟离子介质,以及温度大于180℃,浓度大于30%的磷酸等不适用,搪玻璃设备主要包括反应罐、储罐、蒸馏罐、冷凝器以及连接管道。
3.在现有的搪玻璃管的生产工序如下:加工管体、在管体两端焊接法兰、打磨、检验、喷涂釉料、最后入窑烧制,在入窑烧制过程中,现有的技术方案为:在钢管的外壁焊接钢丝,对于质量较轻的管体由人力托举挂在输送链下方的挂钩上,对于质量较重的管理只能由机械设备托举,在完成搪玻璃的烧制以后,利用切割设备将钢丝切断然后打磨管体外壁的焊疤。现有的技术方案工作效率低、操作人员劳动量大、能耗消耗大的缺陷。
技术实现要素:
4.为了解决上述问题,本实用新型的目的在于提供了一种结构合理、夹持紧固、生产效率高、安全可靠且降低操作人员劳动量的搪瓷管烧制流水线用上下料装置。
5.根据本实用新型的一个方面,提供了搪瓷管烧制流水线用上下料装置,其包括机架、夹持部、同步移动部、传感部和上料辅助部,夹持部的顶部连接输送链且穿过机架,同步移动部和传感部安装在机架上,上料辅助部安装在同步移动部上,夹持部包括连接端、连接杆、夹持组件和辅助夹持组件,连接杆的顶部设置连接端,连接杆的底部安装夹持组件,连接杆的中间设有能够靠近或者远离连接杆的辅助夹持组件;
6.夹持组件包括安装座、第一夹持爪、第二夹持爪、第一驱动件和第二驱动件,第一夹持爪和第二夹持爪的顶部与安装座铰接,第一夹持爪上固定设置第一驱动块,第二夹持爪上固定设置第二驱动块,第一驱动件压合第一驱动块或者第二驱动块驱使第一夹持爪和第二夹持爪相互远离,第二驱动件压合且驱使第一夹持爪和第二夹持爪相互靠近。
7.在一些实施方式中,安装座的底部设有第一弧形槽和第二弧形槽,第一夹持爪的顶部设有第一转轴,第二夹持爪的顶部设有第二转轴,第一转轴可拆卸安插在第一弧形槽内且能够在第一弧形槽内转动,第二转轴安插在第二弧形槽内且能够在第二弧形槽内转动。
8.在一些实施方式中,第一夹持爪上设有第一夹持孔,第二夹持爪上设有第二夹持孔。
9.在一些实施方式中,辅助夹持组件包括第一v型块、第二v型块、第三驱动件和第四
驱动件,第三驱动件的输出端连接第一v型块且驱动第一v型块贴紧连接杆,第四驱动件的输出端连接第二v型块且驱动第二v型块贴紧连接杆,第一v型块位于第二v型块的上方。
10.在一些实施方式中,安装座的顶部设有第一安装孔,连接杆的底部设有第二安装孔,第一安装孔和第二安装孔通过螺栓铰接。
11.在一些实施方式中,连接端的底部通过调整部固定连接杆,连接杆的顶部具有外螺纹,调整部为环形,调整部的顶部固定安装连接端,调整部的底部设有外螺纹,连接杆的顶部与调整部的底部螺纹连接,连接杆通过螺母限定连接杆的位置。
12.在一些实施方式中,同步移动部包括电机、减速机、第一同步带轮组、第二同步带轮组、第三同步带轮组、第一移动组、第二移动组和第三移动组,电机的输出端连接减速机,减速机同时驱动第一同步带轮组和第二同步带轮组,第一同步带轮组驱动第三同步带轮组,第一同步带轮组驱动第一移动组,第二同步带轮组驱动第二移动组,第三同步带轮组驱动第三移动组。
13.在一些实施方式中,第一同步带轮组包括第一主动轮、第一从动轮、第一过渡轮和第一同步带,第一主动轮连接减速机,第一从动轮和第一过渡轮固定安装在机架上,第一同步带连接第一主动轮、第一从动轮和第一过渡轮;
14.第二同步带轮组包括第二主动轮、第二从动轮、第二过渡轮和第二同步带,第二主动轮连接减速机,第二从动轮和第二过渡轮固定安装在机架上,第二同步带连接第二主动轮、第二从动轮和第二过渡轮;
15.第三同步带轮组包括第三主动轮、第三从动轮、第三过渡轮和第三同步带,第三从动轮和第三过渡轮固定安装在机架上,第三同步带连接第三主动轮、第三从动轮和第三过渡轮,第一从动轮连接第三主动轮且驱动第三主动轮转动。
16.在一些实施方式中,第一同步带轮组驱动第一移动组水平移动,第一移动组上安装辅助夹持组件、第一驱动件和第二驱动件,第二同步带轮组驱动第二移动组水平移动,第二移动组上安装辅助夹持组件、第一驱动件和第二驱动件,第三同步带轮组驱动第三移动组水平移动,第三移动组上安装上料辅助部。
17.在一些实施方式中,上料辅助部包括伺服油缸、第三v型块、第一导杆和第二导杆,伺服油缸得输出端连接第三v型块,第一导杆和第二导杆连接第三v型块,第三v型块的缺口处设有第一滚轴和第二滚轴。
18.在一些实施方式中,传感部包括第一传感器和第二传感器,第一传感器和第二传感器水平安装在机架上。
19.本实用新型与现有技术相比具有结构合理、夹持紧固、生产效率高、安全可靠且降低操作人员劳动量的有益效果。利用第二驱动件驱使第一夹持爪和第二夹持爪相互靠近进而实现对钢管法兰的夹持;利用第一驱动件驱使第一夹持爪和第二夹持爪相互远离进而实现对钢管烧制完成以后实现对钢管的下料;利用辅助夹持组件辅助固定连接杆,防止本实用新型在输送链移动过程中晃动导致自动上料失败;利用可拆卸的方式安装第一夹持爪和第二夹持爪便于使用不同管径的钢管的夹持,同时利用调整部对连接杆高度的调整便于适应不同长度的钢管的烧制,适用范围更广;利用同步移动部水夹持部移动移动,进而便于驱动夹持部的开合实现对于钢管的上料或者下料,利用上料辅助部便于钢管上下移动且钢管表面没有磕碰划伤。
附图说明
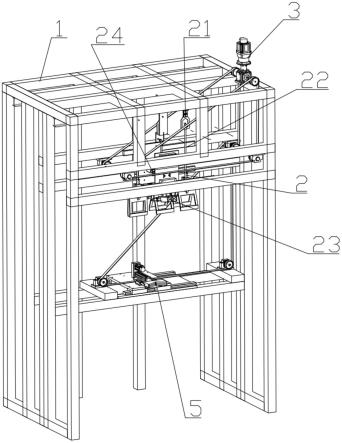
20.图1是本实用新型搪瓷管烧制流水线用上下料装置的结构示意图;
21.图2是本实用新型搪瓷管烧制流水线用上下料装置的夹持部的结构示意图;
22.图3是本实用新型搪瓷管烧制流水线用上下料装置的夹持组件的结构示意图;
23.图4是本实用新型搪瓷管烧制流水线用上下料装置的同步移动部的结构示意图;
24.图5是本实用新型搪瓷管烧制流水线用上下料装置的上料辅助部的结构示意图。
具体实施方式
25.下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
26.在本实用新型的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解所述术语的具体含义。
27.如图1所示,所述的搪瓷管烧制流水线用管体夹持装置,其包括机架1、夹持部2、同步移动部3、传感部4和上料辅助部5,夹持部2的顶部连接输送链且穿过机架1,同步移动部3和传感部4安装在机架1上,上料辅助部5 安装在同步移动部3上,利用同步移动部3水夹持部2移动移动,进而便于驱动夹持部2的开合实现对于钢管的上料或者下料,利用上料辅助部5便于钢管上下移动且钢管表面没有磕碰划伤,利用夹持部2家去钢管并且带动钢管移动进行烧制,降低劳动强度,安全可靠。
28.如图2所示,夹持部2包括连接端21、连接杆22、夹持组件23和辅助夹持组件24,连接杆22的顶部设置连接端21,连接杆22的底部安装夹持组件23,连接杆22的中间设有能够靠近或者远离连接杆22的辅助夹持组件24。
29.如图3所示,夹持组件23包括安装座231、第一夹持爪232、第二夹持爪233、第一驱动件234和第二驱动件235,第一夹持爪232和第二夹持爪 233的顶部与安装座231铰接,第一夹持爪232上固定设置第一驱动块236,第二夹持爪233上固定设置第二驱动块237,第一驱动件234压合第一驱动块236或者第二驱动块237驱使第一夹持爪232和第二夹持爪233相互远离,第二驱动件235压合且驱使第一夹持爪232和第二夹持爪233相互靠近。利用第二驱动件235驱使第一夹持爪232和第二夹持爪233相互靠近进而实现对钢管法兰的夹持;利用第一驱动件234驱使第一夹持爪232和第二夹持爪 233相互远离进而实现对钢管烧制完成以后实现对钢管的下料;利用辅助夹持组件24辅助固定连接杆22,防止本实用新型在输送链移动过程中晃动导致自动上料失败;利用可拆卸的方式安装第一夹持爪232和第二夹持爪233 便于使用不同管径的钢管的夹持,同时利用调整部211对连接杆22高度的调整便于适应不同长度的钢管的烧制,适用范围更广。当然第一驱动件234和第二驱动件235设置1个也能够实现以上功能,但是为了保证可靠性,第一驱动件234和第二驱动件235设置2个同时工作。
30.安装座231的底部设有第一弧形槽238和第二弧形槽239,第一夹持爪 232的顶部设有第一转轴2310,第二夹持爪233的顶部设有第二转轴2311,第一转轴2310可拆卸安插在
第一弧形槽238内且能够在第一弧形槽238内转动,第二转轴2311安插在第二弧形槽239内且能够在第二弧形槽239内转动。由于在化工设备中需要的搪玻璃管的直径以及连接的法兰的直径也均不相同,因此在面对不同的搪玻璃管的烧制时就可以通过替换不同规格的第一夹持爪232和第二夹持爪233来解决,需要注意的是不同的第一夹持爪232顶部的第一转轴2310和第二夹持爪233顶部的转轴规格需要一致,便于安装到第一弧形槽238和第二弧形槽239内。
31.第一夹持爪232上设有第一夹持孔2312,第二夹持爪233上设有第二夹持孔2313。利用第一夹持孔2312和第二夹持孔2313卡在管体法兰的边缘进行夹持,当然也可以在第一夹持爪232和第二夹持爪233的底部设置抓取块,利用抓取块只是与法兰的底部进行面接触,容易串动。采用第一夹持孔2312 和第二夹持孔2313卡与法兰的底部线接触,上方有两个点限定法兰的位置,这样夹持钢管更加稳固更加安全可靠。
32.辅助夹持组件24包括第一v型块241、第二v型块242、第三驱动件243 和第四驱动件244,第三驱动件243的输出端连接第一v型块241且驱动第一v型块241贴紧连接杆22,第四驱动件244的输出端连接第二v型块242 且驱动第二v型块242贴紧连接杆22,第一v型块241位于第二v型块242 的上方。在输送链移动过程中连接杆22不可避面的晃动进而会导致在夹取部夹取钢管不准确。因此在第三驱动件243和第四驱动件244的驱动下第一v 型块241和第二v型块242一上一下的抵住连接杆22进而包直在夹持时保证位置固定
33.安装座231的顶部设有第一安装孔2314,连接杆22的底部设有第二安装孔21,第一安装孔2314和第二安装孔21通过螺栓铰接。便于连接夹持组件23和连接杆22。
34.连接端21的底部通过调整部211固定连接杆22,连接杆22的顶部具有外螺纹,调整部211为环形,调整部211的顶部固定安装连接端21,调整部 211的底部设有外螺纹,连接杆22的顶部与调整部211的底部螺纹连接,连接杆22通过螺母限定连接杆22的位置。由于需要夹持的钢管的长度不同利用调整部211能够调节不同长度的钢管。
35.通过连接端21设置在在输送链上进行转运和进炉烧制,在闭环的输送链上同本实用新型不断地夹持钢管,不断的进炉烧制,再不断的下料,提高效率,节约烧制时的能耗。
36.本实用新型中所述的第一驱动件234、第二驱动件235、第三驱动件243 和第四驱动件244为液压油缸或者气缸。
37.如图4所示,同步移动部3包括电机31、减速机32、第一同步带轮组 33、第二同步带轮组34、第三同步带轮组35、第一移动组36、第二移动组 37和第三移动组38,电机31的输出端连接减速机32,减速机32同时驱动第一同步带轮组33和第二同步带轮组34,第一同步带轮组33驱动第三同步带轮组35,第一同步带轮组33驱动第一移动组36,第二同步带轮组34驱动第二移动组37,第三同步带轮组35驱动第三移动组38。通过电机31带动第一同步带轮组33、第二同步带轮组34和第三同步带轮组35同一时间进行运转,进而带动第一移动组36、第二移动组37和第三移动组38移动相同的距离驱动相应的装置开合,保证上料时间和位置相匹配。
38.第一同步带轮组33包括第一主动轮331、第一从动轮332、第一过渡轮 333和第一同步带334,第一主动轮331连接减速机32,第一从动轮332和第一过渡轮333固定安装在机架1上,第一同步带334连接第一主动轮331、第一从动轮332和第一过渡轮333;
39.第二同步带轮组34包括第二主动轮341、第二从动轮342、第二过渡轮 343和第二
同步带344,第二主动轮341连接减速机32,第二从动轮342和第二过渡轮343固定安装在机架1上,第二同步带344连接第二主动轮341、第二从动轮342和第二过渡轮343;
40.第三同步带轮组35包括第三主动轮351、第三从动轮352、第三过渡轮 353和第三同步带354,第三从动轮352和第三过渡轮353固定安装在机架1 上,第三同步带354连接第三主动轮351、第三从动轮352和第三过渡轮353,第一从动轮332连接第三主动轮351且驱动第三主动轮351转动。通过电机 31带动第一同步带轮组33、第二同步带轮组34和第三同步带轮组35同一时间进行运转,进而带动第一移动组36、第二移动组37和第三移动组38移动相同的距离驱动相应的装置开合,保证上料时间和位置相匹配。需要注意的是第一同步带轮组33、第二同步带轮组34对称设置,第三同步带轮组35设置于第一同步带轮组33的下方。
41.在第一同步带轮组33驱动第一移动组36水平移动,第一移动组36上安装辅助夹持组件、第一驱动件和第二驱动件,第二同步带轮组34驱动第二移动组37水平移动,第二移动组37上安装辅助夹持组件24、第一驱动件234 和第二驱动件235,第三同步带轮组35驱动第三移动组38水平移动,第三移动组38上安装上料辅助部5。第一移动组36、第二移动组37和第三移动组38通常采用直线导轨、滑块和安装座,滑块套设置直线导轨上,安装座固定连接滑块进行滑动。在第一移动组36竖直安装第一驱动件234和第二驱动件235且第一驱动件234位于第二驱动件235的上方,同时第三驱动件243 位于第一驱动件234的上方。第二移动组37竖直安装第一驱动件234和第二驱动件235且第一驱动件234位于第二驱动件235的上方,同时第四驱动件 244位于第一驱动件234的上方
42.如图5所示,上料辅助部5包括伺服油缸51、第三v型块52、第一导杆53和第二导杆54,伺服油缸51得输出端连接第三v型块52,第一导杆53 和第二导杆54连接第三v型块52,第三v型块52的缺口处设有第一滚轴55 和第二滚轴56。伺服油缸51依照管径的不同设置推出的距离使第三v型块 52贴近光管又不至于推开钢管,由于管体较大因而第三v型块52的尺寸远大于第一v型块241和第二v型块242,利用第一导杆53和第二导杆54便于使第三v型块52移动更加平稳顺畅。由于第三v型块52固定不动,而又须有利用机械手托举钢管向上移动至夹持组件23的下方,因此利用第一滚轴 55和第二滚轴56防止钢管外壁磕碰。
43.传感部4包括第一传感器41和第二传感器42,第一传感器41和第二传感器42水平安装在机架1上。利用第一传感器41和第二传感器42检测连接杆22的位置,进而控制第一驱动件234、第二驱动件235、第三驱动件243、第四驱动件244和伺服油缸51运转。
44.以上所述的仅是本实用新型的一些实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型的创造构思的前提下,还可以做出其它变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1