布料传送机构与布料成型系统的制作方法
1.本发明有关一种布料传送机构与布料成型系统,可以将布料平整地铺设在模压机的模具上。
背景技术:
2.请首先参考图1。为了将无纺布定型成特定的形状,在传统的工艺上,会先将无纺布c传送至一烤箱71进行烘烤,待无纺布c受热而软化后,通过一输送带72而将软化后的无纺布c朝一模压机73的方向输送,模压机73包括两组平行设置的夹具74(图1仅示出其中一组)并且模压机73还包括一模具75,模具75包括一上模76与一下模77,夹具74可受驱动而移动,当夹具74夹取到软化后的无纺布c后,上述两组夹具74会朝远离烤箱71的方向一起移动,进而拉动无纺布c朝模压机73移动,直到无纺布c铺设在模压机73的下模77为止,最后再通过上、下模76,77来模压软化后的无纺布c,使无纺布c成型成特定的形状。
3.然而,传统上,烤箱71与模压机73的模具75之间具有一距离差l,在无纺布c被拉动至模压机73的下模77上方的过程中,无纺布c的一端(即未被夹具74所夹取的部分)因其自身重力而下垂的原因,无纺布c容易出现打折或不平整的现象,而且夹具74也可能只夹取到无纺布c的一角,造成无纺布c是以歪斜的方式而铺设在下模77上。如此一来,在后续的模压成型的过程中,可能造成成型后的产品的缺陷,降低了产品的不良率,进而需要增加人工校对模压位置及调整无纺布c不平整状态而增加了工序。
技术实现要素:
4.(一)要解决的技术问题
5.本发明的其中一个目的是针对现有技术的缺失进行改良,进而提出一种布料传送机构,其能将布料平整地铺设在模压机内。
6.(二)技术方案
7.依据本发明所提供的一种布料传送机构,其应用于一模压机,该模压机包括一模具,该模具包括一上模与一下模,该布料传送机构包括一布料输送单元与一平移单元。其中,该布料输送单元包括一第一输送带,该第一输送带可被驱动而行进。该平移单元连接该布料输送单元并带动该布料输送单元在该下模外部的一第一位置以及该下模上的一第二位置之间移动。
8.因此,当布料输送单元承载布料时,可通过平移单元将承载有布料的布料输送单元移动到下模的第二位置,再逐渐朝第一位置移动并且在移动过程中逐渐地驱动第一输送带,使布料平整地铺设在模压机的下模上,以便于后续通过模压机对布料进行模压成型。
9.在其中一个方面,模压机还包括一架体,架体包括一平台,下模是设于平台,模压机还包括一导轨,导轨设于平台,并且平移单元是可滑动地设于导轨。
10.在另一个方面,平移单元还包括一马达,平移单元是通过上述马达而可滑动地设于导轨。
11.在另一个方面,第一输送带是倾斜地设置,如此可降低第一输送带末端与下模之间的距离,使布料能更平整地铺设在模压机的下模上。
12.在另一个方面,布料传送机构是设在一烤箱与模压机之间,并且第一位置是邻接烤箱。
13.本发明提供另一种布料成型系统,包括一控制系统、一烤箱、一布料传送机构与一模压机。其中,控制系统电性连接布料传送机构与模压机。烤箱包括一第二输送带;模压机包括一架体与一模具,模具包括一上模与一下模;布料传送机构位于烤箱与模压机之间并包括一布料输送单元与一平移单元,布料输送单元包括一第一输送带,第一输送带可被驱动而行进,平移单元是连接布料输送单元并带动布料输送单元在下模外部且邻接烤箱的第二输送带的一第一位置以及下模上方的一第二位置之间移动。
附图说明
14.有关布料传送机构与布料成型系统的详细构造、特点、组装或使用方式将于以下的实施例予以说明,然而,应能理解的是,以下将说明的实施例以及附图仅只作为示例性地说明,其不应用来限制本发明的申请保护范围,其中:
15.图1示意性示出了传统的布料成型系统的结构图;
16.图2a示意性示出了第一实施例布料成型系统的结构图;
17.图2b至图2e示意性示出了第一实施例布料的传送过程的流程图;以及
18.图3示意性示出了第二实施例的布料成型系统的结构图。
19.附图中,各符号说明如下。
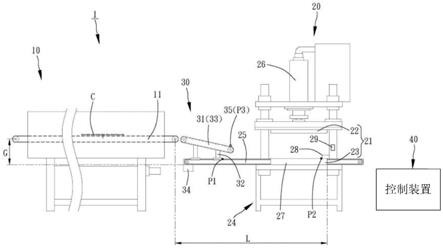
20.1:布料成型系统;10:烤箱;11:第二输送带;20:模压机;21:模具;22:上模;23:下模;24:架体;25:导轨;26:油压缸;27:平台;28:限位模块;29:第一讯号接收器;30:布料传送机构;31:布料输送单元;32:平移单元;33:第一输送带;34:马达;35:第一讯号发射器;40:控制系统;c:布料;g:高度差;p1,p2,p3:位置;71:烤箱;72:输送带;73:模压机;74:夹具;75:模具;76:上模;77:下模;c:无纺布;l:距离差
具体实施方式
21.以下通过所列举的若干实施例配合附图,详细说明本发明的技术内容及特征,本说明书内容所提及的“上”、“下”、“内”、“外”、“顶”、“底”等方向性形容用语,只是以正常使用方向为基准的例示描述用语,并非作为限制主张范围的用意。其中为了方便说明以下实施例,将以烤箱10位于布料成型系统1的前侧作为方向基准。
22.为了详细说明本发明的技术特点所在,现举以下的两个实施例并配合附图说明如下,其中:
23.如图2a所示,本发明第一实施例所提供的一种布料成型系统1,其包括一烤箱10、一模压机20、一布料传送机构30与一控制系统40,布料传送机构30可活动地设在烤箱10与模压机20之间,控制系统40电性连接布料传送机构30与模压机20,其中:
24.烤箱10的内部包括一加热单元(图未示出)与一输送带11(以下称第二输送带11),加热单元是用来对布料c(本实施例为一无纺布)进行烘烤,第二输送带11是可被例如一马达(图未示出)所驱动而传送布料c向后移动。
25.模压机20是用来将布料c模压成型成特定的构形,模压机20在结构上包括一模具21、一架体24与一导轨25。模具21包括一上模22与一下模23,上模22的上端连接一油压缸26,油压缸26架设在架体24的顶部,通过油压缸26,可驱动上模22上下移动。架体24还包括一平台27,下模23是固设在架体24的平台27上。导轨25架设在平台27的二侧,并且下模23略高于导轨25,上模22及下模23都可依无纺布c要求(例如形状需求或模压厚度)而做替换。导轨25的一端凸出于架体24之外并且朝烤箱10延伸,导轨25上包括两点逻辑位置分别为一第一位置p1与一第二位置p2,该两点逻辑位置用以控制布料传送机构30及模压机20之间的作动关系,可直接由计算时序控制各机台配合作动,也可设有实体机构对应逻辑位置用以确认上述各机台是否到位。第一位置p1是布料传送机构30在导轨25上接近烤箱10方向的前端,代表布料传送机构30开始及结束作动的位置,本发明实施例的第一位置p1并设有第一实体限位机构对应,第一实体限位机构位于导轨25上接近下模23与架体24的外部并且邻接烤箱10,第二位置p2是布料传送机构30在导轨25远离烤箱10方向的后端,第二位置p2代表布料传送机构30开始反向移动的位置,本发明实施例的第二位置p2设有第二实体限位机构对应,第二实体限位机构是一限位模块28位于导轨25上接近下模23的后端的上方并且对应设在导轨25的一侧。
26.布料传送机构30包括一布料输送单元31与一平移单元32。布料输送单元31包括一输送带33(以下称第一输送带33),第一输送带33可被例如一马达(图未示出)所驱动而行进,另包括一第三位置p3,第三位置p3是作为位置的指针来控制布料输送单元31更换动作状态,本发明实施例的第三位置p3对应设置一信号发射器35(以下称第一信号发射器35)设在第一输送带33的接近其顶面的一处,在第一实施例信号发射器35的数量为两个且设在第一输送带33的两侧余边的顶面并远离烤箱10的一处,另外在模压机20的架体24上包括一第一信号接收器29电性连接控制系统40,第一信号接收器29持续接收第一信号发射器35的信号,控制系统40判别第一信号接收器29是否收到信号进而控制协调模压机20及布料传送机构30的各机台之间的作动,在第一实施例中第一信号发射器35为红外线发射器,第一信号接收器29为红外线接收器。另外在本实施例中,以不改变传统结构太多为前提,第一输送带33与下模23之间仍有一距离差l及一高度差g,本实施例之的第一输送带33是从第一位置p1到第二位置p2而渐次地向下倾斜,从而减少第一输送带33后端与下模23之间的高度差。
27.平移单元32是可上下活动地连接布料输送单元31的下方,从而调整第一输送带33的倾斜角度。平移单元32包括一马达34,在本实施例中马达34为一伺服马达,平移单元32是通过马达34而可滑动地设在导轨25,进而带动整个布料输送单元31在上述第一位置p1(如图2a)、第二位置p2(如图2c)之间移动。当布料输送单元31位于第一位置p1时(如图2a),第一输送带33的前端邻接第二输送带11的后端,并且第一输送带33的前端与第二输送带11的后端大致上位于相同的高度。当布料输送单元31位于第二位置p2时(如图2c),第一输送带33的后端是对应于下模23的后端的上方。
28.此布料成型系统1透过控制系统40控制模压机20及布料传送机构30的作动形成一个操作循环,在实际热压成型的过程中,布料c会先在烤箱10进行烘烤,并且第二输送带11会逐渐地将烘烤后的布料c向后传送(如图2a),此时布料成型系统1的初始状态为模具21是呈开启状态,布料传送机构30是停留在位于第一位置p1并且第一输送带33往后端持续转动。由于第一输送带33的前端与第二输送带11的后端大致上位于相同的高度,故布料c离开
第二输送带11之后,第一输送带33将承接烘烤后的布料c并持续向后传送(如图2b),当布料c全部位于第一输送带33上并且遮盖住设于第一输送带33的第一信号发射器35而第一信号接收器29接收不到信号时,控制系统40控制第一输送带33停止转动,并且控制平移单元32开始作动离开第一位置p1朝第二位置p2的方向往后端移动,当平移单元32由被限位模块28限制无法继续往后端移动时即表示到达第二位置p2(如图2c),布料成型系统1还没到达第二位置p2前,模具21还是呈开启状态布料传送机构30,并且第一输送带33持续呈停止行进的状态。之后,在布料成型系统1到达第二位置p2时,控制系统40控制布料传送机构30开始反向移动用以下放布料c在下模上方,即第一输送带33由停止状态开始向后端行进将布料c的一部分传送至下模23上。之后,平移单元32开始往前端朝第一位置p1方向移动,第一输送带33持续向后端行进即可将更多部分的布料c传送至下模23上(如图2d)。当平移单元32重新回到第一位置p1时,烘烤后的布料c已全部铺设在下模23上(如图2e),此时控制系统40控制油压缸26开始作动而驱动上模22开始向下移动,并对布料c进行模压成型的作业后驱动上模22向上移动。最后,布料成型系统1再度回到初始状态,平移单元32位于第一位置p1(如图2a),等待第二输送带11传送下一匹烘烤后的布料c。另外,在某些情况下,可经由平移单元32的移动速度上的调控,平移单元32离开上模22的下压范围后即可进行模压成型的作业,未必待平移单元32到达第一位置p1时上模22才开始向下移动;或者是当第一信号接收器29再度接收到第一信号发射器35的信号时,表示平移单元32已离开上模的下压范围而可以进行模压成型的作业。
29.可以看到布料c烘烤与模压成型的过程中,是通过布料传送机构30来传送烘烤后的布料c,相较于使用夹具,布料传送机构30可以更平整地将烘烤后的布料c铺设在下模23上,降低布料c打折的现象,并增加整体模压成型制程上的良率。
30.本发明提供另一第二实施例,请参考图3。第二实施例的布料成型系统1的结构大致和第一实施例的布料成型系统1的结构相同,其中一个差异在于:布料成型系统1的布料传送机构30的第一输送带33并非是呈倾斜设置,在第二实施例中,第一输送带33是呈水平设置。如此,同样能将布料c平整地铺设在模压机20的下模23,以便于后续进行模压成型。
31.须说明的是,在某些状况下,可以降低第一输送带33的高度,从而改善第一输送带33与下模23之间的高度差g使其约略呈现水平,但仍有距离差l,故第一输送带33是呈水平设置以稳固地承接并传送烘烤后的布料c。
32.最后,必须再次说明的是,本发明在前述实施例中所公开的构成组件及顺序作动仅为举例说明,并非用来限制本发明的保护范围,凡是未超出本发明精神所作的简易结构修改或变化,或与其他等效组件的替换,仍应属于本发明申请保护范围涵盖的范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1