一种渔网浮子熔接成形系统的制作方法
[0001]
本发明涉及渔网技术领域,尤其是指一种渔网浮子熔接成形系统。
背景技术:
[0002]
随着渔业的发展,捕捞的工具也与时俱进。现代渔网主要采用聚乙烯,尼龙等原料进行加工。其具有更长的使用周期,和更高的捕捞效率,通过不同使用方式进行分类。例如,传统捕鱼使用的投网(手网,手抛网),利用船只作为动力的拖网,不同网目挂鳃困鱼的流刺网(三重网,围网)等。这些网针对不同的捕捞对象,使用不同大小的网目,以及不同材料的网线织造而成。同时作为渔网的发展,各种渔业用具也随之产生,例如作为常用捕捞工具的渔笼,四角网等,浮子作为渔网重要组成部分之一,传统的渔网浮子在熔接时,需要经过多道工序中转,中转后再通过机械臂进行热熔,这种方式机械臂一次只能热熔一个辅件,其加工效率低,同时中转工序多,劳动强度大,智能化程度低。
技术实现要素:
[0003]
本发明的目的在于克服现有技术的不足,提供一种结构合理、使用效果好、智能化程度高的渔网浮子熔接成形系统。
[0004]
为实现上述目的,本发明所提供的技术方案为:一种渔网浮子熔接成形系统,它包括有输送带,输送带输出端下方的机架上倾斜安装有推料排板,推料排板上方设有过渡导向组件,推料排板较高一端位于输送带输出端下方,推料排板较低一端位于导料输送带输入端上方,导料输送带表面均匀分布有若干个凸起的隔块,相邻隔块之间形成浮子定位槽,导料输送带其中一侧安装有推送定位组件,导料输送带另一侧的机架上安装有长条形的基板,基板上安装有封头组件,推料排板输出端外侧安装有整形机,整形机入口处设有推送组件,推送组件位于导料输送带输出端端部。
[0005]
所述的过渡导向组件包括有固定侧板,固定侧板固定在推料排板其中一侧边缘处,推料排板另一侧通过侧板调节螺栓安装有活动侧板,固定侧板顶部安装有悬板,悬板一端与固定侧板顶部连接固定,悬板另一端延伸至推料排板承托面上方,其延伸端通过限位调节螺栓安装有排料压板,安装后的排料压板位于固定侧板、活动侧板之间的推料排板承托面上方,输送带输出端的承托面上方安装有导向压板,输送带输入方向的导向压板端部上翘形成导向入口,导向压板另一端向下折弯并与排料压板端部搭接。
[0006]
所述的封头组件包括有固定块、封头气缸、封头导向板、封头限位板、封头弹簧、热熔环、封头导轴,其中,固定块为两个,分别固定在基板长度方向两端顶部,固定块上呈水平活动插装有转座导杆,两条转座导杆其中一端之间安装有封头导向板,安装后的封头导向板正对导料输送带,两块固定块之间的基板上安装有封头气缸,封头气缸的活塞杆与封头导向板连接,封头导向板上沿长度方向设有数量大于2的轴孔,封头导轴一端连接有热熔环,连接后的热熔环正对导料输送带,封头导轴另一端穿过轴孔与封头限位轴一端连接,封头气缸一侧的封头导向板上通过限位板螺杆安装有封头限位板,安装后的封头限位板与封
头导向板之间形成缓冲区,封头限位轴另一端穿过封头限位板形成导向端,缓冲区的封头限位轴上套装有封头弹簧,封头弹簧一端与封头导轴抵触,另一端与封头限位板抵触。
[0007]
所述的推送定位组件包括有气缸支板、定位推板,其中,气缸支板呈水平安装在机架上,气缸支板中心处呈水平安装有定位板气缸,定位板气缸的活塞杆上安装有定位推板,安装后的定位推板正对导料输送带,气缸支板顶部两端固定有推板导块,推板导块上呈水平活动安装有推板导向杆,推板导向杆与定位推板端部连接,定位推板顶部向导料输送带一侧折弯形成接触边,接触边位于导料输送带的承托面上方,定位推板上沿长度方向设有若干个吸风孔,吸风孔内端正对热熔环,吸风孔外端连接有吸风管,基板的长度方向与导料输送带的输送方向一致,基板底部中心处与机架铰接,基板底部其中一侧活动铰接有翻转气缸,翻转气缸另一端向下与机架铰接,基板另一侧紧邻导料输送带。
[0008]
所述的推送组件包括有推送气缸、推送架、定位气缸,其中,推送气缸通过气缸支板安装在导料输送带输出端其中一侧的机架上,整形机入口位于导料输送带输出端另一侧,推送气缸的活塞杆上安装有推送架,推送架位于输送带的承托面上方,输送带另一侧的承托面上方竖直安装有定位气缸,定位气缸的活塞杆竖直向下与定位支板顶部连接,安装后的定位支板位于输送带的承托面上方,定位支板与推送架之间形成推送区,推送架一侧与推送气缸活塞杆连接,推送架另一侧安装有推送板,推送板其中一端的推送架内凹形成阶梯状的调节区,调节区位于输送带输出端的推送架上,调节区内活动安装有长度调节板,长度调节板其中一端活动插装在推送板内,长度调节板另一端固定有调节支板,推送架上活动啮合有支板调节螺杆,支板调节螺杆与调节支板连接。
[0009]
本发明在采用上述方案后,浮子通过输送带带动依次排列至推料排板上,通过推料排板导向进入导料输送带上,导料输送带上的浮子通过封头组件进行封头,封头完成后进入推送组件内,通过推送组件推至整形机内进行整形,采用本方案后的结构合理、使用效果好、智能化程度高。
附图说明
[0010]
图1为本发明的整体结构示意图。
[0011]
图2为本发明的过渡导向组件示意图。
[0012]
图3为本发明的推送定位组件示意图。
[0013]
图4为本发明的封头组件示意图。
[0014]
图5为本发明的推送组件示意图。
具体实施方式
[0015]
下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图5,本实施例所述的一种渔网浮子熔接成形系统包括有输送带1,输送带1输出端下方的机架上倾斜安装有推料排板2,推料排板2上方设有过渡导向组件,推料排板2较高一端位于输送带1输出端下方,推料排板2较低一端位于导料输送带27输入端上方,导料输送带27表面均匀分布有若干个凸起的隔块218,相邻隔块218之间形成浮子定位槽,导料输送带27其中一侧安装有推送定位组件,导料输送带27另一侧的机架上安装有长条形的基板21,基板21上安装有封头组件,推料排板2输出端外侧安装有整形机,整形机入口处设有推送组件,
推送组件位于导料输送带27输出端端部。
[0016]
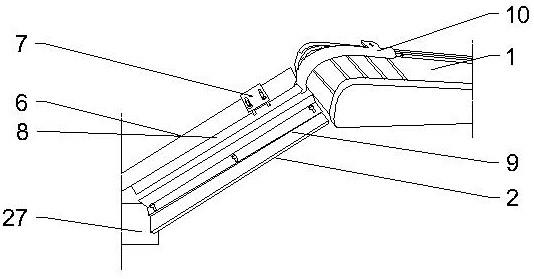
过渡导向组件包括有固定侧板6,固定侧板6固定在推料排板2其中一侧边缘处,推料排板2另一侧通过侧板调节螺栓安装有活动侧板9,固定侧板6顶部安装有悬板7,悬板7一端与固定侧板6顶部连接固定,悬板7另一端延伸至推料排板2承托面上方,其延伸端通过限位调节螺栓安装有排料压板8,安装后的排料压板8位于固定侧板6、活动侧板9之间的推料排板2承托面上方,输送带1输出端的承托面上方安装有导向压板10,输送带1输入方向的导向压板10端部上翘形成导向入口,导向压板10另一端向下折弯并与排料压板8端部搭接。
[0017]
封头组件包括有固定块22、封头气缸23、封头导向板24、封头限位板25、封头弹簧26、热熔环29、封头导轴210,其中,固定块22为两个,分别固定在基板21长度方向两端顶部,固定块22上呈水平活动插装有转座导杆28,两条转座导杆28其中一端之间安装有封头导向板24,安装后的封头导向板24正对导料输送带27,两块固定块22之间的基板21上安装有封头气缸23,封头气缸23的活塞杆与封头导向板24连接,封头导向板24上沿长度方向设有数量大于2的轴孔,封头导轴210一端连接有热熔环29,连接后的热熔环29正对导料输送带27,封头导轴210另一端穿过轴孔与封头限位轴211一端连接,封头气缸23一侧的封头导向板24上通过限位板螺杆安装有封头限位板25,安装后的封头限位板25与封头导向板24之间形成缓冲区,封头限位轴211另一端穿过封头限位板25形成导向端,缓冲区的封头限位轴211上套装有封头弹簧26,封头弹簧26一端与封头导轴210抵触,另一端与封头限位板25抵触。
[0018]
推送定位组件包括有气缸支板213、定位推板217,其中,气缸支板213呈水平安装在机架上,气缸支板213中心处呈水平安装有定位板气缸216,定位板气缸216的活塞杆上安装有定位推板217,安装后的定位推板217正对导料输送带27,气缸支板213顶部两端固定有推板导块214,推板导块214上呈水平活动安装有推板导向杆215,推板导向杆215与定位推板217端部连接,定位推板217顶部向导料输送带27一侧折弯形成接触边,接触边位于导料输送带27的承托面上方,定位推板217上沿长度方向设有若干个吸风孔219,吸风孔219内端正对热熔环29,吸风孔219外端连接有吸风管,基板21的长度方向与导料输送带27的输送方向一致,基板21底部中心处与机架铰接,基板21底部其中一侧活动铰接有翻转气缸212,翻转气缸212另一端向下与机架铰接,基板21另一侧紧邻导料输送带27。
[0019]
推送组件包括有推送气缸32、推送架33、定位气缸34,其中,推送气缸32通过气缸支板安装在导料输送带27输出端其中一侧的机架上,整形机入口位于导料输送带27输出端另一侧,推送气缸32的活塞杆上安装有推送架33,推送架33位于输送带1的承托面上方,输送带1另一侧的承托面上方竖直安装有定位气缸34,定位气缸34的活塞杆竖直向下与定位支板35顶部连接,安装后的定位支板35位于输送带1的承托面上方,定位支板35与推送架33之间形成推送区,推送架33一侧与推送气缸32活塞杆连接,推送架33另一侧安装有推送板38,推送板38其中一端的推送架33内凹形成阶梯状的调节区,调节区位于输送带1输出端的推送架33上,调节区内活动安装有长度调节板39,长度调节板39其中一端活动插装在推送板38内,长度调节板39另一端固定有调节支板310,推送架33上活动啮合有支板调节螺杆311,支板调节螺杆311与调节支板310连接。
[0020]
根据浮子长度和直径,通过限位调节螺栓、侧板调节螺栓对排料压板、活动侧板进行调节,以此适应不同规格浮子的排料(后工序相应部位也跟着一起调整),导向压板根据需要采用相应的调节螺栓安装,以便与排料压板配合,输送带对浮子进行承托输送,浮子行
至导向压板入口处时,通过导向压板导向依次排列后输送至推料排板上,推料排板上的浮子通过排料压板压制,依次输送排列至导料输送带的浮子定位槽内,由导料输送带带动向后行走(浮子长度远远大于隔块长度,隔块长度一般为3cm左右,浮子长度为10-30cm)。
[0021]
原始状态的翻转气缸活塞杆收缩,带动基板旋转(以基板与机架的铰接点为中心),使封头导轴呈竖直状态,热熔环开口向上,将待热熔封盖插入热熔环,热熔环全部插满后,翻转气缸活塞杆伸出带动基板旋转,使封头导轴呈水平状态,封盖正对导料输送带,从而实现对辅件的定位。
[0022]
浮子通过导料输送带带动行至定位推板处时,导料输送带停止,定位板气缸活塞杆伸出带动定位推板向导料输送带中心方向行走,定位推板推动浮子向定位支板方向行走,从而使浮子的熔接端插入封盖内,推送到位后,通过热熔环进行熔接;熔接完成后吸风管由外部吸气泵带动吸风,通过吸风孔将浮子吸出,使浮子熔接端退出热熔环(复位至导料输送带上);导料输送带带动熔接好的浮子继续向后输送,进入整形机入口与推送组件之间。
[0023]
推送组件内原始状态的定位气缸活塞杆伸出,定位支板稍高于输送带承托面,熔接好的浮子通过输送带带动行至推送区时,推送气缸的活塞杆伸出带动推送架行走,推送架同步带动推送板,通过推送板将浮子推向定位支板,通过定位支板使推送区内的所有浮子对齐,对齐后定位气缸活塞杆收缩,带动定位支板上升(定位支板底部高于浮子表面),推送气缸活塞杆继续伸出,通过推送板将对齐后的浮子推入整形机进行修整,从而完成整个动作工序。
[0024]
以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1