一种防渗漏纸杯的焊接装置的制作方法
1.本实用新型属于机械技术领域,涉及一种纸塑复合材料的焊接装置,特别涉及一种防渗漏纸杯的焊接装置。
背景技术:
2.纸杯是作为一次性容器用品,已经普遍的使用,其结构是圆筒形纸杯壁粘接一个底部形成。圆筒形的杯壁是由扇形的纸张弯曲对接形成,在接缝部分交叠并通过胶水粘接固连。为了防止水浸湿纸杯壁,在扇形纸张一侧覆盖有一层塑料膜,在进行卷曲时,将有塑料膜的一侧作为纸杯壁的内侧壁,并将接缝部分交叠,在交叠处的塑料膜和纸张外侧通过胶水粘接形成。这种粘接方式做成的纸杯会在接缝处漏出纸张的断面,而断面处于纸杯内杯,水依旧会通过断面浸湿纸杯壁的纸张。
3.其解决方案是在纸张断面处增加一道涂胶工序,将纸张断面通过胶水封口。但是在成型的圆筒状内侧进行涂胶,设计出自动化涂胶将变得很困难。
4.还有一种解决方案是采用本技术人之前提出的一种防油防渗漏纸容器方案,见中国专利号201820762473.9,在该方案中,将纸杯壁内侧的塑料膜延长出一部分纸张断面,并将延长的塑料膜与纸杯壁内壁上的塑料膜粘接,通过这种方式将纸张断口包封住,隔绝在塑料膜外。
5.在现有技术中,经过检索,未发现此种设备,其原因可能是这种结构的纸杯进行连接固定时,由于延长的塑料膜在纸杯内侧,并且塑料膜较薄和柔软,难以通过现有设备进行自动化的连接固定,而手工制造则效率过低。
技术实现要素:
6.本实用新型针对现有技术存在的上述问题,提供了一种防渗漏纸杯的焊接装置,用于解决防渗漏纸杯的杯壁连接效率和成品率问题。
7.本实用新型通过下列技术方案来实现:一种防渗漏纸杯的焊接装置,包括用于放置杯壁纸张的焊接座和能够相对于焊接座上下升降的焊接头,其特征在于,所述的焊接座为柱状且水平设置,所述的焊接头位于焊接座上方,在焊接座的柱面上设有第一焊接面,在所述焊接头的底面上设有与第一焊接面形成下压配合的第二焊接面,第一焊接面和第二焊接面中的至少一个为阶梯面,第一焊接面和第二焊接面中的另一个为平面或者阶梯面,所述阶梯面包括第一阶梯平面和凸出于第一阶梯平面的第二阶梯平面。
8.在制作纸杯时,具有延长塑料膜的扇形纸张包覆在柱状的焊接座上,包覆后扇形纸张的两个断面相互交叠,其中延长塑料膜位于第一阶梯平面上,具有延长塑料膜的扇形纸张断面位于第二阶梯平面上,扇形纸张的另一断面交叠后覆盖在具有延长塑料膜的扇形纸张断面上方,使得纸张断面交叠部分形成的四层结构位于第二阶梯平面,高度降低,延长塑料膜和其上方的纸张断面形成的三层结构则位于第一阶梯平面,通过这种方式,防渗漏纸杯的接缝部分消除了高度差,在焊接时就可以直接将塑料膜融化的方式将接缝部分粘接
起来,并且不会因为高度差而造成焊接损坏。除了上述将阶梯面设置在焊接座上外,将阶梯面设置在焊接头上也能得到相同的效果。既纸张断面交叠部分形成的四层结构位于上下正对第一阶梯平面,延长塑料膜和其上方的纸张断面形成的三层结构则位于上下正对第二阶梯平面。
9.在上述的防渗漏纸杯的焊接装置中,所述的第一焊接面为平面,第二焊接面为阶梯面;或者所述的第一焊接面为阶梯面,第二焊接面为平面;或者所述的第一焊接面为阶梯面,第二焊接面为阶梯面,且第一焊接面的阶梯面与第二焊接面的阶梯面交错设置使两个阶梯面能够相嵌合。
10.在上述的防渗漏纸杯的焊接装置中,所述阶梯面还包括阶梯竖面,阶梯竖面连接并垂直第一阶梯平面和第二阶梯平面,所述的阶梯竖面的长度方向相对于柱状座体的轴向倾斜设置或者平行设置。将阶梯竖面倾斜设置能够留出让位空间,使非对称的扇形杯壁纸张的接缝能够平整的放置。
11.在上述的防渗漏纸杯的焊接装置中,所述的焊接座包括截面为圆形或者椭圆形的柱状座体和连接在座体上用于接收焊接好杯壁纸张的接收杆,在柱状座体沿着轴向形成具有锥度的锥形外周面,第一焊接面位于锥形外周面上侧。根据纸杯的形状做成锥形周面,并把焊接面设置在上侧,使得在扇形纸张的断面交叠时能够在重力的作用下,别特是延长的塑料膜能够在重力作用下平铺,不褶皱不折叠不弯曲。
12.在上述的防渗漏纸杯的焊接装置中,所述的焊接头包括与柱状座体长度相配的长条形底面和对长条形底面进行加热的加热器,长条形底面形成第二焊接面。通过加热器对焊接头的长条形底面进行加热,能够使焊接集中在接缝部分,不会对其他塑料膜造成影响。
13.在上述的防渗漏纸杯的焊接装置中,所述的焊接装置包括底座和设置在底座上方的升降架,升降架通过导向柱连接在底座上,并由动力源带动升降架上下移动,所述的焊接头连接在升降架上,所述的焊接座固定在底座上。
14.在上述的防渗漏纸杯的焊接装置中,所述的焊接装置包括一对夹持臂,焊接座设置在夹持臂之间,每个夹持臂包括转动杆和固连在转动杆上具有凹口的压板,凹口的形状与焊接座的外周面相匹配。通过压板将扇形纸张压紧在焊接座上,并将接缝部分按顺序叠好,其过程是两侧夹持臂推动扇形纸张一起向焊接座移动,并且一侧夹持臂先夹持,另一侧夹持臂再夹持。其结构可以采用两个不同的角度设置,使两个夹持臂在等速条件下先后夹持,也可以是采用不同的速度方式。通过凹口结构能够保证夹持牢固不移位。
15.在上述的防渗漏纸杯的焊接装置中,所述的焊接座的座体横截面呈腰形,其中一个压板的凹口包覆住焊接座外周面的左侧部时该压板的上端位于第二阶梯平面上,当另一个压板的凹口包覆住焊接座外周面的右侧部时该压板的上端位于第一阶梯平面。采用腰形的焊接座,能够让焊接面变大,同时焊接面与侧面的弯折角度变大,通过压板上端将扇形纸张压向焊接面时,能够使扇形纸张交叠部分的形成平直状态,有利于延长塑料膜部分的平整度,焊接时能够保证焊接头下压后纸张各层的平整,提高成品率。
16.与现有技术相比,本防渗漏纸杯的焊接装置具有以下优点:
17.1、能够实现自动化制造,在输送装置将扇形纸张输送过来后由夹持臂推动扇形纸张上升和弯曲,并夹持在焊接座上,夹持后通过动力源带动焊接头移动下压,配合焊接座将扇形纸张的接缝部分自动焊接完成,做成防渗漏纸杯壁,效率高。
18.2、通过在焊接座或者焊接头设置阶梯面,将防渗漏纸杯接缝部分的高度差减少,并通过焊接头直接将塑料膜融化粘接,使得焊接后接缝部分厚度趋于平整,成品率大幅提高。
附图说明
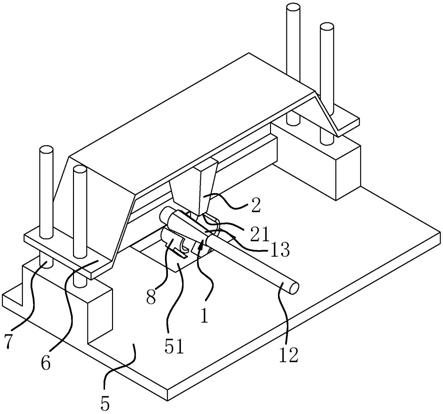
19.图1是本防渗漏纸杯的焊接装置的立体结构示意图。
20.图2是本防渗漏纸杯的焊接装置夹持臂未夹持时的结构示意图。
21.图3是本防渗漏纸杯的焊接装置夹持臂夹持时的结构示意图。
22.图4是本防渗漏纸杯的焊接装置夹持臂夹持后焊接时的结构示意图。
23.图5是实施例一中的防渗漏纸杯的焊接装置焊接座的立体结构示意图。
24.图6是采用图5的焊接座进行焊接时的状态结构示意图。
25.图7是实施例二中的防渗漏纸杯的焊接装置焊接座的立体结构示意图。
26.图8是采用图7的焊接座进行焊接时未下压状态的结构示意图。
27.图9是图8下压状态进行焊接的结构示意图。
28.图10是实施例三中夹持臂夹持焊接座的腰形座体进行焊接的结构示意图。
29.图11是扇形杯壁纸张裁切前的结构示意图。
30.图12是实施例四的焊接座和焊接头的立体结构示意图。
31.图13是实施例五进行焊接时焊接座和焊接头结构示意图。
32.图中,1、焊接座;11、柱状座体;12、接收杆;13、第一焊接面;2、焊接头;21、第二焊接面;3、第一阶梯平面;4、第二阶梯平面;10、阶梯竖面;5、底座;51、开口;6、升降架;7、导向柱;8、夹持臂;81、转动杆;82、压板;83、凹口;84、第一按压平面;85、第二按压平面;9、杯壁纸张;91、纸张;92、塑料膜;93、延长塑料膜;94、交叠部分。
具体实施方式
33.下面结合附图以实施例的形式对本实用新型进一步说明。
34.实施例一:
35.如图1所示,本防渗漏纸杯的焊接装置,包括底座5和设置在底座5上方的升降架6,升降架6通过导向柱7连接在底座5上,并由动力源带动升降架6上下移动,焊接头2连接在升降架6上。在底座5上设有一横梁,在横梁上固定连接一根水平设置的用于放置杯壁纸张9的柱状焊接座1,焊接头2位于焊接座1上方且下上正对焊接座1座,焊接头2包括与柱状座体11长度相配的长条形底面和对长条形底面进行加热的加热器,长条形底面形成第二焊接面21。
36.结合图1,如图2所示,在横梁和底座5之间设有让扇形杯壁纸张9通过的开口51,杯壁纸张9包括外侧的纸张91和覆盖在纸张内侧的塑料膜92,以及延伸出纸张断面的延伸部93,在开口51处设有一对夹持臂8,焊接座1设置在夹持臂8之间,每个夹持臂8包括转动杆81和固连在转动杆81上具有凹口83的压板82,凹口83的形状呈弧形且与焊接座1的外周面相匹配。两个夹持臂8的张开不同的角度,左侧的张开角度大于右侧的张开角度,两个夹持臂8在等速条件下,两侧夹持臂8推动扇杯壁形纸张9一起向焊接座1移动,并且右侧夹持臂8先夹持,左侧夹持臂8再夹持,先后夹持能将接缝部分按顺序叠好,并通过压板82将扇形杯壁
纸张9压紧在焊接座1上,形成如图3所示状态。如图4所述,将扇形杯壁纸张9夹持后,焊接头2在升降机构的带动下向下移动,并压在接缝部分94进行焊接。焊接完成后,焊接头2上移,松开夹持臂8,机械手将焊接好的圆筒状纸杯纸张9沿着焊接座1向外拉出到焊接座1的接收杆12上。
37.在焊接座1的柱面上设有第一焊接面13,在所述焊接头2的底面上设有与第一焊接面13形成下压配合的第二焊接面21,,本例中,如图5所示,第一焊接面13为阶梯面,第二焊接面21为平面,阶梯面包括第一阶梯平面3和高于第一阶梯平面3的第二阶梯平面4,还包括阶梯竖面10,阶梯竖面10连接并垂直第一阶梯平面3和第二阶梯平面4,所述的阶梯竖面10的长度方向相对于柱状座体11的轴向平行设置。
38.如图6所示的焊接座1的座体11这部分的截面,此图省略了夹持臂8。从图中可以看到,焊接座1包括截面为圆形或者椭圆形的柱状座体11,在柱状座体11沿着轴向形成具有锥度的锥形外周面,在锥形外周面上侧第一焊接面13的形状为阶梯面,包括第一阶梯平面3和第二阶梯平面4。具有延长塑料膜93的扇形杯壁纸张9已经包覆在柱状的焊接座1的座体11上,包覆后扇形杯壁纸张9的两个断面相互交叠,其中延长塑料膜93位于第一阶梯平面3上,具有延长塑料膜93的扇形杯壁纸张9断面位于第二阶梯平面4上,扇形杯壁纸张9的另一断面交叠后覆盖在具有延长塑料膜93的扇形杯壁纸张9的断面上方,使得杯壁纸张9交叠部分94形成的四层结构位于第二阶梯平面4,高度降低,延长塑料膜93和其上方的杯壁纸张9形成的三层结构则位于第一阶梯平面3,通过这种方式,防渗漏纸杯的接缝部分消除了高度差。焊接头2下移后,直接将塑料膜融化的方式将接缝部分粘接起来,将纸张断面包覆在塑料膜内。
39.实施例二:
40.实施例二的内容基本与实施例一相同,不同点位于,如图7所示,第一焊接面13为平面,第二焊接面21为阶梯面,纸张断面交叠部分形成的四层结构位于上下正对第一阶梯平面3,延长塑料膜和其上方的纸张断面形成的三层结构则位于上下正对第二阶梯平面4。
41.实施例三:
42.实施例三的内容基本与实施例一相同,不同点位于,如图10所示,所述的焊接座1的座体11横截面呈腰形。
43.左侧压板82的凹口83包覆住焊接座1外周面的左侧部时该压板82的上端位于第二阶梯平面4上,位于上端的凹口83内侧为第二按压平面85,通过第二按压平面85下压纸张,当右侧压板82的凹口83包覆住焊接座1外周面的右侧部时该压板82的上端位于第一阶梯平面3,位于上端的凹口83内侧为第一按压平面84,通过第一按压平面84下压纸张。采用腰形的焊接座1,能够让焊接面变大,同时焊接面与侧面的弯折角度变大,通过压板82上端将扇形纸张压向焊接面时,能够使扇形纸张交叠部分的形成平直状态,有利于延长塑料膜部分的平整度,焊接时能够保证焊接头2下压后纸张各层的平整,提高成品率。
44.实施例四:
45.实施例四的内容基本与实施例一相同,不同点位于,如12所示,焊接座1的第一焊接面13为阶梯面,焊接头2的第二焊接面21为平面,阶梯面包括第一阶梯平面3和高于第一阶梯平面3的第二阶梯平面4,还包括阶梯竖面10,阶梯竖面10连接并垂直第一阶梯平面3和第二阶梯平面4,阶梯竖面10的长度方向相对于柱状座体11的倾斜设置。相应的,焊接头2的
长度方向也倾斜设置,与阶梯竖面10的长度方向同向。
46.这种结构主要适用于非对称的扇形杯壁纸张9,如图11所示,两侧未裁切的纸张由于具有直边,裁切后形成的非对称的扇形杯壁纸张9在卷成筒状后期接缝部分为倾斜形状,采用阶梯竖面10的长度方向相对于柱状座体11的倾斜设置,能够形成让位空间。
47.实施例五:
48.实施例五的内容基本与实施例三相同,不同点位于,如图13所示,第一焊接面13为阶梯面,第二焊接面21也为阶梯面,且第一焊接面13的阶梯面与第二焊接面21的阶梯面交错设置使两个阶梯面能够相嵌合。既第一焊接面13的阶梯面包括第一阶梯平面3和高于第一阶梯平面3的第二阶梯平面4,第二焊接面21的阶梯面包括第一阶梯平面31和高于第一阶梯平面31的第二阶梯平面41,第一焊接面13的第一阶梯平面3与第二焊接面21的第二阶梯平面41上下正对,第一焊接面13的第二阶梯平面4与第二焊接面21的第一阶梯平面31上下正对。通过这种方式形成了交错设置。由于两者都是阶梯面,总的高度差由两个阶梯面中的阶梯竖面高度可以平摊,使每个阶梯面的阶梯竖面的高度差减少,在进行下压焊接时,能够有更好的平整度。
49.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1