一种拉绳对接机结构的制作方法
1.本实用新型涉及拉绳生产设备技术领域,尤其指一种拉绳对接机结构。
背景技术:
2.拉绳是化纤材料编织成的,广泛应用于自动伸缩衣架、窗帘配件和各种饰品挂件,在这些运用场景中经常需要让拉绳的两端接头对接合成闭合的圈绳来使用。目前市面上使用热熔的连接方式来对接拉绳,例如,cn101666049b公开了一种电控循环绳生产设备,先将拉绳两端人工剪裁后使用设备夹持拉绳,操作拉绳两个端面靠近后再降下加热体对端面加热,完毕撤去加热体再让端面连接。这种方式在开始的端面处理上存在问题:化纤材料编织成的绳股端头人工剪切容易散开、拉丝、端面歪斜;预先手工剪切后再用两个面对压夹紧很可能会使绳股端头炸开,剪切完多个步骤后才开始热熔截面,这些都将导致热熔效果和对接质量下降。另外,接头两端热溶液直接对接,使接头点难以与绳股粗细不一致,热熔液冷却后的接头处有凸出冷凝固体,使对接处不光滑、使用时磕绊,造成对接处容易在外力下散开,影响使用寿命和美观度。
技术实现要素:
3.本实用新型是为了克服现有技术中拉绳剪切粗糙、端面结合不平整影响寿命和美观度的不足,提供了一种能够精准切割端面、对接接头平整的拉绳对接机结构。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种拉绳对接机结构,包括底座、一对直线导轨,所述直线导轨下表面与底座上表面固接,所述直线导轨相互平行布置,在一对直线导轨之间的对称轴上由前往后设有铡机、热熔器、捏合器,所述直线导轨移动连接有滑台,所述滑台位于直线导轨上方,所述滑台连接有载绳台,所述载绳台以直线导轨的对称轴为对称中心左右对称布置。
6.底座连接有控制器。直线导轨包括轨道和滚珠丝杆。轨道承载滑台并给滑台导向。滑台与滚珠丝杆啮合。滚珠丝杆连接步进电机(图中未示)步进电机受控制器控制动作,提供动力推动滑台带动载绳台在直线导轨上前、后移动。一对载绳台携带拉绳对接的两个绳头,由前往后,依次经过铡机、热熔器、捏合器,将两个绳头端面按要求铡断,还未待绳头散开被热熔,热熔后立即对接在一起定型。对接绳头裁剪、热熔、对接定型一气呵成,拉绳接头对接牢固、平整无冷凝固体凸出,提高使用寿命和美观度。
7.作为优选,所述载绳台设有夹板,所述夹板为矩形板状,所述夹板上表面设有相配合的盖板,所述盖板为矩形板状,所述盖板一端与夹板上表面后端转动连接,所述盖板另一端连接有杆状的推杆,所述推杆的另一端悬空。夹板后端固接有转轴,盖板下端与转轴转动连接,盖板打开,盖板与夹板可超过90度夹角,方便放置和取出拉绳。推杆使打开、关上盖板操作轻松。
8.作为优选,所述夹板、盖板相配合的表面分别设有凹槽,所述凹槽分别贯通夹板、盖板内、外侧面,所述载绳台设有一对半圆管状的夹槽,所述夹槽一端外表面为圆柱面、另
一端外表面为圆台面,所述夹槽外表面的圆柱面与夹板、盖板的凹槽固定,所述夹槽外表面为圆台面一端伸出夹板、盖板的内侧面,所述夹板、盖板配合,一对夹槽形成为圆管状。凹槽分别置于夹板上表面、盖板前表面的中部,凹槽为矩形槽,凹槽贯穿夹板、盖板的左右侧面,即凹槽长度方向与直线导轨方向垂直。一个凹槽连接一个夹槽。夹槽外表面与凹槽内壁固接,夹槽伸出凹槽、端头截面成梯形,夹板、盖板盖住是,夹板、盖板的夹槽内表面连接成为圆管。连接成为圆管夹槽的内圆适应拉绳的外表面,使拉绳被夹紧而不被过于压制,绳头受到压力更小而可保持平整不炸开,方便剪切、热熔和对接。
9.作为优选,所述滑台为l形,滑台竖直部下端设有滑槽,所述滑槽与直线导轨嵌接,所述滑台水平部端部上表面固接有气缸,所述滑台水平部连接有连接块,所述连接块成板状,所述连接块设有通孔,连接块成回形,所述连接块与滑台水平部套接,所述连接块的内侧面与夹板固接,所述连接块的外侧面与气缸的伸缩杆连接。气缸受控制器控制动作。用气缸改变两个绳头的间距,结构简单。两个绳头不会受到碰撞而使绳股被外力分散,保证了绳股的紧致状,使后续热熔面平整、均匀热熔。
10.作为优选,所述连接块外表面下端固接有凸起的滑块,所述滑块凸起面为圆弧面,所述直线导轨外侧设有一对以直线导轨的对称轴为对称中心的推块,所述推块为矩形块状,所述推块下表面与底座固接,所述推块内侧面设有导向面、保持面,所述导向面与直线导轨成夹角,一对推块的导向面呈梯形、小端朝向直线导轨后端,所述保持面前端与导向面后端光滑连接,所述保持面后端与推块后端面光滑连接,所述保持面与直线导轨平行,所述滑块与推块内侧面贴接。推块内侧面设有导向面、保持面,滑块圆弧面与导向面贴接,为夹槽通过铡机到进入捏合器前路程,夹槽端面与直线导轨对称轴逐渐靠近,使载绳台在滑块的推动下向内偏移,靠近热熔圈,方便快速熔化截面。滑块圆弧面与保持面贴接,为夹槽进、出捏合器路程,夹槽端面与直线导轨对称轴平行,使拉绳头熔后、对接前、后的位置不变,保证接头固定不被扯断。
11.作为优选,所述铡机设有铡台,所述铡台为柱状,所述铡台下表面与底座固接,所述铡台上表面设有刀槽,所述刀槽呈“〔”型,所述铡台上方设有上梁,所述上梁设有铡刀,所述铡刀上端与上梁可伸缩连接,所述铡刀下端为凹陷端面的圆弧形,所述铡刀截面呈“〔”型,所述铡刀与刀槽相匹配。上梁设有伸缩气缸,伸缩气缸的伸缩杆与铡刀上端固定。伸缩气缸受控制器控制动作,当夹槽携带一对绳头来到铡台上表面,在控制器控制下,伸缩气缸伸缩杆推铡刀下落,直到铡刀端部插入刀,保证槽铡刀完全切下绳头,保留在夹槽端的绳头接近圆台状。铡机机械剪切绳头,快速剪切且保持绳切面平整不会散开、完全切透绳头,利落快速,不产生纤维拉丝、绳股散开。绳切面为圆台状,方便后期热熔,不会产生冷凝固体,保证熔面平整美观。
12.作为优选,所述捏合器包括柱状的立柱,立柱下端与底座固接,立柱上部设有上定型板、下定型板,所述上定型板为条状,所述上定型板后端与立柱固定,所述上定型板前端悬空,所述上定型板悬空端设有凹陷端面的上定型槽,所述上定型槽的槽底为圆弧面,上定型槽的槽侧壁的开口端位于上定型板悬空端面、为楔形,所述下定型板为条状,所述下定型板后端与立柱活动连接,所述下定型板前端悬空,所述下定型板悬空端为勾形的下定型槽,所述下定型槽勾的内壁为圆弧面,所述下定型槽勾的端部为楔形,所述下定型板上移,上定型槽、下定型槽抱合成圆筒状。捏合器为金属结构,可快速导热,冷却拉绳对接口定型。上、
下定型槽端楔形在相触闭合时,溶液更容易被包裹在圆弧面中,难以流入缝隙中,不会产生冷凝固体。且上、下定型槽的宽度大于接口宽度,保证捏合时接口被全部捏合,拉绳对接处效果与拉绳整体 更加协调美观。
13.作为优选,所述热熔器包括热熔圈、持热器,所述持热器下端与底座固接、上端与热熔圈固接,所述热熔圈为电热丝盘旋成片状结构。持热器在热熔圈未工作时,保持热熔圈加热状态,需要熔接拉绳,在控制器控制下热熔圈立即达到可熔化拉绳温度对拉绳接头熔接。热熔圈无需经过从冷却升温达到熔接温度的过程,瞬间加热热熔圈,使热熔迅速有效,防止绳股因剪切时间过长而散开,提高拉绳的对接效率。
14.本实用新型的有益效果是:拉绳对接实现自动化,效率高。绳子两端精确剪切、对接处与绳子其他处截面保持一致粗细,保证了美观效果。从剪切到捏合接头过程快速短暂,热熔截面均匀、无凸出冷凝固体,对接处光滑,提高拉绳使用寿命。
附图说明
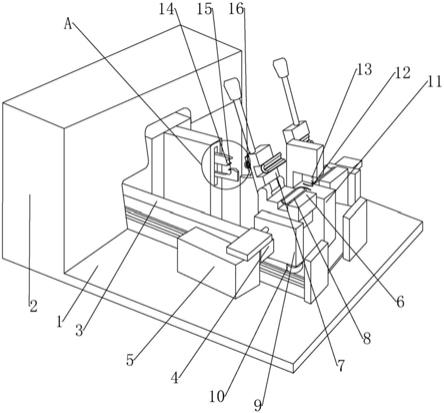
15.图1 是本实用新型立体图;
16.图2是铡机、载绳台、连接块、推块和滑台连接立体图;
17.图3是图1中a处放大图;
18.图4是图3的使用状态立体图。
19.图中:1.底座,2.控制器,3.直线导轨,4.滑台,5.推块,51. 导向面,52. 保持面,6.夹板,7.盖板,8.夹槽,9.连接块,10.滑块,11.铡台,12.刀槽,13.铡刀,14.上定型槽,15.下定型槽,16.热熔圈。
具体实施方式
20.实施例1:
21.如图1所示,一种拉绳对接机结构,包括底座1、一对直线导轨3。直线导轨3下表面与底座1上表面固接。直线导轨3相互平行布置。在一对直线导轨3之间的对称轴上由前往后设有铡机、热熔器、捏合器。
22.如图1、2所示,直线导轨3移动连接有滑台4,滑台4位于直线导轨3上方。滑台4为l形,滑台4竖直部下端设有滑槽,滑槽与直线导轨3嵌接。滑台4水平部端部上表面固接有气缸。直线导轨3设有滚珠丝杆。滚珠丝杆连接步进电机(图中未示),提供动力推动滑台4带动载绳台在丝杆上前、后移动。滑台4水平部连接有连接块9,连接块9成板状。连接块9设有通孔、成回形。连接块9与滑台水平部套接,连接块9的内侧面与夹板6固接。连接块9的外侧面与气缸的伸缩杆连接。伸缩杆拉动载绳台可以向外偏移。气缸与滑台4固接,气缸的活杆与连接块9固接,在铡完绳头后由于被铡过后的间距小于铡机的宽度,气缸的伸缩杆带动连接块9、连接块9带动载绳台载滑台4上往外移动。连接块9外表面下端固接有凸起的滑块10,滑块10凸起面为圆弧面。直线导轨3外侧设有一对以直线导轨3的对称轴为对称中心的推块5,推块5为矩形块状。推块5下表面与底座1固接。推块5内侧面设有导向面51、保持面52。导向面51与直线导轨3成夹角,一对推块5的导向面51呈梯形、小端朝向直线导轨3后端。保持面52前端与导向面51后端光滑连接,保持面52后端与推块5后端面光滑连接。保持面52与直线导轨3平行,滑块10与推块5内侧面贴接。
23.如图1、2所示,滑台4连接有载绳台。载绳台以直线导轨3的对称轴为对称中心左右对称布置。载绳台设有夹板6,夹板6为矩形板状。夹板6上表面设有相配合的盖板7。盖板7为矩形板状,盖板7一端与夹板6上表面后端转动连接,盖板7另一端连接有杆状的推杆。推杆的另一端悬空。夹板6、盖板7相配合的表面分别设有凹槽。凹槽分别贯通夹板6、盖板7内、外侧面。载绳台设有一对半圆管状的夹槽8,夹槽8一端外表面为圆柱面、另一端外表面为圆台面。夹槽8外表面的圆柱面与夹板6、盖板7的凹槽固定。夹槽8外表面为圆台面一端伸出夹板6、盖板7的内侧面,夹板6、盖板7配合,一对夹槽8形成为圆管状。图1,盖板7、夹板6打开状态,图2,盖板7、夹板6关闭状态。
24.如图2所示,铡机设有铡台11,铡台11为柱状。铡台11下表面与底座1固接,铡台11上表面设有刀槽12,刀槽12呈“〔”型。铡台11上方设有上梁,上梁设有铡刀13,铡刀13上端与上梁可伸缩连接,铡刀13下端为凹陷端面的圆弧形,铡刀13截面呈“〔”型,铡刀13下沉,铡刀13插入刀槽12。
25.如图1、3、4所示,捏合器包括柱状的立柱。立柱下端与底座1固接,立柱上部设有上定型板、下定型板。上定型板为条状,上定型板后端与立柱固定,上定型板前端悬空。上定型板悬空端设有凹陷端面的上定型槽14,上定型槽14的槽底为圆弧面,上定型槽14的槽侧壁的开口端位于上定型板悬空端面、为楔形。下定型板为条状,下定型板后端与立柱活动连接,下定型板前端悬空。下定型板悬空端为勾形的下定型槽15,下定型槽15勾的内壁为圆弧面,下定型槽15勾的端部为楔形。下定型板上移,上定型槽14、下定型槽15抱合成圆筒状。图1、3为上定型槽14、下定型槽15未抱合状态,图4为上定型槽14、下定型槽15抱合状态。
26.如图3、4所示,热熔器包括热熔圈16、持热器,持热器下端与底座1固接、上端与热熔圈16固接,热熔圈16为电热丝盘旋成片状结构。
27.使用时,将拉绳放置在载绳台的夹槽8中(如图2所示),使绳头突出夹槽8一截置于刀槽12上,合上夹板6与盖板7,夹紧拉绳。启动控制器2,铡刀13落下切下多余的绳头后气缸通过连接块9拉动载绳台向外移动,使绳头离开铡机。同时,控制器2启动滚珠丝杆旋转,直线导轨3带动载绳台向热熔器移动。凸出的滑块10顶到推块5,导向面51的倾斜使两边的载绳台相互接近,绳头进而也靠近在热熔圈16左右,在绳头靠近热熔圈16时,控制器2启动热熔圈16加热到可熔温度,绳头在设定的靠近极限处被融化,载绳台继续向前,移动至捏合器前,进入捏合器的上定型槽14圆弧内壁后(如图3所示)、控制器2启动下定型槽15向上,与上定型槽14合围成圆筒(如图4所示),将绳头结合处的溶液捏合冷却。控制器2启动滚珠丝杆反转,对接后的拉绳退出捏合器,对接完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1