连续水带笼式成型设备及其成型方法与流程
1.本发明涉及一种连续水带笼式成型设备及其成型方法,属于水带生产技术领域。
背景技术:
2.传统的消防、农用水带一般是多层复合结构,内衬层为胶管密缝层,其材质一般为热塑性弹性体和橡胶类;增强层提供水带的承压结构,材质一般为各种天然和合成纤维或无机纤维编织而成的网状结构。传统的水带制造方法是先将胶管通过塑料或橡胶挤出机挤出成筒状管,将纤维编织成网状筒带,随后将网筒和胶管切割成固定长度,牵引将胶管穿入网状筒中,通过蒸汽加热的方法使内层胶管硫化或胶粘剂融化粘合在网筒上,形成一体结构。
3.然而,采用这种方法生产的水带单根长度较短,为了提高生产效率,需要多工位一起操作,导致人工及设备成本较高;同时由于水带要被切割成固定长度,两端要切除多余部分,增加了切除量的浪费。
技术实现要素:
4.本发明的目的在于提供一种能够连续制造水带的连续水带笼式成型设备及其成型方法。
5.为实现上述目的,本发明采用如下技术方案:一种连续水带笼式成型设备,其包括胶管挤出设备、在线编织穿胶管设备、半成品收纳箱、成型箱、牵引机、笼式收卷机以及充气机,其中所述胶管挤出设备用以挤出形成胶管;所述在线编织穿胶管设备用以让所述胶管穿过,并同时在所述胶管上形成编织物,以形成套筒式半成品;所述半成品收纳箱用以收纳所述半成品;所述牵引机用以将所述半成品牵引进入所述成型箱;所述成型箱用以对所述半成品进行硫化或者粘合,以形成水带;所述充气机用以对所述半成品或者所述水带进行充气,以提高所述胶管与所述编织物的结合紧密性;所述笼式收卷机用以将所述半成品或者所述水带进行卷绕。
6.作为本发明进一步改进的技术方案,所述在线编织穿胶管设备为水带圆织机,所述水带圆织机包括较圆装置和主动送管装置,以便于所述胶管与所述编织物同步牵引。
7.作为本发明进一步改进的技术方案,所述半成品收纳箱为无张力收纳箱。
8.作为本发明进一步改进的技术方案,所述成型箱包括红外加热部分和热空气加热部分。
9.作为本发明进一步改进的技术方案,所述成型箱位于所述笼式收卷机的上一道工序内。
10.作为本发明进一步改进的技术方案,所述成型箱安装在所述笼式收卷机的内部,以对所述水带形成密缝加热。
11.作为本发明进一步改进的技术方案,所述充气机为旋转式充气机,其包括气源部分、旋转接头部分、压力测量及自动控制部分,所述充气机能够在充气时对所述半成品或者
所述水带自动补压。
12.本发明还揭示了一种连续水带的成型方法,其利用前述的连续水带笼式成型设备,所述成型方法包括如下步骤:
13.s1:通过所述胶管挤出设备挤出以形成胶管;
14.s2:将所述胶管穿过所述在线编织穿胶管设备,并同时在所述胶管上形成编织物,以形成套筒式半成品;
15.s3:将所述半成品收纳在所述半成品收纳箱中;
16.s4:通过所述牵引机将所述半成品牵引进入所述成型箱,并在所述成型箱内对所述半成品进行硫化或者粘合,以形成水带;与此同时,通过所述充气机对所述水带进行充气,以提高所述胶管与所述编织物的结合紧密性;
17.s5:通过所述笼式收卷机对所述水带进行卷绕;
18.s6:硫化或者粘合结束后,关闭所述充气机。
19.本发明还揭示了一种连续水带的成型方法,其利用前述的连续水带笼式成型设备,所述成型方法包括如下步骤:
20.s1:通过所述胶管挤出设备挤出以形成胶管;
21.s2:将所述胶管穿过所述在线编织穿胶管设备,并同时在所述胶管上形成编织物,以形成套筒式半成品;
22.s3:将所述半成品收纳在所述半成品收纳箱中;
23.s4:通过所述牵引机将所述半成品牵引进入所述成型箱;与此同时,通过所述充气机对所述半成品进行充气,以提高所述胶管与所述编织物的结合紧密性;
24.s5:一边在所述成型箱内对所述半成品进行硫化或者粘合,以形成水带,一边通过所述笼式收卷机对所述水带进行卷绕;或者
25.通过所述笼式收卷机对所述半成品进行卷绕,并在卷绕完成后对所述半成品进行硫化或者粘合,以形成所述水带;
26.s6:在所述半成品硫化或者粘合结束后,关闭所述充气机。
27.作为本发明进一步改进的技术方案,在步骤s1中,所述胶管为塑料管道,并在所述塑料管道的外层挤出粘结剂;或者
28.在步骤s1中,所述胶管为橡胶管道。
29.作为本发明进一步改进的技术方案,在步骤s5中,所述笼式收卷机通过外部加热和内部通热空气的方法对所述笼式收卷机内的所述半成品进行加热,使所述半成品成型或硫化。
30.相较于现有技术,本发明可单线连续生产不定长的水带产品,连续生产速度快,制造成本低且大幅度降低了浪费。
附图说明
31.图1是本发明连续水带笼式成型设备在一种实施方式中的示意图。
32.图2是本发明连续水带笼式成型设备中在线编织穿胶管设备的示意图。
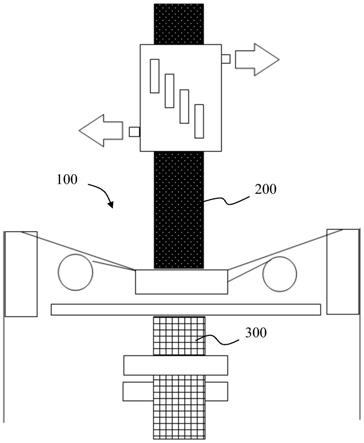
33.图3是对水带半成品进行充气、加热的结构示意图。
34.图4是一种实施方式中的笼式收卷机在卷绕水带后的立体示意图。
35.图5是本发明连续水带在第一实施方式中的成型方法的原理示意图。
36.图6是本发明连续水带在第二实施方式中的成型方法的原理示意图。
具体实施方式
37.下面将结合附图详细地对本发明示例性具体实施方式进行说明。如果存在若干具体实施方式,在不冲突的情况下,这些实施方式中的特征可以相互组合。当描述涉及附图时,除非另有说明,不同附图中相同的数字表示相同或相似的要素。以下示例性具体实施方式中所描述的内容并不代表与本发明相一致的所有实施方式;相反,它们仅是与本发明的权利要求书中所记载的、与本发明的一些方面相一致的装置、产品和/或方法的例子。
38.在本发明中使用的术语是仅仅出于描述具体实施方式的目的,而非旨在限制本发明的保护范围。在本发明的说明书和权利要求书中所使用的单数形式的“一种”、“所述”或“该”也旨在包括多数形式,除非上下文清楚地表示其它含义。
39.应当理解,本发明的说明书以及权利要求书中所使用的,例如“第一”、“第二”以及类似的词语,并不表示任何顺序、数量或者重要性,而只是用来区分特征的命名。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。除非另行指出,本发明中出现的“前”、“后”、“上”、“下”等类似词语只是为了便于说明,而并非限于某一特定位置或者一种空间定向。“包括”或者“包含”等类似词语是一种开放式的表述方式,意指出现在“包括”或者“包含”前面的元件涵盖出现在“包括”或者“包含”后面的元件及其等同物,这并不排除出现在“包括”或者“包含”前面的元件还可以包含其它元件。本发明中如果出现“若干”,其含义是指两个以及两个以上。
40.请参照图1至图4所示,本发明揭示了一种连续水带笼式成型设备,其包括胶管挤出设备101、在线编织穿胶管设备100、半成品收纳箱102、成型箱103、牵引机104、笼式收卷机105以及充气机。在本发明的一种实施方式中,所述胶管挤出设备101、所述在线编织穿胶管设备100、所述半成品收纳箱102、所述成型箱103、所述牵引机104、所述笼式收卷机105以及所述充气机依照生产工序从前到后依次布置。
41.所述胶管挤出设备101用以挤出形成胶管200。所述胶管挤出设备101包括螺杆,所述螺杆通过旋转以挤出所述胶管200。所述胶管200为塑料管道,并在所述塑料管道的外层挤出粘结剂;或者所述胶管200为橡胶管道。
42.所述在线编织穿胶管设备100用以让所述胶管200穿过,并同时在所述胶管200上形成编织物300,以形成套筒式半成品。所述在线编织穿胶管设备100为普通水带圆织机。所述水带圆织机包括较圆装置和主动送管装置,以便于所述胶管200与所述编织物300同步牵引,以形成半成品。
43.所述半成品收纳箱102用以收纳所述半成品。所述半成品收纳箱102为无张力收纳箱,其尺寸可容纳万米级水带半成品的叠放。所述半成品收纳箱102可以为一个或者若干个且分布在不同的工序处。
44.所述牵引机104用以将所述半成品牵引进入所述成型箱103。所述牵引机104为平板式牵引机。
45.所述成型箱103用以对所述半成品进行硫化或者粘合,以形成水带500。当所述胶管200为橡胶管道时,所述成型箱103为连续硫化箱,所述成型箱103包括红外加热部分和热
空气加热部分。所述成型箱103为热空气、红外、微波硫化箱或者热风通道,其作用为实现胶管的硫化或胶管表面胶粘剂融化的粘合。
46.所述充气机用以对所述半成品或者所述水带500进行充气,以提高所述胶管200与所述编织物300的结合紧密性。请参照图3所示,在本发明的一种实施方式中,所述充气机为旋转式充气机,其包括气源部分、旋转接头部分400、与旋转接头部分400相连的旋转接头气管401、压力测量及自动控制部分。所述充气机用以实现水带500充气撑圆,从而提供内层胶管与编织物300粘合的所需压力。优选地,所述充气机能够在充气时对所述半成品或者所述水带500自动补压。
47.所述笼式收卷机105用以将所述半成品或者所述水带500进行卷绕。所述笼式收卷机105是由外而内(即向内卷绕)或者由内而外(即向外卷绕)进行自带动力旋转收纳产品的一种装置,其尺寸可以容纳万米级水带的卷绕。所述笼式收卷机105的底部或顶部的中心位置处连接有旋转接头,可通过金属管道与水带500连通供气,实现水带500充气撑圆,以提供内层胶管与编织物300粘合所需的压力。
48.优选地,所述成型箱103安装在所述笼式收卷机105的内部,将所述笼式收卷机105密封,且所述成型箱103的内部装有加热装置,以对所述水带500形成密缝加热。
49.请参照图5所示,本发明还揭示了第一实施方式中的一种连续水带的成型方法,其利用前述的连续水带笼式成型设备,所述成型方法包括如下步骤:
50.s1:通过所述胶管挤出设备101挤出以形成胶管200;
51.s2:将所述胶管200穿过所述在线编织穿胶管设备100,并同时在所述胶管200上形成编织物300,以形成套筒式半成品;
52.s3:将所述半成品收纳在所述半成品收纳箱102中;
53.s4:通过所述牵引机104将所述半成品牵引进入所述成型箱103,并在所述成型箱103内对所述半成品进行硫化或者粘合,以形成水带500;与此同时,通过所述充气机对所述水带500进行充气,以提高所述胶管200与所述编织物300的结合紧密性;
54.s5:通过所述笼式收卷机105对所述水带500进行卷绕;
55.s6:硫化或者粘合结束后,关闭所述充气机。
56.在所述第一实施方式中,所述成型箱103位于所述笼式收卷机105的上一道工序内。在所述第一实施方式的步骤s5中,在对所述水带500进行卷绕时,所述充气机始终保持对所述水带500进行充气,气压始终保持,直到对所述半成品的硫化或者粘合结束。
57.请参照图6所示,本发明还揭示了第二实施方式中的一种连续水带的成型方法,其利用前述的连续水带笼式成型设备,所述成型方法包括如下步骤:
58.s1:通过所述胶管挤出设备101挤出以形成胶管200;
59.s2:将所述胶管200穿过所述在线编织穿胶管设备100,并同时在所述胶管200上形成编织物300,以形成套筒式半成品;
60.s3:将所述半成品收纳在所述半成品收纳箱102中;
61.s4:通过所述牵引机104将所述半成品牵引进入所述成型箱103;与此同时,通过所述充气机对所述半成品进行充气,以提高所述胶管200与所述编织物300的结合紧密性;
62.s5:一边在所述成型箱103内对所述半成品进行硫化或者粘合,以形成水带500,一边通过所述笼式收卷机105对所述水带500进行卷绕;或者
63.通过所述笼式收卷机105对所述半成品进行卷绕,并在卷绕完成后对所述半成品进行硫化或者粘合,以形成所述水带500;
64.s6:在所述半成品硫化或者粘合结束后,关闭所述充气机。
65.在本发明的第二实施方式中,在步骤s4中,对所述半成品进行充气时,使前端充气以保证整条所述半成品膨胀。
66.在本发明的第二实施方式中,当所述成型箱103位于所述笼式收卷机105的上一道工序内,且当在步骤s5中采用一边在所述成型箱103内对所述半成品进行硫化或者粘合,一边通过所述笼式收卷机105对所述水带500进行卷绕的方式进行时,在步骤s6中,当卷绕结束后,关闭所述充气机进行放气。
67.在本发明的第二实施方式中,当所述成型箱103与所述笼式收卷机105是一个整体结构,且当步骤s5中采用一边在所述成型箱103内对所述半成品进行硫化或者粘合,一边通过所述笼式收卷机105对所述水带500进行卷绕的方式进行时,在步骤s6中,当硫化或者粘合结束后,关闭所述充气机进行放气。
68.在本发明的第二实施方式中,当所述成型箱103与所述笼式收卷机105是一个整体结构,且当步骤s5中采用通过所述笼式收卷机105对所述半成品进行卷绕,并在卷绕完成后对所述半成品进行硫化或者粘合的方式进行时,在步骤s6中,当硫化或者粘合结束后,关闭所述充气机进行放气。
69.所属技术领域的技术人员能够理解,上述步骤s1至步骤s6,根据情况可以灵活调整先后顺序,即一些顺序可以提前或者延后或者与其它步骤同时进行。本发明对各个步骤的顺序并不一定严格按照实施方式进行规定。
70.在本发明的实施方式一中:
71.在步骤s1中,具体地,用塑料挤出机挤出dn50tpu管道,同时在管道的外层挤出热熔胶粘剂,挤出温度为140℃-190℃,螺杆转速10-30r/min,挤出速度1-3米/min。
72.在步骤s2中,具体地,将步骤s1中挤出的胶管穿入圆织机中,同时编织出半成品。编织纬线6000旦尼尔,编织密度55根/10cm,经线2000旦尼尔,经线根数430根。
73.在步骤s3中,编织完成后胶管与编织的带坯形成套筒式结构的半成品,并储存在半成品收纳箱102中。
74.在步骤s4中,将所述半成品通过所述半成品收纳箱102转移至下到工序,并通过牵引机104牵引进入成型箱103,进行连续硫化。成型箱103采用红外加热与热空气加热两段式结构,其中红外加热段1米,热空气加热段30米,总长度31米。半成品的牵引速度为5米/min。
75.在步骤s5中,出成型箱103后的水带500进入笼式收卷机105进行储存。
76.在步骤s6中,单根产品生产结束后,关闭旋转式充气机的阀门,由笼式收卷机105释放,按订单长度进行裁切、包装,测试产品剥离强度≥25牛顿/英寸。
77.在本发明的实施方式二中:
78.在步骤s1中,具体地,用橡胶挤出机挤出dn50丁腈橡胶管道,同时在管道的外层挤出热熔胶粘剂,挤出温度为80℃-120℃,螺杆转速10-30r/min,挤出速度1-3米/min。
79.在步骤s2中,具体地,将步骤s1中挤出的胶管穿入圆织机中,同时编织出半成品。编织纬线3000旦尼尔,编织密度68根/10cm,经线2000旦尼尔,经线根数220根双经。
80.在步骤s3中,编织完成后胶管与编织的带坯形成套筒式结构的半成品,并储存在
半成品收纳箱102中。
81.在步骤s4中,将所述半成品通过所述半成品收纳箱102转移至下到工序,并通过牵引机104牵引进入成型箱103,进行连续硫化。成型箱103采用红外加热与热空气加热两段式结构,其中红外加热段1米,热空气加热段30米,总长度31米。半成品的牵引速度为2米/min。
82.在步骤s5中,出成型箱103后的水带500进入笼式收卷机105进行储存。笼式收卷机105为密封结构,通过外通热空气管道对笼式收卷机105内的水带500进行二次保温硫化,热空气温度为100-120℃,硫化时间为30min。
83.在步骤s6中,硫化完成后关闭旋转式充气机的阀门,由笼式收卷机105释放,按订单长度进行裁切、包装,测试产品剥离强度≥45牛顿/英寸。
84.相较于现有技术,本发明可单线连续生产万米级不定长的水带产品,连续生产速度快,制造成本低且大幅度降低了浪费。
85.以上实施方式仅用于说明本发明而并非限制本发明所描述的技术方案,对本发明的理解应该以所属技术领域的技术人员为基础,尽管本说明书参照上述的实施方式对本发明已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本发明进行修改或者等同替换,而一切不脱离本发明的精神和范围的技术方案及其改进,均应涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1