一种应用于注塑模具的斜顶抽芯复合结构的制作方法
1.本实用新型涉及注塑模具技术领域,尤其涉及一种应用于注塑模具的斜顶抽芯复合结构。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法;注塑成型方法的优点是生产速度快、效率高、操作可实现自动化、花色品种多、形状可以由简到繁、尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。其中,塑胶件注塑成型需要通过注塑模具来实现,
3.在注塑模具使用过程中,对于内凸结构一般需要采用斜顶注塑模具,而针对内凸结构具有孔结构的塑胶件而言,其需要另外设置侧抽芯机构,且侧抽芯机构与斜顶相对独立,这样就会增加整个注塑模具的结构。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足而提供一种应用于注塑模具的斜顶抽芯复合结构,该应用于注塑模具的斜顶抽芯复合结构设计新颖、结构简单,且能够同时实现斜顶、抽芯动作。
5.为达到上述目的,本实用新型通过以下技术方案来实现。
6.一种应用于注塑模具的斜顶抽芯复合结构,该注塑模具包括有下模板、顶针板、成型斜顶,成型斜顶包括有呈倾斜延伸的倾斜杆部、设置于倾斜杆部上端部的成型部,成型斜顶的倾斜杆部的下端部装设于顶针板;
7.成型斜顶的成型部装设有侧抽芯机构,侧抽芯机构包括有呈水平横向布置的成型镶针,成型斜顶的成型部对应成型镶针开设有横向完全贯穿的斜顶通孔,成型镶针嵌装于成型部的斜顶通孔内;
8.下模板于成型斜顶的旁侧开设有容置腔,容置腔内嵌装有镶针导板,镶针导板的上端部通过枢轴铰装于下模板,镶针导板开设有倾斜延伸的引导槽,成型镶针的端部装设有引导销轴,引导销轴嵌插于镶针导板的引导槽内;
9.下模板的容置腔内还嵌装有朝成型镶针侧顶推镶针导板下端部的弹簧。
10.其中,所述下模板对应所述弹簧开设有定位孔,弹簧的一端部嵌插于下模板的定位孔内,弹簧的另一端部与所述镶针导板的下端部抵接。
11.其中,所述斜顶通孔内嵌装有滑套,所述成型镶针嵌装于滑套的中心孔内。
12.本实用新型的有益效果为:本实用新型所述的一种应用于注塑模具的斜顶抽芯复合结构,该注塑模具包括有下模板、顶针板、成型斜顶,成型斜顶包括有呈倾斜延伸的倾斜杆部、设置于倾斜杆部上端部的成型部,成型斜顶的倾斜杆部的下端部装设于顶针板;成型斜顶的成型部装设有侧抽芯机构,侧抽芯机构包括有呈水平横向布置的成型镶针,成型斜顶的成型部对应成型镶针开设有横向完全贯穿的斜顶通孔,成型镶针嵌装于成型部的斜顶
通孔内;下模板于成型斜顶的旁侧开设有容置腔,容置腔内嵌装有镶针导板,镶针导板的上端部通过枢轴铰装于下模板,镶针导板开设有倾斜延伸的引导槽,成型镶针的端部装设有引导销轴,引导销轴嵌插于镶针导板的引导槽内;下模板的容置腔内还嵌装有朝成型镶针侧顶推镶针导板下端部的弹簧。通过上述结构设计,本实用新型具有设计新颖、结构简单的优点,且能够同时实现斜顶、抽芯动作。
附图说明
13.下面利用附图来对本实用新型进行进一步的说明,但是附图中的实施例不构成对本实用新型的任何限制。
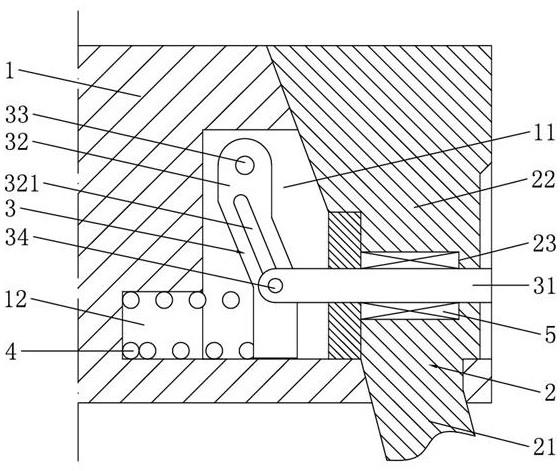
14.图1为本实用新型的结构示意图。
15.在图1中包括有:
16.1——下模板
ꢀꢀꢀꢀꢀꢀꢀ
11——容置腔
17.12——定位孔
ꢀꢀꢀꢀꢀꢀ
2——成型斜顶
18.21——倾斜杆部
ꢀꢀꢀꢀ
22——成型部
19.23——斜顶通孔
ꢀꢀꢀꢀ
3——侧抽芯机构
20.31——成型镶针
ꢀꢀꢀꢀ
32——镶针导板
21.321——引导槽
ꢀꢀꢀꢀꢀ
33——枢轴
22.34——引导销轴
ꢀꢀꢀꢀ
4——弹簧
23.5——滑套。
具体实施方式
24.下面结合具体的实施方式来对本实用新型进行说明。
25.如图1所示,一种应用于注塑模具的斜顶抽芯复合结构,该注塑模具包括有下模板1、顶针板、成型斜顶2,成型斜顶2包括有呈倾斜延伸的倾斜杆部21、设置于倾斜杆部21上端部的成型部22,成型斜顶2的倾斜杆部21的下端部装设于顶针板。
26.其中,如图1所示,成型斜顶2的成型部22装设有侧抽芯机构3,侧抽芯机构3包括有呈水平横向布置的成型镶针31,成型斜顶2的成型部22对应成型镶针31开设有横向完全贯穿的斜顶通孔23,成型镶针31嵌装于成型部22的斜顶通孔23内。
27.进一步的,下模板1于成型斜顶2的旁侧开设有容置腔11,容置腔11内嵌装有镶针导板32,镶针导板32的上端部通过枢轴33铰装于下模板1,镶针导板32开设有倾斜延伸的引导槽321,成型镶针31的端部装设有引导销轴34,引导销轴34嵌插于镶针导板32的引导槽321内。
28.另外,下模板1的容置腔11内还嵌装有朝成型镶针31侧顶推镶针导板32下端部的弹簧4。
29.需解释的是,本实用新型的弹簧4采用以下方式实现安装定位,具体的:下模板1对应弹簧4开设有定位孔12,弹簧4的一端部嵌插于下模板1的定位孔12内,弹簧4的另一端部与镶针导板32的下端部抵接。
30.还有就是,为保证成型镶针31相对成型斜顶2的成型部22稳定可靠地横向水平移动,本实用新型采用下述导向结构设计,具体的:斜顶通孔23内嵌装有滑套5,成型镶针31嵌
装于滑套5的中心孔内。
31.在本实用新型进行脱模的过程中,顶针板推动成型斜顶2朝上移动,成型斜顶2的成型部22逐渐地脱离塑胶件,在此过程中,成型镶针31随着成型斜顶2同步移动;由于成型镶针31的引导销轴34插入至镶针导板32的引导槽321内,在引导槽321的引导作用下,成型镶针31逐渐地退离塑胶件并完成侧抽芯动作,即本实用新型能够同时实现斜顶、侧抽芯动作。
32.需进一步指出的是,在合模时,由于弹簧4的弹力作用,弹簧4会朝成型镶针31侧顶推镶针导板32,在弹簧4的弹力作用下,成型镶针31能够准确地进入至成型位置。
33.综合上述情况可知,通过上述结构设计,本实用新型具有设计新颖、结构简单的优点,且能够同时实现斜顶、抽芯动作。
34.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1