一种五金件冷却脱油装置的制作方法
1.本实用新型涉及五金件加工设备的技术领域,尤其是涉及一种五金件冷却脱油装置。
背景技术:
2.五金淬火加工是五金金属材料的热处理加工工艺,是将五金材料加热到临界温度,然后以较低的冷却温度进行快速冷却,从而获得以马氏体为主的不平衡组织的一种热处理工艺,通过淬火可以提高五金件的硬度及耐磨性,通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性下降及疲劳强度,并可获得这些性能之间的配合以满足不同的使用要求。
3.相关技术中,为了能够令淬火后的五金件快速降温,通常使用导热性较好的冷却油浸泡高温的五金件。然而,由于冷却油容易粘附在五金件的表面,影响对五金件的正常使用。
技术实现要素:
4.为了改善现有的五金件在经过淬火冷却有粘附有较多的冷却油,影响五金件的正常使用的现象,本实用新型提供一种五金件冷却脱油装置。
5.本实用新型提供的一种五金件冷却脱油装置采用如下的技术方案:
6.一种五金件冷却脱油装置,包括用于将五金件从冷却油中取出的上料带,所述传送带上的输出端设置有用于承接五金件的振动盘,所述振动盘的表面开设有用于漏油的漏孔,且所述振动盘的表面向一侧倾斜设置,所述振动盘的侧面设置有用于驱动所述振动盘振动的振动电机,所述振动盘的下方设置有收集冷却油的收集槽。
7.通过采用上述技术方案,当五金件经过冷却油的冷却后,通过上料带移动到振动盘上,振动盘经过振动电机的动作而振动,使得振动盘上的五金件振动,五金件在振动过程中将冷却油甩落,令冷却油与五金件分离,降低五金件表面的冷却油残留量,并使得冷却油通过振动盘表面的漏孔落入收集槽内进行收集。
8.优选的,所述振动盘的表面呈波浪状设置。
9.通过采用上述技术方案,波浪状的振动盘有利于延长五金件在振动盘上的振动时间,从而令五金件上的冷却油去除的更加干净。
10.优选的,所述振动盘的底端设置有输送带,所述输送带的表面开设有若干个均匀分布的排油孔,所述输送带的下方设置有收集冷却油的集油架,所述集油架与所述收集槽连通。
11.通过采用上述技术方案,在输送带上开设有排油孔,令五金件在输送带上的移动过程中将冷却油通过排油孔滴落在输送带的下方,从而使得冷却油与五金件分离。
12.优选的,所述输送带上设置有吹气扇,所述吹气扇朝向所述输送带的表面设置。
13.通过采用上述技术方案,利用吹气扇的风力吹向输送带上的五金件,从而将冷却
油吹离五金件的表面落入到下方的收集槽内。
14.优选的,所述输送带上设置有毛刷,所述毛刷的刷毛刮持于所述输送带上的五金件的表面。
15.通过采用上述技术方案,输送带带动五金件移动的过程中,毛刷刮持五金件的表面,将残留才五金件表面的冷却油刮掉,令五金件的表面更加干净。
16.优选的,所述输送带上还设置有用于刮持所述输送带表面的冷却油的刮板,所述刮板与所述输送带的底面抵接。
17.通过采用上述技术方案,刮板刮持输送带的表面,将输送带表面的冷却油刮掉,使得输送带在循环一周后不会将表面的冷却油粘附到其他五金件上。
18.优选的,所述输送带的输出端设置有冲洗架,所述冲洗架内设置有冲洗喷头。
19.通过采用上述技术方案,五金件最终进入到冲洗架内经历冲洗喷头的喷洗,将残留的冷却油冲洗的更加干净。
20.优选的,所述上料带的输出端的上方设置有用于抽吸油烟的抽气风机。
21.通过采用上述技术方案,由于刚经过冷却后的五金件温度依然较高,使得五金件表面的冷却油气化形成油烟,油烟容易污染环境,因此设有抽气风机吸收油烟,减低油烟对环境的影响。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.设置有振动盘以及振动电机,使得落在振动盘上的五金件随着振动盘的振动而振动,从而将表面的冷却油甩落,减少五金件表面冷却油的残留量;
24.2.在输送带上设置有吹气扇以及毛刷,令五金件在随着输送带的移动时,吹气扇的风力以及刷毛的刮持进一步减小五金件上的冷却油。
附图说明
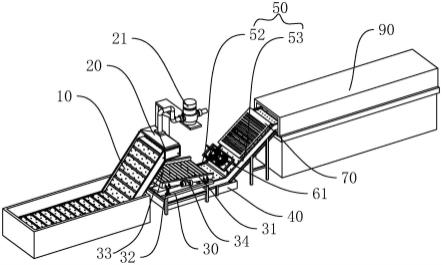
25.图1是本实施例中整体结构的示意图;
26.图2是本实施例中振动架与输送带的装配关系示意图;
27.图3是本实施例中用于体现输送带与刮板的装配关系的剖视图;
28.图4是本实施例中用于体现冲洗架内部结构的剖视图。
29.附图标记说明:10、上料带;20、抽气罩;21、抽气风机;30、振动架;31、振动盘;32、振动弹簧;33、漏孔;34、振动电机;40、收集槽;41、集油架;50、输送带;51、排油孔;52、第一输送部;53、第二输送部;60、安装架;61、吹气扇;70、刮持架;71、毛刷;80、刮板;90、冲洗架;91、运输带;92、冲洗喷头。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.一种五金件冷却脱油装置,参照图1,包括将五金件从冷却油内运出的上料带10,上料带10的输出端的顶部安装有用于吸收五金件上的油烟的抽气罩20,抽气罩20连接有抽气风机21。
32.参照图1和图2,传送带的输出端连接有振动架30,振动架30的顶部安装有用于将五金件上的冷却油甩落的振动盘31,振动架30与振动盘31之间安装有振动弹簧32,振动弹
簧32连接于振动盘31的四角处。振动盘31位于传送带输出端的下方,用于承接传送带上的五金件。振动盘31的表面呈波浪状,且振动盘31的表面开设有用于将五金件上的冷却油分离的漏孔33。振动盘31向远离传送带的一侧倾斜,振动盘31的波浪纹与振动盘31的倾斜方向呈垂直设置,振动盘31的其他边沿固定安装有挡板。振动架30上安装有驱动振动盘31振动的振动电机34,振动电机34的输出轴与振动盘31的侧面固定连接。通过振动电机34带动振动盘31振动,从而将落在振动盘31上的五金件粘附的冷却油甩落。振动架30上安装有用于收集冷却油的收集槽40,收集槽40的顶部为开口,收集槽40位于振动盘31的下方。
33.参照图2,地面上安装有输送带50,输送带50的一端位于振动盘31向下倾斜一端的下方,以便于将振动盘31上的五金件进行转移。输送带50的表面开设有若干个排油孔51,若干个排油孔51沿着输送带50的表面均匀分布。
34.参照图2,具体的,输送带50呈折弯状设置,输送带50包括第一输送部52和第二输送部53,第一输送部52的一端位于振动盘31的倾斜向下的边沿的下方,且第一输送部52呈水平设置,收集槽40位于第一输送部52的下方。第二输送部53的一端与第一输送部52连接,第二输送部53呈倾斜向上分布,第二输送部53的下方安装有集油架41,集油架41与第二输送部53的机架固定连接。集油架41呈倾斜设置,且集油架41的底端位于收集槽40的顶部开口的上方,以便于将集油架41上的冷却油收集到收集槽40内。
35.参照图2,第二输送部53的架体上安装有安装架60,安装架60位于第二输送部53靠近第一输送部52的一端。安装架60上安装有两台吹气扇61,两台吹风扇沿着第二输送部53的宽度方向分布,且吹气扇61的吹气方向朝向第二输送部53的表面。
36.参照图2,第二输送部53的架体上还安装有刮持架70,刮持架70的两侧与第二输送部53的两侧架体固定连接,刮持架70的长度沿着第二输送部53的长度方向延伸。刮持架70朝向第二输送部53的一侧安装有若干个毛刷71,若干个毛刷71沿着刮持架70的表面等距分布,且毛刷71的刷毛抵接于第二输送部53的表面,进而将五金件表面的冷却油刮掉。
37.参照图3,第二输送部53的架体上还安装有刮板80,刮板80位于第二输送部53的底部,刮板80抵接于第二输送部53中传送带的表面,从而当第二输送部53的传送带移动时,刮板80将传送带上的冷却油刮掉,使得冷却油落在集油架41上。
38.参照图4,地面上还安装有冲洗架90,冲洗架90连接于第二输送部53的输出端,冲洗架90内安装有运输带91,运输带91的一端与第二输送部53呈上下连接,冲洗架90内安装有冲洗喷头92,冲洗喷头92位于运输带91的上方,冲洗喷头92可喷射处高压水流冲击五金件的表面,进一步去除五金件表面的冷却油。
39.本技术的实施原理为:当五金件经过淬火冷却后,经过上料带10运离冷却油,由于上料带10上的五金件的温度依然较高,令五金件表面的冷却油蒸发形成油烟,首先经过上料带10上方的抽气风机21将产生的油烟吸走,减少油烟对环境的影响。
40.然后,五金件掉落在振动盘31上,启动振动电机34带动振动盘31振动,五金件在振动的振动盘31上振动,从而将五金件表面的冷却油甩落,通过振动盘31表面的漏孔33滴落在振动盘31下方的收集槽40内。五金件在振动盘31上移动时,呈波浪状的振动盘31有利于延长五金件在振动盘31上的时间。之后,五金件移动到第一输送部52上,水平设置的第一输送部52有利于令五金件更加稳定的掉落,第一输送部52将五金件转移至第二输送部53上,五金件依次经过吹气扇61的吹气,利用风力将五金件表面的冷却油吹落。再经历毛刷71的
刮持,进一步清洁五金件表面的冷却油。最终移动到运输带91上经历冲洗喷头92的高压水流冲击将五金件中残留的冷却油去除。
41.而第二输送部53下方的刮板80将传送带表面的冷却油刮掉,减少了传送带上的冷却油循环后粘连在其他五金件上。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1