一种手机配件注塑成型装置的制作方法
1.本实用新型涉及手机配件的生产领域,具体涉及一种手机配件注塑成型装置。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。目前市场的注塑模具,提高了塑胶制品的生产效率,然而在使用过程中,主要采用风冷的方式,容易出现降温不均匀的情况,从而造成橡胶制品出现不规则的情况,影响产品质量,故而提出一种快速冷却成型的注塑模具解决上述问题。
3.其中,专利发明专利号为cn201921933910.x中公开了一种具有快速冷却功能的手机配件注塑模具,虽然通过固定模内部的储存箱和输送泵,便于将储存内部的冷凝液快速注入和排出冷却腔的内部,冷凝液快速给型腔冷却降温,利用蛇形弯管避免出现降温不均匀的情况,确保型腔内部的橡胶制品不会出现质量问题,达到了冷却效果好的目的;但是,其采用的蛇形弯管与冷却腔接触,当通入冷却液后,冷却液在蛇形弯管的进入端先进行吸收热,当冷却液流动并靠近蛇形弯管的出液端,温度已经较在进入端的温度高,从而导致在蛇形弯管的出液端的吸热能力变差,从而进一步形成温度不均匀,不能提高产品质量;并且所述冷却液排出冷却腔后没有回流到储存箱内,而储存箱也没有设置散热机构,造成了冷却液的浪费,提高生产成本;最后,储存箱设置在固定模内,由于固定模会吸收型腔内的温度,导致固定模温度升高,从而储存箱进行加热,导致冷却液冷却失效,降低生产效率。
技术实现要素:
4.有鉴于此,本实用新型目的是提供一种具有提高生产效率、冷却均匀、提高产生质量和绿色环保的手机配件注塑成型装置。
5.为了解决上述技术问题,本实用新型的技术方案是:一种手机配件注塑成型装置,包括工作台,设置在所述工作台顶部的固定模,设置在所述工作台上的、并且对应设置在所述固定模侧面的活动模,设置在所述活动模底部的横移机构,还包括设置在所述固定模内的冷却机构,以及设置在所述工作台内的、并与所述冷却机构连通的排热机构。
6.作为优选,所述固定模靠近所述活动模的一侧设置有型腔,所述型腔的上方设置有第一注塑道。
7.作为优选,所述冷却机构包括冷却腔,设置在所述冷却腔侧面中部的冷液管,设置在所述冷却腔侧面中部的、且位于所述冷液管上下两侧的出热支管,所述出热支管末端连接并连通有出热主管;所述冷液管和出热主管皆与所述排热机构连接并连通。
8.作为优选,所述冷液管上设置有冷却泵,所述冷却泵与冷液管连接并连通。
9.作为优选,所述排热机构包括冷却排,设置在所述冷却排底部的散热腔,设置在所述散热腔内的、并与所述冷却排固定连接的散热鳍,以及设置在所述散热鳍侧面的散热风
扇。
10.作为优选,所述活动模靠近所述固定模的一侧设置有模盖,所述模盖的上方设置有第二注塑道。
11.作为优选,所述横移机构包括横移电机,设置在所述横移电机侧面的第一丝杠,设置在所述第一丝杠上的横移螺母,以及设置在所述横移电机与第一丝杠之间的第一联轴器。
12.作为优选,所述工作台的底部设置有支撑脚。
13.本实用新型技术效果主要体现:通过活动模与横移机构的配合,实现与固定模的自动合模,提高生产效率,通过冷液管与所述冷却腔的协同作用,使得冷却液均匀的进入到冷却腔内,避免注件受热不均匀,从而提高产品质量,还通过冷却排与散热鳍、散热风扇的配合,从而对冷却液的降温,实现冷却液的循环使用;因此,具有提高生产效率、冷却均匀、提高产生质量和绿色环保的优点。
附图说明
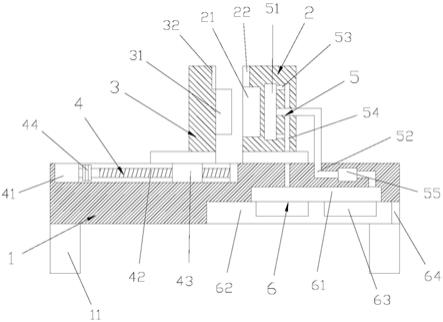
14.图1为本实用新型一种手机配件注塑成型装置的结构图。
具体实施方式
15.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
16.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
17.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
18.一种手机配件注塑成型装置,如图1所示,包括工作台1,设置在所述工作台1顶部的固定模2,设置在所述工作台1上的、并且对应设置在所述固定模2侧面的活动模3,设置在所述活动模3底部的横移机构4,还包括设置在所述固定模2内的冷却机构5,以及设置在所述工作台1内的、并与所述冷却机构5连通的排热机构6;所述工作台1的底部设置有支撑脚11。
19.所述固定模2靠近所述活动模3的一侧设置有型腔31,所述型腔31的上方设置有第一注塑道32;所述活动模3靠近所述固定模2的一侧设置有模盖31,所述模盖31的上方设置有第二注塑道32;固定模2与活动模3合模之后,第一注塑道32和第二注塑道32形成注塑通道。
20.所述冷却机构5包括冷却腔51,设置在所述冷却腔51侧面中部的冷液管52,设置在所述冷却腔51侧面中部的、且位于所述冷液管52上下两侧的出热支管53,所述出热支管53末端连接并连通有出热主管54;所述冷液管52和出热主管54皆与所述排热机构6连接并连通;冷液管52中冷却液从冷却腔51的侧面中部进入,并且出热支管53位于所述冷却腔51的
两侧,使得冷却液吸热后从而上下两端的出热支管53流出,从而使得冷却后温度更加均匀。
21.所述冷液管52上设置有冷却泵55,所述冷却泵55与冷液管52连接并连通,利用冷却泵55将冷却液提高动力。
22.所述排热机构6包括冷却排61,设置在所述冷却排61底部的散热腔62,设置在所述散热腔62内的、并与所述冷却排61固定连接的散热鳍63,以及设置在所述散热鳍63侧面的散热风扇64;通过散热风扇64将低温的气流导入到散热鳍63上,从而利用散热鳍63将冷却排61内的热量吸收,从而降低冷却液的温度。
23.所述横移机构4包括横移电机41,设置在所述横移电机41侧面的第一丝杠42,设置在所述第一丝杠42上的横移螺母43,以及设置在所述横移电机41与第一丝杠42之间的第一联轴器44。
24.在本实施例中,所述冷却泵55的型号为cm1
‑
3,所述散热风扇64的型号为20060。
25.工作原理:首先,通过横移电机41转动,带动第一丝杠42转动,从而推动横移螺母43以及活动模3向固定模2移动,当活动模3靠近并抵接固定模2后,第一注塑道32与第二注塑道32形成注塑通道。
26.此时,启动冷却泵55,从而将冷却排61内的冷却液抽出,并利用冷液管52通入到冷却腔51的中,冷却液再从上下两侧的出热支管53排出,并通过出热主管54回流到冷却排61中。
27.随后,利用第一注塑道32与第二注塑道32之间的注塑通道将高温的注塑液通入型腔31内,由于冷液管52从冷却腔51的侧面中部进入,使得冷却液均匀的进入到扩散到冷却腔51内,从而均匀的吸收型腔31内的温度,避免注塑件受热不均匀,进而提高产品质量。
28.随后,吸热后的冷却液通过出热支管53和出热主管54回流到冷却排61中,利用冷却排61上的散热鳍63将冷却排61内的热量传递到散热鳍63上,再配合散热风扇64产生的气流将散热鳍63上的热量带走,从而使得冷却液的温度降低。
29.本实用新型技术效果主要体现:通过活动模与横移机构的配合,实现与固定模的自动合模,提高生产效率,通过冷液管与所述冷却腔的协同作用,使得冷却液均匀的进入到冷却腔内,避免注件受热不均匀,从而提高产品质量,还通过冷却排与散热鳍、散热风扇的配合,从而对冷却液的降温,实现冷却液的循环使用;因此,具有提高生产效率、冷却均匀、提高产生质量和绿色环保的优点。
30.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1