一种床垫袋装弹簧的计数分断机的制作方法
1.本实用新型涉及床垫生产领域,尤其涉及一种床垫袋装弹簧的计数分断机。
背景技术:
2.独立袋装床垫是将每一个独立弹簧施压之后用无纺布袋子装填入袋,再加以连结排列,然后用胶粘合在一起形成床网。床网上面一般粘上海棉层,让每一袋弹簧都能够受力均匀,使用时感觉会更加舒适。上述袋装弹簧通过专用机械将弹簧装入无纺布袋子中,无纺布袋子相互连接,呈长条状,根据床垫的尺寸和功能不同,每排需要装入的弹簧数量不同,因此需要将装有弹簧的无纺布袋子按照弹簧数量分开。现有的分断工作由人工完成,工人数出预定数量的弹簧后用剪刀将后续相邻的袋子剪开,然后再通过封口机将开口焊合。上述工作是枯燥的重复动作,人工操作效率低,不利于降低生产成本。
技术实现要素:
3.本实用新型所要解决的技术问题在于,提供一种床垫袋装弹簧的计数分断机,可自动完成袋装弹簧的计数和分断工作,节省人力,生产效率高。
4.为了解决上述技术问题,本实用新型提供了一种床垫袋装弹簧的计数分断机,包括皮带送簧组件和焊接切断组件,所述皮带送簧组件包括对称设置的输送皮带,所述输送皮带下方设有托板,所述袋装弹簧在输送皮带之间随皮带移动;所述焊接切断组件包括上活动板、下活动板、下模、超声波模头和切刀;所述下模设于下活动板上,所述超声波模头设于上活动板上,所述切刀设于所述下模中,所述下模和超声波模头能够相对移动并压紧,所述切刀能够在所述下模中移动,将相邻的袋装弹簧分开。
5.作为上述方案的改进,所述下模和超声波模头的工作部均设有切刀槽,所述切刀与切刀气缸连接,所述切刀气缸能够驱动所述切刀在所述切刀槽中移动。
6.作为上述方案的改进,所述焊接切断组件还包括下固定板和上固定板,所述下固定板通过下气缸与下活动板连接,所述上固定板通过上气缸与上活动板连接。
7.作为上述方案的改进,所述皮带送簧组件还包括输送电机、传动件,所述输送电机通过所述传动件带动所述输送皮带转动。
8.作为上述方案的改进,两组输送带分别设于不同的活动座上,两个活动座和丝杆配合连接,丝杆一端为正牙螺纹,一端为反牙螺纹,当丝杆转动时,两个活动座会同时移动,相互靠近或远离。
9.作为上述方案的改进,所述托板的上方设有压板。
10.作为上述方案的改进,还包括滚轮送簧组件,所述滚轮送簧组件设于皮带送簧组件的进料端,用于将袋装弹簧牵引,进入所述滚轮送簧组件和皮带送簧组件之间的缓冲区中。
11.作为上述方案的改进,还包括出料组件,所述出料组件包括出料输送带和推料机构;所述推料机构设于所述出料输送带一侧,所述出料输送带用于将分断完成的袋装弹簧
送出;所述推料机构用于将所述出料输送带上的袋装弹簧从所述出料输送带一侧推出。
12.作为上述方案的改进,所述推料机构包括推料气缸和推板,所述推板与所述推料气缸连接并设于所述出料输送带一侧,所述推料气缸能够驱动所述推板从所述出料输送带的一侧移动到另一侧。
13.作为上述方案的改进,所述切刀的一侧设有第一感应器,所述皮带送簧组件上方设有第二感应器。
14.实施本实用新型,具有如下有益效果:
15.采用上述结构,当预定数量的袋装弹簧通过焊接切断组件后,所述下模和超声波模头相互压紧,两个弹簧的相邻位置的包装袋进行再次焊合,然后通过切刀将焊合位置从中央切开,产生预定弹簧数量的袋装弹簧组。预定弹簧数量的袋装弹簧组可以直接装入床垫中,进行后续的床垫生产工作。袋装弹簧的计数精准,切割迅捷,焊接质量高,能够节约人力,提高生产效率。
附图说明
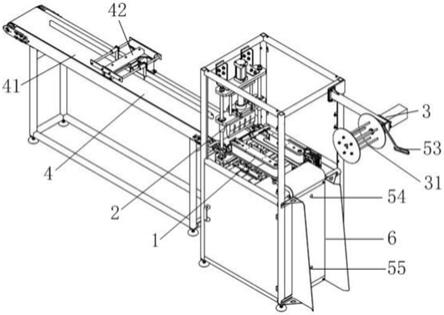
16.图1是本实用新型一种床垫袋装弹簧的计数分断机的结构示意图;
17.图2是本实用新型的焊接切断组件的结构示意图;
18.图3是本实用新型的下模和切刀的装配图;
19.图4是本实用新型的皮带送簧组件的结构示意图;
20.图5是本实用新型的推料机构的结构示意图;
21.图6是本实用新型的袋装弹簧计数和对正原理图。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
23.如图1-图3所示,本实用新型提供了一种床垫袋装弹簧的计数分断机,包括皮带送簧组件1和焊接切断组件2,所述皮带送簧组件1包括对称设置的输送皮带(11a,11b),所述输送皮带(11a,11b)下方设有托板12,所述袋装弹簧在输送皮带(11a,11b)之间随皮带移动;所述焊接切断组件2包括上活动板21、下活动板22、下模23、超声波模头24和切刀25;所述下模23设于下活动板22上,所述超声波模头24设于上活动板21上,所述切刀25设于所述下模23中,所述下模23和超声波模头24能够相对移动并压紧,所述切刀25能够在所述下模23中移动,将相邻的袋装弹簧分开。所述切刀25的一侧设有第一感应器51,所述皮带送簧组件1上方设有第二感应器52。
24.采用上述结构,当预定数量的袋装弹簧通过焊接切断组件2后,所述下模23和超声波模头24相互压紧,两个弹簧的相邻位置的包装袋进行再次焊合,然后通过切刀25将焊合位置从中央切开,产生预定弹簧数量的袋装弹簧组。预定弹簧数量的袋装弹簧组可以直接装入床垫中,进行后续的床垫生产工作。袋装弹簧的计数精准,切割迅捷,焊接质量高,能够节约人力,提高生产效率。
25.其中,所述下模23和超声波模头24的工作部均设有切刀槽231,所述切刀25与切刀
气缸29连接,所述切刀气缸29能够驱动所述切刀25在所述切刀槽231中移动。所述焊接切断组件2还包括下固定板26和上固定板27,所述下固定板26通过下气缸28与下活动板22连接,所述上固定板27通过上气缸29与上活动板21连接。所述下固定板26和下活动板22、上固定板27和上活动板21之间还设有导柱20。
26.优选地,结合图4,所述皮带送簧组件1还包括输送电机18、传动件12,所述输送电机18通过所述传动件12带动所述输送皮带(11a,11b)转动。为了满足不同弹簧的尺寸,两组输送带(11a,11b)分别设于不同的活动座(13,14)上,两个活动座(13,14)和丝杆15配合连接,丝杆15一端为正牙螺纹,一端为反牙螺纹,当丝杆15转动时,两个活动座(13,14)会同时移动,相互靠近或远离,从而调节两根输送皮带(11a,11b)的间距。更优地,所述托板12的上方设有压板17。所述压板17与所述托板12配合,能够将弹簧可靠限制在预定轨迹上活动,有利于后续的弹簧计量工作。
27.在实际工作中,为了匹配不同工位的物料需求,本床垫袋装弹簧的计数分断机是间歇工作的。为了满足弹簧进料速度波动的要求,本设备包括滚轮送簧组件3,所述滚轮送簧组件3设于皮带送簧组件1的进料端,包括送料滚轮31,用于将袋装弹簧牵引,进入所述滚轮送簧组件3和皮带送簧组件1之间的缓冲区6中。所述送料滚轮31的进料端设有第三感应器53,缓冲区6的上端设有第四感应器54,下端设有第五感应器55。
28.结合图5,为了实现分断后的袋装弹簧组的自动出料,本设备还可以包括出料组件4,所述出料组件4包括出料输送带41和推料机构42;所述推料机构42设于所述出料输送带41一侧,所述出料输送带41用于将分断完成的袋装弹簧送出;所述推料机构42用于将所述出料输送带41上的袋装弹簧从所述出料输送带41一侧推出。所述推料机构42包括推料气缸43和推板44,所述推板44与所述推料气缸43连接并设于所述出料输送带41一侧,所述推料气缸43能够驱动所述推板44从所述出料输送带41的一侧移动到另一侧。
29.本设备的工作原理是:
30.送料滚轮31旋转,连续的袋装弹簧7从送料滚轮31送入,由于自身重力下垂至缓冲区6中。当设于送料滚轮31的进料端的第三感应器53感应不到弹簧,即代表弹簧已经送完,送料滚轮31停转。当位于缓冲区6下端的第五感应器55感应不到弹簧,即代表弹簧不足,送料滚轮31旋转,以补足缓冲区6中的弹簧。当位于缓冲区6上端的第四感应器54感应不到弹簧,即代表弹簧严重不足,设备整体停机。
31.结合图6,缓冲区6中的弹簧经过皮带送簧组件1的整理和输送,将逐个通过焊接切断组件2。所述第四感应器54用于感应两个弹簧移动过程与第四感应器54的距离差,从而计算通过的弹簧数量,所述第三感应器53对应两个弹簧之间的空隙,用于感知两个弹簧的邻接部分是否刚好处于所述下模23和超声波模头24之间。当预定数量的弹簧通过了所述下模23和超声波模头24,并且最后一个弹簧与下一弹簧的邻接部分刚好处于所述下模23和超声波模头24之间时,所述下模23和超声波模头24相互靠近并紧压,所述超声波模头24使压紧位置的包装袋产生高温,从而实现焊接工作。焊接完成后,所述切刀25在下模23和超声波模头24的切刀槽231中运动,将袋装弹簧切开。
32.被分断的袋装弹簧组进入出料组件44中,所述出料输送带41将袋装弹簧组继续向前移送,移送预定距离后,所述推料气缸43驱动所述推板44从所述出料输送带41的一侧移动到另一侧,将袋装弹簧组预设的存储容器中进行收集和转运。
33.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1