一种激光焊接系统及设备的制作方法
1.本实用新型实施例涉及焊接工艺技术领域,特别涉及一种激光焊接系统及设备。
背景技术:
2.塑料激光焊接是一种热影响范围非常小的焊接工艺,具有不会产生飞边、无粉尘、无烟气的特点。自动化塑料激光焊接设备能实现非常高的产量,同时几乎不需要任何日常耗材,设备的维护也相当简单。因此塑料激光焊接技术越来越受到制造行业的青睐。在汽车工业,激光焊接塑料技术可用于制造很多汽车零部件,如燃油喷嘴、变档机架、发动机传感器、驾驶室机架、液压油箱、过滤架、前灯和尾灯等。其它汽车方面的应用还包括进气管光歧管的制造以及辅助水泵的制造。在医学领域,激光焊接技术可用于制造液体储槽、液体过滤器材、软管连接头、造口术袋子、助听器、移植体、分析用的微流体器件等。激光焊接是一项无振动技术,因此它特别适合用于加工精密的电子元器件。
3.激光锡焊是以激光作为热源,熔融锡使焊件达到紧密贴合的一种钎焊方法。相比传统锡焊工艺,该方法具有加热速度快,热输入量及热影响小;焊接位置可精确控制;焊接过程自动化;可精确控制钎料的量,焊点一致性好;可大幅减少钎焊过程中的挥发物对操作人员的影响;非接触式加热,不存在接触焊接导致的应力;适合复杂结构零件焊接,激光加工精度较高,光斑可以达到微米级别,加工时间程序控制,精度远高于传统工艺方式;细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工,避免不断更换烙铁头;无静电威胁,洁净的加工方式,无耗品,维护简单,操作方便;可用光纤传输,因此可在常规方式不易施焊部位进行加工,灵活性好,聚焦性好,易于实现多工位装置的自动化等等优点。因此,激光锡焊有巨大的潜力和应用去替代传统的锡焊方式,已经逐步获得了广泛的应用。
4.在实现本实用新型实施例过程中,发明人发现以上相关技术中至少存在如下问题:1)由于塑料和焊锡的熔化温度和所需能量都较低,且对激光吸收较好,激光器功率密度太高容易过焊导致焊接质量较差,因此,对焊接区域温度的监控至关重要,而目前针对塑料及锡焊应用的焊接系统缺少温度监控;2)现有焊接系统通常需要接入外置置冷却系统,这导致焊接系统整体重量、体积和成本都较大;3)现有的激光输出系统中,激光输出头不可替换,不易实现多种多样的应用场景;4)在工作过程中,若是激光焊接头从激光输出头上意外脱落,激光输出头依旧输出激光,造成危险,然而现有激光焊接系统中没有防止激光焊接头意外脱落的报警系统。
技术实现要素:
5.针对现有技术的上述缺陷,本实用新型实施例的目的是提供一种体积小、成本低、散热效果好、安全性高以及能监控焊接区域温度的激光焊接系统及设备。
6.本实用新型实施例的目的是通过如下技术方案实现的:
7.为解决上述技术问题,第一方面,本实用新型实施例中提供了一种应用于塑料焊
接和锡焊的激光焊接系统,所述系统包括:
8.激光输出系统,包括可替换的激光输出头;
9.激光焊接头,与所述激光输出头连接,用于将光束聚焦照射在待加工工件表面;
10.线缆互锁报警系统,用于检测所述激光焊接头是否在工作状态下与所述激光输出头有效接通;
11.温度反馈系统,用于检测并获取焊接区域的加工温度;
12.冷却系统,用于对所述激光输出系统进行散热;
13.控制系统,分别与所述激光输出系统、所述线缆互锁报警系统、所述温度反馈系统和所述冷却系统连接,用于在检测到所述激光焊接头与所述激光输出头断开,和/或,所述温度反馈系统所获取的温度超过预设阈值时,关闭所述激光输出系统或者减少所述激光输出系统的输出功率。
14.在一些实施例中,所述激光输出系统包括:半导体激光器、紫外激光器和/或光纤激光器中的至少一种。
15.在一些实施例中,所述半导体激光器包括:
16.若干组泵浦阵列;
17.合束器,其泵浦输入端与所述泵浦阵列连接;
18.包层光去除器,其输入端与所述合束器的输出端连接;
19.激光输出头,其输入端与所述包层光去除器的输出端连接,其输出端用于输出激光。
20.在一些实施例中,所述半导体激光器还包括:
21.红外激光器,其用于激光器的出光指示,其输出端与所述合束器的泵浦输入端连接;
22.线缆固定块,其输入端与所述包层光去除器的输出端连接,其输出端与激光输出头的输入端连接。
23.在一些实施例中,所述冷却系统为风冷散热系统,所述风冷散热系统包括:
24.分别设于所述半导体激光器两侧的出风口风扇阵列和进风口风扇阵列,所述风冷散热系统配置为空气从所述进风口风扇阵列向所述出风口风扇阵列流动。
25.在一些实施例中,所述风冷散热系统还包括:降噪填充物,
26.所述降噪填充物分别置于所述出风口风扇阵列和所述进风口风扇阵列的周围。
27.在一些实施例中,所述风冷散热系统还包括风冷散热腔体;
28.所述若干组泵浦阵列、所述合束器、所述包层光去除器和所述线缆固定块固定于所述风冷散热腔体内,所述激光输出头通过所述线缆固定块固定于所述风冷散热腔体上,所述出风口风扇阵列与所述进风口风扇阵列设于所述风冷散热腔体相对两侧。
29.在一些实施例中,所述控制系统包括互锁报警线缆接插口,所述互锁报警线缆系统包括:
30.依次连接的互锁报警线缆插头、互锁报警线缆传输线、互锁报警线缆接触头;以及,
31.磁吸接触头,其设于所述互锁报警线缆接触头的端部;
32.互锁短接线,其设于所述激光焊接头上;
33.其中,
34.所述互锁报警线缆接触头设于所述激光输出头上,且配置为在所述激光输出头与所述激光焊接头接通时,所述磁吸接触头与所述互锁短接线连接;在所述激光输出头与所述激光焊接头断开时,所述磁吸接触头与所述互锁短接线断开;
35.所述互锁报警线缆接插口与所述互锁报警线缆插头连接,以使所述控制系统在所述磁吸接触头接触头与所述互锁短接线断开时,能够控制所述激光输出系统停止输出激光。
36.在一些实施例中,所述控制系统包括温度反馈线缆接插口,所述温度反馈系统包括:
37.依次连接的温度反馈线缆插头、温度反馈线缆传输线、温度反馈线缆传感器;以及,
38.温度反馈线缆滤波片,其设于所述温度反馈线缆传感器探测面,用于过滤焊接过程中返回的杂散光;
39.其中,
40.所述温度反馈线缆传感器设于所述激光焊接头上,用于检测并获取焊接区域的温度;
41.所述温度反馈线缆接插口与所述温度反馈线缆插头连接,以使所述控制系统能够根据温度反馈线缆传感器获取的温度,控制所述激光输出系统的输出功率。
42.在一些实施例中,所述系统还包括:供电系统,其包括:
43.整流器,其设有交流电输入接口;
44.驱动电路模块,其设有直流电输入口,并分别与所述整流器、所述冷却系统和所述激光输出系统电性连接。
45.为解决上述技术问题,第二方面,本实用新型实施例中提供了一种激光器焊接设备,包括如上述第一方面所述的激光焊接系统。
46.与现有技术相比,本实用新型的有益效果是:区别于现有技术的情况,本实用新型实施例中提供了一种激光焊接系统及设备,该系统包括:激光输出系统、与激光输出系统的激光输出头连接的激光焊接头、线缆互锁报警系统、温度反馈系统、冷却系统以及控制系统,其中,控制系统分别与激光输出系统、线缆互锁报警系统、温度反馈系统和冷却系统连接,用于在检测到激光焊接头与激光输出头断开,和/或,温度反馈系统所获取的温度超过预设阈值时,关闭激光输出系统或者减少所述激光输出系统的输出功率,本实用新型实施例提供的激光焊接系统适用于激光锡焊与塑料焊接,且内置有冷却系统,具有体积小、成本低、散热快、安全性高以及能监控焊接区域温度的优点。
附图说明
47.一个或多个实施例中通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件/模块和步骤表示为类似的元件/模块和步骤,除非有特别申明,附图中的图不构成比例限制。
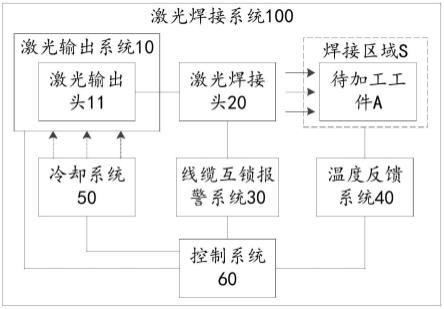
48.图1是本实用新型实施例提供的一种激光焊接系统的结构框图;
49.图2是本实用新型实施例提供的一种激光焊接系统的结构示意图;
50.图3是本实用新型实施例提供的一种半导体激光器的结构示意图;
51.图4是本实用新型实施例提供的一种线缆互锁报警系统的结构示意图;
52.图5是本实用新型实施例提供的一种温度反馈系统的结构示意图。
53.图6是本实用新型实施例提供的一种激光器焊接设备的结构示意图。
具体实施方式
54.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进。这些都属于本实用新型的保护范围。
55.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
56.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是用于限制本实用新型。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
57.此外,下面所描述的本实用新型各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
58.为了解决目前激光焊接系统功率密度过高、需要增加外置冷却系统,导致光焊接系统体积大、质量重及成本等问题,本实用新型实施例提供了一种激光焊接系统,请参见图1,其示出了本实用新型实施例提供的一种激光焊接系统的结构框图,该激光焊接系统100包括:激光输出系统10、激光焊接头20、线缆互锁报警系统30、温度反馈系统40、冷却系统50和控制系统60。
59.其中,所述激光输出系统10,包括可替换的激光输出头11;所述激光焊接头20,与所述激光输出头11连接,用于将光束聚焦照射在待加工工件a表面;所述线缆互锁报警系统30,用于检测所述激光焊接头 20是否在工作状态下与所述激光输出头11有效接通;所述温度反馈系统40,用于检测并获取焊接区域s的加工温度;所述冷却系统50,用于对所述激光输出系统10进行散热;所述控制系统60,分别与所述激光输出系统10、所述线缆互锁报警系统30、所述温度反馈系统40和所述冷却系统50连接,用于在检测到所述激光焊接头20与所述激光输出头11断开,和/或,所述温度反馈系统40所获取的温度超过预设阈值时,关闭所述激光输出系统10或者减少所述激光输出系统10的输出功率。在一些实施例中,所述激光输出系统10包括:半导体激光器、紫外激光器和/或光纤激光器中的至少一种。
60.优选地,请参见图2,其示出了本实用新型实时提供的一种激光焊接系统的结构,图2所示实施例采用半导体激光器107作为所述激光输出系统10;采用风冷散热系统作为所述冷却系统50;所述控制系统60 中设置有控制电路模块112,所述控制电路模块112与所述半导体激光器107连接,用于控制所述半导体激光器107的输出。
61.其中,所述风冷散热系统包括:分别设于所述半导体激光器107两侧的出风口风扇阵列105和进风口风扇阵列109,所述风冷散热系统配置为空气从所述进风口风扇阵列109
向所述出风口风扇阵列105流动。优选地,所述的出风口风扇阵列105为3-5个风扇阵列,与所述进风口风扇阵列109规格和数量一样,风扇工作时,风从进风口风扇阵列109 向出风口风扇阵列105方向流动。所述风冷散热系统还包括:降噪填充物106,所述降噪填充物106分别置于所述出风口风扇阵列105和所述进风口风扇阵列109的周围。所述的降噪填充物106为能吸收声波的材料,用于降低风扇工作时产生的噪音。
62.在一些实施例中,请一并参见图3,其示出了本实用新型实施例提供的一种半导体激光器的结构,所述半导体激光器(ddl,direct diodelaser)包括:若干组泵浦阵列201/207、合束器203、包层光去除器204 和激光输出头206。优选地,所述半导体激光器还包括红外激光器202 和线缆固定块205。图3中的激光输出头206即为图1所示的激光输出头11。
63.其中,所述合束器203,其泵浦输入端与所述泵浦阵列201/207连接;所述包层光去除器204,其输入端与所述合束器203的输出端连接;所述激光输出头206,其输入端与所述包层光去除器204的输出端连接,其输出端用于输出激光;所述红外激光器202,其用于激光器的出光指示,其输出端与所述合束器203的泵浦输入端连接;所述线缆固定块205,其输入端与所述包层光去除器204的输出端连接,其输出端与激光输出头206的输入端连接。
64.在一些实施例中,所述风冷散热系统还包括风冷散热腔体208;所述出风口风扇阵列105与所述进风口风扇阵列109设于所述风冷散热腔体208相对两侧;所述若干组泵浦阵列201/207、所述合束器203、所述包层光去除器204和所述线缆固定块205固定于所述风冷散热腔体 208内,所述激光输出头206通过所述线缆固定块205固定于所述风冷散热腔体208上。
65.所述若干组泵浦阵列201/207包括n个泵源,其中,n为大于等于 2的整数。优选地,所述泵源阵列201为3个功率在30w-120w的泵源,且发射波长915nm;所述泵源阵列207为3个功率30w-120w的泵源,且泵源发射的激光中心波长为976nm;所述红外激光器202为发射650nm 波长的激光器。
66.所述合束器203的泵浦输入端与所述若干组泵浦阵列201/207连接,其信号输入端与所述红外激光器202的输出端连接。所述合束器203 为(n+1)x1合束器,所述合束器203包括n个泵浦输入端,用于分别接入所述n个泵源。优选地,所述合束器203为3x1合束器或4x1合束器或7x1合束器,合束器203的输入光纤为105/125或135/155,输出光纤的芯径为200um或300um或400um。
67.所述包层光去除器204的输入端与所述合束器203的输出端连接,所述包层光去除器204用于剥除光纤的包层光。优选地,所述的包层光去除器204的光纤和所述合束器203的输出光纤一样。
68.所述激光输出头206的输入端与所述包层光去除器204的输出端连接,其输出端用于输出激光,实现激光的柔性输出。优选地,所述激光输出头206可以选用d80、sma905或标准qbh等激光器输出接头中的任意其中一种,适用性高。
69.所述若干组泵浦阵列201/207、所述红外激光器202、所述合束器 203、所述包层光去除器204贴设在所述风冷散热腔体208的表面上,所述出风口风扇阵列105和进风口风扇阵列109设置在所述风冷散热腔体208相对的两侧。优选地,所述风冷散热腔体208为带有铝合金散热翅片。
70.在一些实施例中,本实用新型还配置了传输线缆脱落报警功能,以防止传输线缆
意外脱落时半导体激光器继续输出激光而产生危险,所述控制系统60还包括互锁报警线缆接插口111,所述互锁报警线缆接插口 111的一端与所述控制电路模块112连接,另一端与线缆互锁报警系统 30连接,以确定所述激光输出头11和激光焊接头20的通断;所述控制电路模块112配置为在检测到所述激光输出头11与所述焊接头20断开时关闭所述半导体激光器107。
71.请参见图4,其示出了本实用新型实施例提供的一种线缆互锁报警系统的结构,需要说明的是,所述互锁报警线缆系统30包括:依次连接的互锁报警线缆插头301、互锁报警线缆传输线302、互报警线缆接触头303;以及,磁吸接触头304,其设于所述互锁报警线缆接触头303 的端部;互锁短接线305,其设于所述激光焊接头20上;其中,所述互锁报警线缆接触头303设于所述激光输出头11上,且配置为在所述激光输出头11与所述激光焊接头20接通时,所述磁吸接触头304与所述互锁短接线305连接;在所述激光输出头11与所述激光焊接头20断开时,所述磁吸接触头304与所述互锁短接线305断开;所述互锁报警线缆接插口111与所述互锁报警线缆插头301连接,以使所述控制系统60 在所述吸磁接触头304与所述互锁短接线305断开时,能够控制所述激光输出系统10停止输出激光。
72.在进行塑料焊接和/或焊锡工作时,所述半导体激光器107的激光输出头11与激光焊接头20固定,此时互锁短接线305与互锁报警线缆接触头303上的磁吸接触块304连接,线缆互锁报警系统通过互锁报警线缆插头301于控制电路模块112形成一个导通的回路,此时,控制电路模块112控制所述驱动电路模块102给所述半导体激光器107正常供电。所述半导体激光器107正常运行中时,若激光输出头11与激光焊接头20断开或意外脱落,此时互锁短接线305与磁性接触块304断开,所述线缆互锁报警系统工作,反馈所述断开或意外脱落的信息至所述控制电路模块112,从而控制所述驱动电路模块102断开对所述半导体激光器107的供电,此时所述半导体激光器107无激光输出,从而保证了所述半导体激光器107的使用安全。
73.在一些实施例中,本实用新型还配置了具有高精度、灵敏度的温度反馈功能,以防止过度加热损坏焊接零件,所述控制系统60还包括温度反馈线缆接插口110,所述温度反馈线缆接插口110的一端与所述控制电路模块112连接,另一端与温度反馈系统40连接,以获取焊接区域s的温度;所述控制电路模块112配置为在检测到所述焊接区域s的温度高于预设阈值时减少所述半导体激光器107的输出功率。
74.请参见图5,其示出了本实用新型实施例提供的一种温度反馈系统的结构示意图,所述温度反馈系统40包括:依次连接的温度反馈线缆插头401、温度反馈线缆传输线402、温度反馈线缆传感器403;以及,温度反馈线缆滤波片404,其设于所述温度反馈线缆传感器403探测面,用于过滤焊接过程中返回的杂散光;其中,所述温度反馈线缆传感器403 设于所述激光焊接头20上,用于检测并获取焊接区域s的温度;所述温度反馈线缆接插口110与所述温度反馈线缆插头401连接,以使所述控制系统60能够根据温度反馈线缆传感器403获取的温度,控制所述激光输出系统10的输出功率。
75.所述温度反馈系统40工作时,通过所述温度反馈线缆传感器403 实时检测焊接区域s的温度,并通过温度反馈线缆传输线402将所述焊接区域s的温度反馈至所述控制电路模块112,控制电路模块112根据所述焊接区域s的温度控制所述驱动电路模块102调整所述半导体激光器107的输出功率。同时,通过预设温度报警值,当温度超过预设阈值时减少所
述半导体激光器107的输出功率,进一步地,在所述温度过高时,所述控制电路模块112还可以控制所述驱动电路模块102断开对所述半导体激光器107的供电,避免了所述半导体激光器107在高温下持续出光而烧毁待加工工件a,从而确保待加工工件a的使用安全。
76.在一些实施例中,请继续参加图1和图2,所述激光焊接系统还包括供电系统,其包括:整流器104,其设有交流电输入接口103;驱动电路模块102,其设有直流电输入口101,并分别与所述整流器104、所述冷却系统50和所述激光输出系统10电性连接。
77.其中,所述直流电输入接口101的输入端用于与直流电源连接。所述交流电输入接口103的输入端用于与交流电源连接,优选地,所述交流电源为220v的交流市电。所述整流器104的输入端与所述交流电输入接口103的输出端连接,所述整流器104能够将从所述交流电输入接口103输入的220v交流电转换为直流电后输出,为驱动电路模块102 供电。
78.所述驱动电路模块102的电源输入端与所述直流电输入接口101的输出端和/或所述整流器104的输出端连接,其电源输出端与所述半导体激光器107、所述出风口风扇阵列105、所述进风口风扇阵列109和所述控制电路模块112连接,以为所述半导体激光器107中的泵源阵列、所述出风口风扇阵列105和所述进风口风扇阵列109供电。
79.在一些实施例中,请继续参见图2,所述激光焊接系统还包括:固定基板108,所述半导体激光器107、所述整流器104、所述控制电路模块112和所述驱动电路模块102固定在所述固定基板108上。
80.在一些实施例中,请参见图6,其示出了一种激光器焊接设备的结构,所述激光器焊接设备500包括如图1-5及其实施例任一项所述的激光焊接系统100。所述激光器焊接设备500可以是任意类型的用于激光锡焊与塑料焊接的采用激光器作为能量源的焊接设备,可根据实际需要进行设置。
81.具体地,结合上述附图1至附图6,下面提供两个具体实施例对本实用新型作进一步阐述。
82.实施例一
83.请一并参见上述图1所示的激光焊接系统的结构以及图2所示半导体激光器107的结构,本实用新型实施例提供的激光焊接系统中提供了一种输出功率为200w的半导体激光器107,该半导体激光器107采用 sma905输出头作为所述半导体激光器107的激光输出头206。具体地,
84.在所述半导体激光器107中,所述的泵源阵列201为6个输出尾纤 105/125的40w/915nm泵源;所述的红外激光器202为发射波长650nm 的红光激光器;所述的合束器203为输入光纤105/125,输出光纤 300/360的7x1合束器;所述的包层光去除器204为带封装的300/360 剥模器;所述激光输出头206为sma905接头。
85.在所述激光焊接系统中,所述的出风口风扇阵列105和进风口风扇阵列109皆采用5个60mmx60mm的静音风扇,所述的降噪填充物106采用的是阻燃材料的吸引泡沫棉,所述驱动电路模块102和控制电路模块 112采用的是自开发的电路板。
86.所述温度反馈系统的设置如下:所述温度反馈线缆传感器403固定于激光加工设备上的激光焊接头,所述温度反馈线缆传感器403对准焊接工件时,能够检测焊接工件的温度。应用在焊锡时,可以阶梯设置多个温度阈值,实现对所述半导体激光器107的输出功率的控制,例如,温度在280℃以内,控制所述半导体激光器107正常出光;温度值280℃
ꢀ‑
350
℃,所述半导体激光器107输出功率调整为满功率的60%;待焊接工件温度超过350℃时,关闭所述半导体激光器107停止输出进行冷却;待焊接工件的温度重新下降到安全温度区间内时,控制所述半导体激光器107重启重新继续输出。所述温度反馈系统能够确保焊接工件不会过热,从而烧毁焊接工件。
87.所述互锁报警线缆系统的设置如下:在进行塑料焊接和/或焊锡工作时,所述半导体激光器107的激光输出头11与激光焊接头20固定,此时互锁短接线305与互锁报警线缆接触头303上的磁吸接触块304连接,线缆互锁报警系统通过互锁报警线缆插头301于控制电路模块112 形成一个导通的回路,此时,控制电路模块112控制所述驱动电路模块 102给所述半导体激光器107正常供电。所述半导体激光器107正常运行中时,若激光输出头11与激光焊接头20断开或意外脱落,此时互锁短接线305与磁性接触块304断开,所述线缆互锁报警系统工作,反馈所述断开或意外脱落的信息至所述控制电路模块112,从而控制所述驱动电路模块102断开对所述半导体激光器107的供电,此时所述半导体激光器107无激光输出,从而保证了所述半导体激光器107的使用安全。
88.实施例二
89.请一并参见上述图1所示的激光焊接系统的结构以及图2所示半导体激光器107的结构,本实用新型实施例提供的激光焊接系统中提供了一种输出功率为300w的半导体激光器107,该半导体激光器107采用 qbh输出头作为所述半导体激光器107的激光输出头206。具体地,
90.在所述半导体激光器107中,所述泵源阵列201为3个输出尾纤 135/155的120w/915nm泵源;所述的红外激光器202为发射波长650nm 的红光激光器;所述合束器203为输入光纤135/155,输出光纤300/360 的4x1合束器;所述包层光去除器204为带封装的300/360剥模器;所述激光输出头206为qbh接头。
91.所述激光焊接系统、温度反馈系统的设置及互锁报警线缆系统的设置与上述实施例一种激光焊接系统及温度反馈系统的设置相同,此处不再赘述。
92.本实用新型实施例中提供了一种激光焊接系统及设备,该系统包括:激光输出系统、与激光输出系统的激光输出头连接的激光焊接头、线缆互锁报警系统、温度反馈系统、冷却系统以及控制系统,其中,控制系统分别与激光输出系统、线缆互锁报警系统、温度反馈系统和冷却系统连接,用于在检测到激光焊接头与激光输出头断开,和/或,温度反馈系统所获取的温度超过预设阈值时,关闭激光输出系统或者减少所述激光输出系统的输出功率,本实用新型实施例提供的激光焊接系统适用于激光锡焊与塑料焊接,且内置有冷却系统,具有体积小、成本低、散热快的优点。
93.需要说明的是,以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。
94.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;在本实用新型的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本实用新型的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本实用新型进行了详细的说明,本
领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1