基于模压成型工艺的SMC复合材料房车舱门板模具的制作方法
基于模压成型工艺的smc复合材料房车舱门板模具
技术领域
1.本实用新型属于机械领域,涉及模具,尤其是涉及一种基于模压成型工艺的smc复合材料房车舱门板模具。
背景技术:
2.房车舱门板是一种车船用储物门,包括门框和门板面,由于常常处于不同的环境中,需要具备牢固耐用的性能,并且能够起到良好的防水和密封效果。
3.传统的房车舱门板采用合金、uv板等材质制成,不仅易变形,对温度的要求较高,尺寸容易受到较高或较低的温度影响,而且设计难度大,制造模具复杂,生产效率低。
技术实现要素:
4.本申请的目的是针对上述问题,提供一种基于模压成型工艺的smc复合材料房车舱门板模具。
5.为达到上述目的,本实用新型采用了下列技术方案:
6.本申请创造性地提供了一种基于模压成型工艺的smc复合材料房车舱门板模具,包括上模板、下模板和顶出机构,上模板和下模板合模围合成门框成型腔和门板面成型腔,该门框成型腔和门板面成型腔相互分隔设置,所述上模板中水平贯穿有若干上加热通道,所述下模板中水平贯穿有若干下加热通道;所述顶出机构包括顶出板,和纵向连接在该顶出板上的第一顶杆和第二顶杆,所述第一顶杆贯穿所述下模板与门框成型腔连接,所述第二顶杆贯穿所述下模板与门板面成型腔连接。
7.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板上位于环形凹模的内部具有凸部,所述上模板上位于环形凸模的内侧具有凹部,该凹部与所述凸部对应配合,所述凹部的侧壁具有内台阶槽,合模时,所述凸部的侧面与所述内台阶槽构成所述门框筋条槽,且凸部的下端面与所述凹部的底面形成一封闭腔。
8.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述门框成型腔的外侧为弧形勾部;所述下模板具有环形凸模,所述上模板具有与环形凸模配合的环形凹模,所述环形凸模的顶部设有边条,所述边条的外侧面为弧形面,所述环形凹模中具有与该边条对应的边条槽,合模时,所述边条槽的外侧槽面与所述环形凸模的外侧面贴合,且所述边条槽与边条之间形成所述弧形勾部。
9.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板上位于环形凹模的内部具有凸部,所述上模板上位于环形凸模的内侧具有凹部,该凹部与所述凸部对应配合,合模时,所述凸部的下端面与所述凹部形成一封闭腔。
10.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述门板面成型腔为板型结构,该门板面成型腔的下部具有一圈门板筋条槽,所述第二顶杆设于该门板筋条槽的内侧。
11.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板具有
型槽,该型槽中设有嵌件,所述嵌件的外侧壁具有第一弧形台阶槽,该第一弧形台阶槽与下模板的型槽之间形成所述门板筋条槽,并且该嵌件的周向均匀设置有若干顶杆槽,所述第二顶杆的顶端穿设在该顶杆槽。
12.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述第二顶杆的顶端外侧具有第二弧形台阶槽,该第二弧形台阶槽的槽面与所述嵌件的第一弧形台阶槽对齐接合构成所述门板筋条槽的成型面。
13.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板上具有连通门框成型腔与下模板底面的第一排气孔;所述下模板上具有连通门板面成型腔与下模板底面的第二排气孔。
14.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板上位于门框成型腔和门板面成型腔外侧设有若干垫块,合模时,所述上模板与该垫块压紧。
15.在上述的基于模压成型工艺的smc复合材料房车舱门板模具中,所述下模板的四个角分别设置有固定座,所述上模板的四个角分别设置有与固定座一一对应的固定槽,各对应的固定座与固定槽通过直线驱动机构连接;所述固定槽的内侧面设有耐磨块,合模时,所述耐磨块与固定座的侧面贴合;所述耐磨块的外侧面底边为弧形边。
16.与现有的技术相比,本申请的优点在于:
17.1、本实用新型能够实现用模压成型工艺对smc(片状模塑料)复合材料制造房车舱门板,得到尺寸稳定的产品,模具结构简单、易于设计,且一次成型门框和门板面,生产效率高。
18.2、线性开模,抽芯速度快,第二顶杆能够从产品的门板筋条位置顶出,便于对门板深筋结构进行脱模。
19.3、上下加热通道可使模具的整个表面的温度保持一致,温度的统一能减少变形,提高尺寸的稳定性,和产品表面的统一性。
20.4、型腔的弧形勾部结构,易于物料的流动并且减少飞边的产生
附图说明
21.图1是本申请提供的爆炸图。
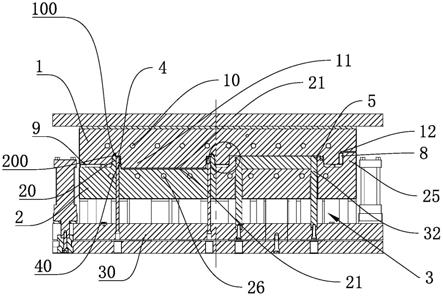
22.图2是本申请提供的剖视图。
23.图3是本申请提供的下模板结构图。
24.图4是图2中的局部结构图。
25.图中,上模板1、上加热通道10、边条槽100、凸部11、固定槽12、下模板2、环形凸模20、边条200、凹部21、内台阶槽 210、嵌件22、第一弧形台阶槽220、顶杆槽221、第一排气孔23、第二排气孔24、固定座25、下加热通道26、顶出机构3、顶出板 30、第一顶杆31、第二顶杆32、第二弧形台阶槽320、门框成型腔4、门框筋条槽40、弧形勾部41、门板面成型腔5、门板筋条槽50、耐磨块8、垫块9。
具体实施方式
26.通过以下具体实施例进一步阐述;
27.实施例一
28.如图1所示,基于模压成型工艺的smc复合材料房车舱门板模具,包括上模板1、下模板2和顶出机构3。
29.如图1和图2所示,上模板1和下模板2合模围合成门框成型腔4和门板面成型腔5,该门框成型腔4和门板面成型腔5相互分隔设置,上模板1中水平贯穿有若干上加热通道10,下模板 2中水平贯穿有若干下加热通道26;顶出机构3包括顶出板30,和纵向连接在该顶出板30上的第一顶杆31和第二顶杆32,第一顶杆31贯穿下模板2与门框成型腔4连接,第二顶杆32贯穿下模板2与门板面成型腔5连接。本实用新型能够实现用模压成型工艺对smc复合材料制造房车舱门板,得到尺寸稳定的产品,模具结构简单、易于设计,且一次成型门框和门板面,生产效率高。 smc即片状模塑料,smc主要原料由gf(专用纱)、up(不饱和树脂)、低收缩添加剂、md(填料)及各种助剂组成。smc具有优越的耐腐蚀性能,质轻及工程设计容易,灵活等优点,其机械性能可以和部分金属材料相媲美,其制造的产品具有良好的刚性,耐变形,使用温度范围大的优点。同时,smc制品的尺寸不易变型,具有优良的耐热性;在冷、热环境中都能很好的保持其性能,适用于户外抗紫外线以及防水功能。
30.具体而言,如图2所示,上加热通道10平行等距间隔排布,下加热通道26平行等距间隔排布。
31.具体而言,结合图1、图2和图3,门框成型腔4为具有框体形结构的腔体,框体形结构的外侧具有一圈弧形勾部41,内侧具有一圈门框筋条槽40。下模板2具有环形凸模20,上模板1具有与环形凸模20配合的环形凹模。下模板2上位于环形凹模的内部具有凸部11,上模板1上位于环形凸模20的内侧具有凹部21,该凹部21与凸部11对应配合,且凹部21的侧壁具有内台阶槽 210。环形凸模20的顶部设有边条200,边条200的外侧面为弧形面,环形凹模中具有与该边条200对应的边条槽100。合模时,凸部11的侧面与内台阶槽210构成门框筋条槽40,边条槽100 的外侧槽面与环形凸模20的外侧面贴合,且边条槽100与边条 200之间形成弧形勾部41,使型腔边缘为圆弧面结构,易于物料的流动并且减少飞边的产生。第一顶杆31设于该门框筋条槽40 的外侧,沿开模方向纵向顶出产品。
32.结合图1、图2和图3,门板面成型腔5为具有板型结构的腔体,该门板面成型腔5的下部具有一圈门板筋条槽50,下模板2 包括下模板本体和嵌件22,下模板本体中具有型槽,该型槽中设有嵌件22,嵌件22的外侧壁具有第一弧形台阶槽220,该第一弧形台阶槽220与下模板2的型槽之间形成门板筋条槽50,并且该嵌件22的周向均匀设置有若干顶杆槽221,第二顶杆32的顶端穿设在该顶杆槽221,从而第二顶杆32设于该板筋条槽50的内侧。第二顶杆32的顶端外侧具有第二弧形台阶槽320,该第二弧形台阶槽320的槽面与嵌件22的第一弧形台阶槽220对齐接合构成门板筋条槽50的成型面,使第二顶杆32能够从产品的门板筋条位置顶出,便于对门板深筋结构进行脱模。
33.如图3所示,环形凸模20上具有连通门框成型腔4与下模板 2底面的第一排气孔23;嵌件22上具有连通门板面成型腔5与下模板2底面的第二排气孔24。以便对成型腔内气体进行排气。
34.如图2所示,下模板2的四个角分别设置有固定座25,上模板1的四个角分别设置有与固定座25一一对应的固定槽12,各对应的固定座25与固定槽通过直线驱动机构7连接,进行纵向开模和合模;固定槽12的内侧面设有耐磨块8。下模板2上位于门框成型腔4和门板面成型腔5外侧设有若干垫块9。合模时,耐磨块8与固定座25的侧面贴合;耐磨块8的外侧面底
边为弧形边;凸部11的下端面与凹部21的底面不直接贴合,凸部11的下端面与凹部21的底面形成一封闭腔6,上模板1与该垫块9压紧。避免上下模板水平向挤压磨损而影响产品尺寸,并且耐磨块8能够减少直线驱动机构7的横向振动,从而使合模和开模时具有良好的线性,保证产品的稳定。
35.耐磨块8和垫块9优选为聚四氟乙烯材料。
36.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
37.尽管本文较多地使用上模板1、上加热通道10、边条槽100、凸部11、固定槽12、下模板2、环形凸模20、边条200、凹部21、内台阶槽210、嵌件22、第一弧形台阶槽220、顶杆槽221、第一排气孔23、第二排气孔24、固定座25、下加热通道26、顶出机构3、顶出板30、第一顶杆31、第二顶杆32、第二弧形台阶槽 320、门框成型腔4、门框筋条槽40、弧形勾部41、门板面成型腔5、门板筋条槽50耐磨块8、垫块9等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1