一步法中空板材连续生产系统的制作方法
1.本实用新型涉及密炼成型领域,具体涉及一步法中空板材连续生产系统。
背景技术:
2.中空板材在生产过程中,需要依次经过密炼、挤出、成型等工序,最终得到瓦楞结构的中空板材,可广泛应用于物流包装行业。
3.申请号为cn201520090550.7的中国实用新型专利公开了密炼、挤出及造粒自动化一体机,包括机架,设置在机架上的密炼室,还包括装设在密炼室内的至少一条搅拌转子,装设在机架上的驱动装置,该驱动装置与搅拌转子传动连接;设置在密炼室下方的螺杆挤出装置,装设在所述螺杆挤出装置出料口上的成型模具;装设在机架上用于将经成型模具成型后的物料切成颗粒的切粒装置;装设在机架上的支架,所述支架上装设有用于向密炼室加压的加压装置。
4.然而在现有技术中,中空板材的生产采用两步法,首先由密炼造粒设备将原料进行密炼后,再挤出造粒,得到母粒材料,再由挤出成型设备将母粒材料重新熔融后挤出成型得到最终产品,生产工序复杂,能耗高。
技术实现要素:
5.针对以上问题,本实用新型提供了一步法中空板材连续生产系统,通过在前道密炼工位后设置用于直接成型中空板的挤出成型工位以及用于对成型后的中空板进行冷却和剪裁的分切工位,将熔融密炼和挤出成型得到最终成品整合形成完整生产线,从而实现一步法连续生产,生产效率高、能耗低且连续生产使得产品性能品质大大提高,解决了现有技术中存在的生产工序复杂,能耗高等技术问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一步法中空板材连续生产系统,包括机架、设置于所述机架上且用于粉料进给的上料工位、与所述上料工位相连且用于粉料熔融密炼的密炼工位,还包括与所述密炼工位相连且用于直接成型中空板的挤出成型工位以及与所述挤出成型工位相连且用于对经挤出成型工位成型后的中空板进行冷却和剪裁的分切工位。
8.作为优选,所述挤出成型工位包括依次相连的计量喂料机a、挤出机、中空板模具以及真空定型平台;所述计量喂料机a与所述密炼工位的出料口相连。
9.作为优选,所述挤出机与中空板模具之间还依次设置有换网器以及熔体计量泵。
10.作为优选,所述上料工位包括至少一个底部料仓、与所述底部料仓相对应设置于所述机架顶部的真空吸料料斗以及用于将所述底部料仓内的粉料转移至所述真空吸料料斗内的吸料组件。
11.作为优选,所述吸料组件包括与所述底部料仓相对应设置的罗茨吸料泵以及对应连接设置于所述底部料仓以及所述真空吸料料斗之间的真空吸管。
12.作为优选,所述密炼工位包括依次相连的计量喂料机b以及平行式密炼机。
13.作为优选,还包括连接设置于所述上料工位以及密炼工位之间的混合活化工位。
14.作为优选,所述混合活化工位包括依次相连的计量喂料机c、低温混合机以及储料仓;所述计量喂料机c与所述真空吸料料斗的出料端相连,所述计量喂料机b与所述储料仓的出料端相连。
15.作为优选,所述分切工位包括依次连接的牵引机a、加热校直装置、风冷装置、电晕处理机、牵引机b、格子板剪板机以及接料平台。
16.本实用新型的有益效果在于:
17.(1)本实用新型采用一体自动化流程线,由不同功能的单击组合连续构成,以完成供料、熔融、塑炼、挤出、流延进模、冷却、裁剪至半成品的连续工序,通过在前道密炼工位后设置用于直接成型中空板的挤出成型工位以及用于对成型后的中空板进行冷却和剪裁的分切工位,将熔融密炼和挤出成型得到最终成品整合形成完整生产线,从而实现一步法连续生产,生产效率高、能耗低且连续生产使得产品性能品质大大提高,解决了现有技术中存在的生产工序复杂,能耗高等技术问题;
18.(2)本实用新型通过设置混合活化工位,可实现将多种原料按照一定比例进行混合活化处理,混合活化处理完成后转入储料仓进行中间暂存,以配合后续进行熔融密炼处理,从而增大了生产线适用范围。
附图说明
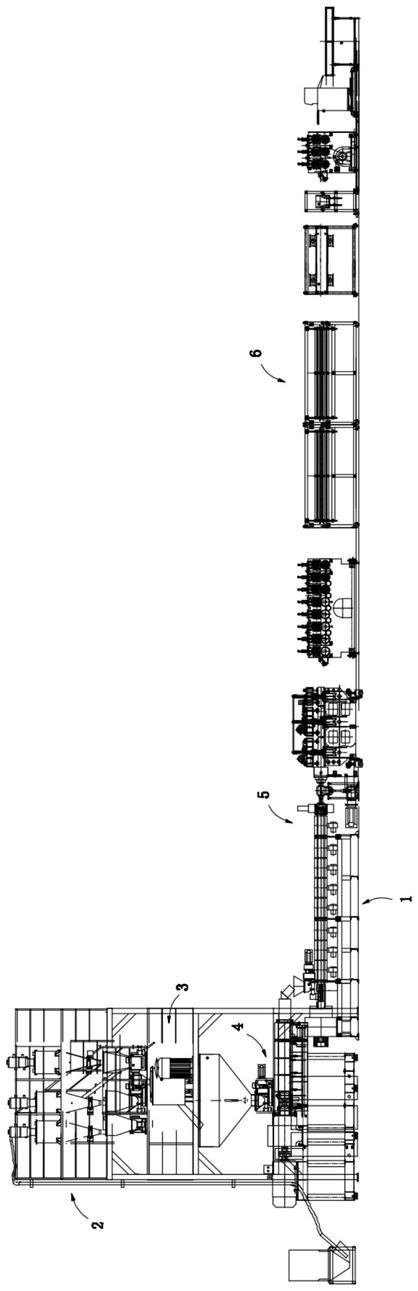
19.图1为本实用新型整体结构示意图;
20.图2为本实用新型局部结构示意图一;
21.图3为本实用新型局部结构示意图二。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.实施例一
26.如图1所示,一步法中空板材连续生产系统,包括机架1、设置于所述机架 1上且用于粉料进给的上料工位2、与所述上料工位2相连且用于粉料熔融密炼的密炼工位4,还包括
与所述密炼工位4相连且用于直接成型中空板的挤出成型工位5以及与所述挤出成型工位5相连且用于对经挤出成型工位5成型后的中空板进行冷却和剪裁的分切工位6。
27.在本实施例中的生产系统,采用一体自动化流程线,由不同功能的单击组合连续构成,以完成供料、熔融、塑炼、挤出、流延进模、冷却、裁剪至半成品的连续工序。
28.本实施例通过在前道密炼工位4后设置用于直接成型中空板的挤出成型工位5以及用于对成型后的中空板进行冷却和剪裁的分切工位6,将熔融密炼和挤出成型得到最终成品整合形成完整生产线,省去中间造粒工序,从而实现一步法连续生产,简化生产流程,大大提高生产效率、降低能耗,有利于节能减排,并且连续生产的方式使得产品性能品质大大提高。
29.值得说明的是,本实施例中的生产系统,生产过程属于清洁生产,对环境友好。
30.作为优选,如图2所示,所述挤出成型工位5包括依次相连的计量喂料机 a51、挤出机52、中空板模具53以及真空定型平台54;所述计量喂料机a51与所述密炼工位4的出料口相连。
31.在本实施例中,通过将密炼工位4、挤出成型工位5以及分切工位6前后连续设置,原料经密炼工位4完成熔融塑化后,通过计量喂料机a51输送至挤出机 52,并直接挤出至中空板模具53内进行成型,得到设定的厚度和形状的中空板材产品,即上下两层而中空的瓦楞板材,进一步经过真空定型平台54、加热校直装置62进行定型处理后,由风冷装置63进行冷却,再由格子板剪板机66进行裁剪,得到尺寸符合包装箱要求的片材。
32.需要补充说明的是,所述计量喂料机a51设置为双螺杆喂料机,所述挤出机 52设置为单螺杆挤出机。
33.作为优选,所述挤出机52与中空板模具53之间还依次设置有换网器55以及熔体计量泵56。
34.作为优选,所述上料工位2包括至少一个底部料仓21、与所述底部料仓21 相对应设置于所述机架1顶部的真空吸料料斗22以及用于将所述底部料仓21 内的粉料转移至所述真空吸料料斗22内的吸料组件23。
35.作为优选,所述吸料组件23包括与所述底部料仓21相对应设置的罗茨吸料泵231以及对应连接设置于所述底部料仓21以及所述真空吸料料斗22之间的真空吸管232。
36.作为优选,所述密炼工位4包括依次相连的计量喂料机b41以及平行式密炼机42。
37.需要补充说明的是,所述计量喂料机b41设置为双螺计量杆喂料机。
38.作为优选,如图3所示,所述分切工位6包括依次连接的牵引机a61、加热校直装置62、风冷装置63、电晕处理机64、牵引机b65、格子板剪板机66以及接料平台67。
39.需要补充说明的是,所述牵引机a61设置为八辊牵引机;所述牵引机b65 设置为三辊牵引机。
40.本实施例中的一步法中空板材连续生产系统取连续生产模式,生产流程分为:
41.步骤一:自动供料阶段,所述上料工位2对物料进行自动计量输送,在低温混合机32内进行低温高混,对物料进行分散活化处理;
42.步骤二:分散活化后的物料输入密炼工位4进行熔融密炼;
43.步骤三:通过充分密炼、熔融的物料由计量喂料机a51推入挤出机52并进入中空板模具53;
44.步骤四:进入中空板模具53的模头流延并成型得到中空板材;
45.步骤五:成型得到的中空板材进入分切工位6,依次经过冷却、定型、剪裁后,得到半成品片材。
46.实施例二
47.为简便起见,下文仅描述实施例二与实施例一的区别点;该实施例二与实施例一的不同之处在于:
48.作为优选,如图1所示,还包括连接设置于所述上料工位2以及密炼工位4 之间的混合活化工位3。
49.作为优选,如图2所示,所述混合活化工位3包括依次相连的计量喂料机 c31、低温混合机32以及储料仓33;所述计量喂料机c31与所述真空吸料料斗 22的出料端相连,所述计量喂料机b41与所述储料仓33的出料端相连。
50.在本实施例中,通过设置混合活化工位3,配合至少一个所述真空吸料料斗 22设置计量喂料机c31,并在计量喂料机c31出料口设置低温混合机32,实现将多种原料按照一定比例进行混合活化处理,混合活化处理完成后转入储料仓 33进行中间暂存,配合后续进行熔融密炼处理。
51.作为一种优选的实施方式,所述底部料仓21、真空吸料料斗22、计量喂料机c31分别对应设置有三组,用于承接不同原始物料。
52.需要补充说明的是,所述计量喂料机c31设置为失重计量喂料机。
53.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1