格栅结构的制作方法
1.本实用新型涉及格栅技术领域,特别涉及一种格栅结构。
背景技术:
2.格栅结构在电磁屏蔽、通气散热、结构减重、管道保护、杂质过滤等方面拥有广泛的应用。传统格栅结构分为金属格栅和塑料格栅,金属格栅通常采用3d打印或电火花线切割开孔,塑料格栅常采用注射或模压成型方案。电磁功能一体化格栅,需要赋予格栅壁功能层结构,以实现吸波、频率选择、电磁屏蔽等功能。
3.传统电磁功能格栅,主要通过喷涂吸波/屏蔽材料,赋予结构一定的电磁吸波和屏蔽功能,涂层厚度控制不均匀、涂层附着力较低,长期使用存在脱落风险。
技术实现要素:
4.鉴于上述问题,本实用新型的目的在于提供一种格栅结构,从而提高格栅结构的可靠性。
5.根据本实用新型的一方面,提供一种格栅结构,包括:
6.主体结构,包括格栅孔;
7.格栅功能层,设置在所述格栅孔的侧壁,所述格栅功能层的侧壁的外表面与所述主体结构连接,
8.其中,所述格栅功能层为第一模具铺覆成型功能层,所述第一模具为格栅孔模具柱。
9.可选地,所述主体结构为第二模具成型结构,所述第二模具为包括所述第一模具的所述格栅功能层。
10.可选地,所述格栅孔模具柱为钢制模具;
11.所述主体结构为热固化玻璃纤维预浸纱线。
12.可选地,所述格栅孔为方形孔;
13.所述主体结构的玻璃纤维预浸纱线包括交织的经向线和纬向线。
14.可选地,所述格栅功能层为超材料。
15.可选地,所述格栅孔模具柱为铝合金模具;
16.所述主体结构为热压罐固化碳纤维预浸料。
17.可选地,所述格栅孔为方形孔;
18.所述主体结构的碳纤维预浸料包括交织的经向料和纬向料。
19.可选地,所述格栅功能层为吸波材料
20.可选地,所述格栅功能层的侧壁为封闭侧壁。
21.可选地,所述主体结构包括阵列分布的多个格栅孔;
22.所述格栅功能层为至少一个,设置在所述多个格栅孔中的至少一个格栅孔的侧壁。
23.本实用新型提供的格栅结构包括主体结构,该主体结构的格栅孔侧壁设置有格栅功能层,其中,该格栅功能层为第一模具铺覆成型功能层,第一模具为格栅孔模具柱,在格栅孔模具柱上铺覆成型格栅功能层,可精确控制格栅功能层的厚度,形成的格栅功能层的厚度均匀,与主体结构连接的附着力的着力面积充足,连接可靠性高,降低了格栅功能层长期使用的脱落风险,可提高格栅结构的使用耐久度的可靠性。
24.进一步地,主体结构为第二模具成型结构,利用格栅功能层为第二模具而成型,成型过程中自适应地与格栅功能层表面匹配,与格栅功能层的连接的界面强度良好,可提高格栅结构的主体结构与格栅功能层的连接稳固性,提高格栅结构的连接的可靠性,提高格栅结构的使用耐久度。
附图说明
25.通过以下参照附图对本实用新型实施例的描述,本实用新型的上述以及其他目的、特征和优点将更为清楚,在附图中:
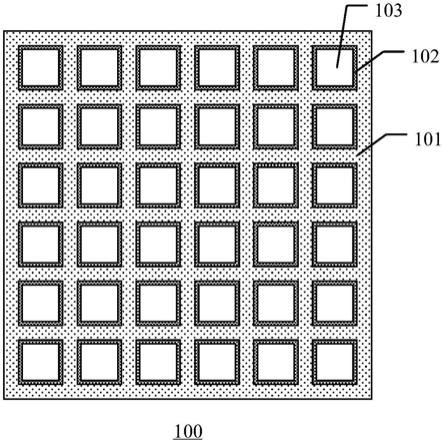
26.图1示出了根据本实用新型实施例的格栅结构的结构示意图;
27.图2示出了根据本实用新型实施例的格栅结构的制作工艺示意图;
28.图3a、图3b和图3c示出了根据本实用新型实施例的格栅结构的格栅功能层的制备工艺示意图。
具体实施方式
29.以下将参照附图更详细地描述本实用新型的各种实施例。在各个附图中,相同的元件采用相同或类似的附图标记来表示。为了清楚起见,附图中的各个部分没有按比例绘制。
30.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
31.图1示出了根据本实用新型实施例的格栅结构的结构示意图。
32.如图1所示,本实用新型实施例的格栅结构100包括主体结构101,主体结构101中包括格栅孔103,格栅功能层102设置在格栅孔103的侧壁,格栅功能层102的侧壁的外表面与主体结构101连接。
33.其中,格栅功能层102为第一模具铺覆成型功能层,即格栅功能层102为通过在第一模具表面铺覆功能材料并固化成型的功能层;主体结构101为第二模具成型结构,即主体结构101为以第二模具为成型辅助而成型的结构,主体结构101与格栅功能层102可共固化成型,成型后的主体结构101和格栅功能层102的连接界面相互的匹配度好,连接的接触面充分,可提高连接的附着力的附着面积,提高连接的可靠性,且如果是共胶接连接,由于其接触面的匹配度好,胶接的连接可靠性也高。
34.主体结构101与格栅功能层102的连接界面匹配,可共固化或共胶接成型,具备良好的界面强度,提高主体结构101与格栅功能层102的连接可靠性,可降低格栅结构100长期使用中的格栅功能层102与主体结构101的脱落风险,提高使用耐久度,提高格栅结构100的可靠性。
35.在本实施例的格栅结构100中,格栅功能层102的侧壁为封闭侧壁,且每一个格栅孔103中均设置有格栅功能层102,各向的功能性均匀,在可选实施例中,格栅功能层102为
至少一个,设置在多个格栅孔103中的至少一个格栅孔的侧壁,对应为格栅结构100的部分格栅孔位置提供相应的附加功能。其中,对应的功能与格栅功能层102的材质相关,例如格栅功能层102的材质为吸波材料、超材料等,可通过吸波材料实现吸波功能,用于隐身结构的制作,通过超材料的电磁功能,可实现电磁屏蔽、频率选择、透波等功能。
36.图2示出了根据本实用新型实施例的格栅结构的制作工艺示意图。
37.如图2所示,本实用新型实施例的格栅结构的制作工艺包括在底盘220上阵列间隔设置第二模具210,第二模具210包括格栅孔模具柱和包围格栅孔模具柱侧壁的成型的格栅功能层102。
38.在第二模具210之间形成了纵横交织的主体结构成型空间201,在该主体结构成型空间201的横向空间中铺设经向线材231,在该主体结构成型空间的纵向空间中铺设纬向线材232,经向线材231和纬向线材232彼此交织且整体交叠铺设,铺设材料完毕后,固化成型可获得如图1所示的格栅结构100的成型的主体结构101,主体结构101成型后,再脱除格栅孔模具210,可获得如图1所示的格栅结构100。
39.图3a、图3b和图3c示出了根据本实用新型实施例的格栅结构的格栅功能层的获取工艺示意图。
40.如图3a所示,在本实施例中,格栅孔模具柱211为方形柱,与格栅的格栅孔相匹配,本实施例的格栅结构100的格栅孔103为方形孔,所用的格栅孔模具柱211也设计为方形柱,在其它可选实施例中,格栅孔为多边形,例如为三角形,其格栅孔模具柱可相应的设计为三棱柱,对应的,其主体结构成型空间包括交织的三向空间,在该三向空间中铺设三向的线材并固化可获得相应的具有三角形格栅孔的主体结构。
41.如图3b和图3c所示,在格栅孔模具柱211的侧壁表面上铺覆相应的功能材料,并固化成型后,可获得第二模具210。
42.其中,铺覆材料可以铺设的吸波材料,固化成型后在格栅孔模具柱211的侧壁表面上形成吸波功能套筒212;或者铺覆材料为贴覆的超材料,固化成型后在格栅孔模具211的侧壁表面形成电磁功能套筒213。吸波功能套筒212和电磁功能套筒213对应构成格栅功能层102,分别对应最终获得带有吸波功能的一体化格栅结构和带有电磁功能的一体化格栅结构。
43.在本实施例中,格栅孔模具柱211为用于格栅功能层102成型的第一模具,利用第一模具为成型辅助模具,可以获得厚度精确的格栅功能层102。
44.其中,在格栅孔模具柱211的侧壁表面上成型了格栅功能层102后,格栅功能层102和格栅模具柱211可一同作为第二模具,用于主体结构101的成型模具,在成型过程中,该第二模具为实心模具,可保障主体结构101成型过程中的结构支撑,保障获得的主体结构101的结构特征。在可选实施例中,格栅功能层102为固化成型结构,可以单独作为第二模具用于主体结构101的成型辅助模具。
45.在一种可选实施例中,格栅孔模具柱211为钢制模具,格栅孔103为方形孔,主体结构101为热固化玻璃纤维预浸料纱线,对应的经向线材231和纬向线材232为玻璃纤维预浸料纱线材质的经向线和纬向线,对应的格栅功能层102为超材料。工艺与各部件的材质匹配,提高成型后的一体化的格栅结构的结构特性,提高整体结构连接的稳固性,提高格栅结构的使用耐久。
46.在另一种可选实施例中,格栅孔模具柱211为铝合金模具,格栅孔103为方形孔,主体结构101为热压罐固化碳纤维预浸料,对应的经向线材231和纬向线材232为热压罐固化碳纤维预浸料材质的经向料和纬向料,对应的格栅功能层102为吸波材料。工艺与各部件的材质匹配,提高成型后的一体化的格栅结构的结构特性,提高整体结构连接的稳固性,提高格栅结构的使用耐久。
47.本实用新型的格栅结构包括主体结构,在主体结构的格栅孔侧壁设置有格栅功能层,其中,该格栅功能层为第一模具铺覆成型功能层,第一模具为格栅孔模具柱,在格栅孔模具柱上铺覆成型格栅功能层,形成的格栅功能层的厚度均匀,可精确控制格栅功能层的厚度,提高格栅结构的功能特性。
48.主体结构利用格栅功能层为第二模具而成型,可提高格栅结构的主体结构与格栅功能层的连接稳固性,提高格栅结构的连接的可靠性,提高格栅结构的使用耐久度。
49.依照本实用新型的实施例如上文所述,这些实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施例。显然,根据以上描述,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地利用本实用新型以及在本实用新型基础上的修改使用。本实用新型仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1