一种集贴合与保压功能一体的手机电池盖背胶组装治具的制作方法
1.本实用新型涉及手机后盖组装工装技术领域,尤其涉及一种集贴合与保压功能一体的手机电池盖背胶组装治具。
背景技术:
2.在手机生产组装时需要将手机电池后盖与背胶组装在一起,现有技术中一般采用人工通过治具组装。如图1和图2所示,现有技术中的组装治在模板22上设置了仿形面并在仿形面四周设置定位柱23,模板可通过定位柱23来定位手机电池后盖。该治具的缺点如下:
3.1)贴合采用人工对位,人工按压贴合,受力不均匀;
4.2)后盖玻璃的定位精准度受治具加工精度影响较大,容易偏位,且偏位无法调节;
5.3)贴合后另行保压激活背胶,需设计制作保压底座与压头;造成人力浪费和治具成品浪费。
技术实现要素:
6.为解决背景技术中存在的技术问题,本实用新型提出一种集贴合与保压功能一体的手机电池盖背胶组装治具。
7.本实用新型提出的一种集贴合与保压功能一体的手机电池盖背胶组装治具,包括上模具和下模具,上模具设有仿形3d凹面,下模具设有仿形3d凸面,仿形3d凹面和仿形3d凸面用于与手机电池后盖配合;
8.上模具上安装有至少一个调位组件和至少一个弹簧扣组件,并且仿形3d凹面位于弹簧扣组件和调位组件之间;
9.其中,调位组件用于沿水平方向调节位置并对放置在仿形3d凹面内的手机电池后盖的一条边定位,弹簧扣组件用于在弹力驱使下沿水平方向对手机电池后盖的另一条相对边夹持;
10.下模具上安装有多个背胶定位销,背胶定位销用于对放置在仿形3d凸面上的背胶定位;
11.下模具上安装有防呆定位销,上模具上安装有防呆定位铜套,防呆定位铜套与防呆定位销配合用于使仿形3d凹面和仿形3d凸面在合模时可吻合。
12.进一步地,调位组件包括调位导向轴承、调位导向销、调位螺丝和调位块;调位导向轴承安装在上模具上,调位导向销与调位导向轴承配合,并且调位导向销一端与调位块连接,调位块位于仿形3d凹面一侧;调位螺丝与上模具螺纹配合,调位螺丝一端连接在调位块上,调位螺丝另一端穿至上模具外部。
13.进一步地,弹簧扣组件包括夹持导向销、压力弹簧和卡块,夹持导向销固定在上模具上,卡块与夹持导向销滑动配合,压力弹簧设于卡块与上模具之间并用于驱使卡块沿夹持导向销向着仿形3d凹面滑动。
14.进一步地,下模具上设有贯通其上下端面的通孔,通孔内嵌入安装有定位导向轴
承,定位导向轴承上端不高于仿形3d凸面上端面;所述背胶定位销套装在定位导向轴承内,背胶定位销下端设有第一顶升弹簧,第一顶升弹簧用于向上顶起背胶定位销。
15.进一步地,下模具上安装有开合导向销,开合导向销上套设有开合导套,并且开合导向销上套设有用于向上顶起开合导套的第二顶升弹簧;上模具上设有与开合导套配合的安装孔。
16.进一步地,下模具底面固定安装有封板。
17.进一步地,仿形3d凸面上用于放置背胶的位置设有真空吸气孔,下模具上设有与真空吸气孔连通的真空吸气流道。
18.与现有技术相比,本实用新型具有以下有益效果:
19.该组装治具通过调位组件可调整手机电池后盖的定位位置,利用弹簧扣组件夹持更加方便,可提高产品良率,节省人力,产品适用范围广,同时,上、下模具合模顺畅且配合精度高,提高了产品的贴合精度和效率。
附图说明
20.图1为背景技术中现有技术的组装治具的左视图;
21.图2为现有技术的组装治具的俯视图。
22.图3为本实用新型实施例中提出的一种集贴合与保压功能一体的手机电池盖背胶组装治具的上、下模具合模后的立体示意图;
23.图4为上模具的左视图;
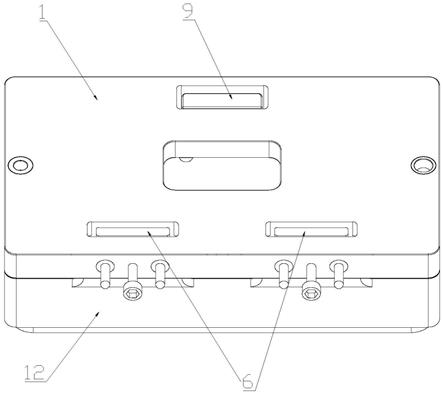
24.图5为上模具的仰视图;
25.图6为上模具的右视图;
26.图7为下模具的俯视图;
27.图8为下模具的左视图;
28.图9为下模具的仰视图;
29.图10为第二种实施方式的下模具的俯视图。
具体实施方式
30.请参照图3-10所示,本实用新型提出的一种集贴合与保压功能一体的手机电池盖背胶组装治具,包括上模具1和下模具12,上模具1设有仿形3d凹面2,下模具12设有仿形3d凸面13,仿形3d凹面2和仿形3d凸面13用于与手机电池后盖配合。上模具1上安装有至少一个调位组件和至少一个弹簧扣组件,并且仿形3d凹面2位于弹簧扣组件和调位组件之间。其中,调位组件用于沿水平方向调节位置并对放置在仿形3d凹面2内的手机电池后盖的一条边定位,弹簧扣组件用于在弹力驱使下沿水平方向对手机电池后盖的另一条相对边夹持。下模具12上安装有多个背胶定位销14,背胶定位销14用于对放置在仿形3d凸面13上的背胶定位。
31.该组装治具通过上模具1定位手机电池后盖、下模具12定位电池盖背胶,利用位置可调的调位组件对手机电池后盖单边定位,再仅用单手即可操作弹簧扣组件将手机电池后盖定位夹持,最后将上、下模具精准合模即可达到高精度组装的效果。该治具定位更加方便,且可调整定位位置来提高产品组装精度,提高了产品的贴合精度与效率。
32.如图4、图5和图6所示,上模具1的具体构成如下:在上模具1的合模面上,将上模具1沿仿形3d凹面2的宽度方向设为x轴,在仿形3d凹面2的一条长度边一侧设有一个弹簧扣组件,在仿形3d凹面2的另一条长度边一侧设有两个调位组件。仿形3d凹面2内放入手机电池后盖后,可通过弹簧扣组件和调位组件沿x轴方向对仿形3d凹面2内的手机电池后盖的长度边夹持。
33.其中,每个调位组件包括两个调位导向轴承3、两个调位导向销4、一个调位螺丝5和一个调位块6。调位块6位于仿形3d凹面2的长度边一侧,调位导向轴承3安装在上模具1上,调位导向销4与调位导向轴承3配合,并且调位导向销4一端与调位块6通过过盈配合而连接,调位导向销4需可在调位导向轴承3上沿x轴运行无阻。调位螺丝5与上模具1螺纹配合,调位螺丝5一端转动连接在调位块6上,调位螺丝5另一端穿至上模具1外部。
34.弹簧扣组件包括两个夹持导向销7、一个压力弹簧8和一个卡块9。两个夹持导向销7通过过盈配合固定在上模具1上,卡块9与夹持导向销7滑动配合,卡块9需在夹持导向销7上沿x轴运行无阻。压力弹簧8设于卡块9与上模具1之间并用于驱使卡块9沿夹持导向销7向着仿形3d凹面2滑动,压力弹簧8可起到扣紧手机电池玻璃后盖的作用。
35.上模具1合模端面上还嵌入式安装有防呆定位铜套10,防呆定位铜套10为两个,分别设于靠近上模具1两条宽度边的位置。上模具1合模端面的四个边角位置各设有一个安装孔11。
36.如图7、图8和图9所示,下模具12的具体构成如下:下模具12上设有贯通其上下端面的通孔,通孔布置的位置在仿形3d凸面13上用于定位背胶的位置。通孔内嵌入安装有定位导向轴承15,定位导向轴承15上端不高于仿形3d凸面13上端面;背胶定位销14套装在定位导向轴承15内,背胶定位销14下端设有第一顶升弹簧,第一顶升弹簧用于向上顶起背胶定位销14。背胶定位销14、定位导向轴承15和第一顶升弹簧的数量均为三个。在组装下模具12时,定位导向轴承15和背胶定位销14由下模具12的底面装入通孔内,因此,在下模具12底面还通过螺丝可拆卸地固定安装有封板16。
37.下模具12上安装有防呆定位销17,防呆定位销17为两根,且分别设于靠近下模具12合模端面上两个宽度边的位置,防呆定位销17可与上模具1上安装的防呆定位铜套10配合用于使仿形3d凹面2和仿形3d凸面13在合模时可精准地吻合。
38.下模具12合模端面的四个边角位置分别安装有一个开合导向销18,开合导向销18上套设有开合导套19,并且开合导向销18上套设有用于向上顶起开合导套19的第二顶升弹簧20。开合导套19需从开合导向销18下端套入,再将第二顶升弹簧20置于开合导套19下方,最后将开合导向销18下端锁在下模具12上,向下按压开合导套19后,松开时第二顶升弹簧20可顺利将开合导套19复位既可。开合导套19用于与上模具1上的安装孔11配合。
39.如图10所示,本实施例还对下模具12作了进一步改进,给出了下模具12定位背胶的第二种实施方式,在仿形3d凸面13上用于放置背胶的位置设置真空吸气孔21,下模具12上设有与真空吸气孔21连通的真空吸气流道。通过将真空吸气流道连接抽真空设备,可使真空吸气孔21吸附背胶定位膜,使背胶紧密贴附在仿形3d凸面13上,可防止因玻璃手机后盖的高弧度弯曲长边提前粘附背胶,从而导致背胶溢胶偏位。
40.本实施例的手机电池盖背胶组装治具在作业时的流程和工艺如下:
41.第一步、取手机电池玻璃后盖放置在上模具1的仿形3d凹面2内,后盖的一条长度
边先抵靠在调位块6上,完成单边定位;
42.第二步、用手向上模具1外侧挤压卡块9,再松开卡块9使其将后盖的另一条长度边夹紧,完成对手机电池玻璃后盖的夹持定位;
43.第三步、取背胶放置在下模具12的仿形3d凸面13上,将背胶定位膜定位孔与背胶定位销14配合;
44.第四步、将上模具1和下模具12固定在保压设备上,将防呆定位销17与防呆定位铜套10配合,在上、下模具合模前,第一顶升弹簧和第二顶升弹簧20可通过弹力来支撑起上模具1,可防止手机电池后盖提前接触背胶;
45.第五步、启动保压设备将上、下模具12合模并保压一定时间,则可激活背胶,最后取出产品,完成组装工作。
46.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1