用于生产聚乙烯制品的挤出增材制造方法
1.本公开涉及一种挤出增材制造方法,其特征在于使用特定的聚乙烯组合物。
2.如已知的,挤出增材制造基于材料(构建材料)的挤出层并且使用基于挤出的3d印刷机进行。
3.本公开还涉及用于挤出增材制造方法的聚乙烯组合物和所述组合物的长丝。
背景技术:
4.3d印刷是一种快速发展的技术。存在如vdi 3405和din en iso/astm 52900中所列开发的各种技术。
5.使用基于挤出的3d印刷机,通过挤出可流动的构建材料,由3d制品的数字表示以逐层的方式构建3d印刷制品。将该构建材料熔融并且通过由挤出头承载的挤出模具挤出,并且在x
‑
y平面中在基底上沉积为一系列层,也称为“路”。该挤出的构建材料熔合至先前沉积的构建材料,并且在温度下降时固化。然后沿z轴(垂直于x
‑
y平面)增加挤出头相对于基底的距离,并且然后重复该过程以形成类似于数字表示的3d制品。或者,可以移动基底并具有静态挤出模具。例如,这种基于无长丝挤出的3d印刷方法可从arburg gmbh&co.kg商购获得。
6.挤出头相对于基材的移动在计算机控制下,根据表示3d制品的构建数据进行。所述构建数据是通过将所述3d制品的数字表示最初分割成多个水平分割的层而获得的。然后,对于每个分割层,主计算机生成用于沉积构建材料的路以形成3d制品的构建路径。
7.利用上述的3d印刷机进行的挤出增材制造方法的示例是熔融沉积成型(fdm),也称为熔丝制造(fff),其中,构建材料以长丝的形式供给到挤出部。
8.在这样的过程中,长丝显然起到重要作用,如改变长丝的材料,最终物体的最终机械和美学性能改变。
9.通常,在本领域中使用聚乳酸(pla)或丙烯腈、丁二烯、苯乙烯(abs)聚合物或聚酰胺的长丝。
10.对于长丝的最重要的要求之一是沿其长度具有恒定的直径或形状,否则不可能微调印刷物体中的材料量。这种性能不容易实现并且取决于聚合物的特性。
11.此外,该长丝一旦制备,必须是可印刷的并且能够提供具有有价值的机械性能的印刷制品。
12.这些要求经常相互冲突。
13.特别地,聚烯烃,如聚乙烯,可用基于挤出的3d印刷机加工,但所得的印刷制品具有差的机械性能,通常不如通过使用传统注塑成型方法获得的那些。
14.因此,需要提供具有有价值的机械性能的聚烯烃基制品的有效的挤出增材制造方法。
15.现在已经通过使用具有特定特征(特别是在分子量和分子量分布方面)的聚乙烯组合物实现了这样的目的。
16.所述聚乙烯组合物含有具有超高分子量的乙烯聚合物部分,在本领域中通常称为uhmwpe,其中“uhmw”实际上意指“超高分子量”并且“pe”表示聚乙烯。
17.在hees,timo&zhong,fan&koplin,christof&jaeger,raimund&m
ü
lhaupt,rolf,“通过在熔融加工期间形成1d纳米结构的耐磨全pe单组分复合材料(wear resistant all
‑
pe single
‑
component composites via 1d nanostructure formation during melt processing)”,《聚合物》(polymer)151(2018)47
‑
55中,报道了通过将hdpe与双峰uhmwpe/hdpe蜡组合物熔融配混而制备的聚乙烯三峰共混物,所述双峰uhmwpe/hdpe蜡组合物是通过在负载型双位点催化剂上的乙烯聚合而获得的,当通过注塑成型加工时提供机械性能的高度平衡。
18.现在已经发现,当在挤出增材制造方法中用作构建材料时,这样的共混物提供甚至改善的机械性能。
技术实现要素:
19.因此,本公开提供了一种挤出增材制造方法,其包括挤出聚乙烯组合物(i),所述聚乙烯组合物(i)具有根据iso 1133
‑
2:2011在190℃下在2.16kg的负荷下至少0.1g/10 min,优选至少0.5g/10 min的熔体流动指数mie,所述聚乙烯组合物包括:
20.a)1wt%至40wt%的具有等于或高于1,000,000g/mol的由gpc(凝胶渗透色谱法)测量的重均摩尔质量mw的聚乙烯组分;
21.b)1wt%至95wt%的具有50,000至500,000g/mol的m
w
值的聚乙烯组分;
22.c)1wt%至59wt%的具有等于或低于5,000g/mol的m
w
值的聚乙烯组分;
23.其中组分a、b)和c)的量被称为a)+b)+c)的总重量,总计100%。
24.这种基于挤出的方法,通常也称为“基于挤出的3d印刷方法”,提供了具有机械性能,特别是拉伸性能的高度平衡的最终3
‑
d印刷制品。
具体实施方式
25.从以上定义,明显的是聚乙烯组合物(i)是含有具有不同分子量的聚乙烯组分的多峰组合物。
26.所述聚乙烯组分,特别是聚乙烯组分a)、b)和c),可以选自乙烯均聚物和乙烯共聚物。
27.术语“共聚物”意在包含含有一种或多种共聚单体的乙烯聚合物。
28.乙烯共聚物中存在的一种或多种共聚单体通常选自具有式ch2=chr的烯烃,其中r为具有1至10个碳原子的直链或支链烷基。
29.具体实例是丙烯、丁烯
‑
1、戊烯
‑
1,4
‑
甲基戊烯
‑
1、己烯
‑
1、辛烯
‑
1和癸烯
‑
1。特别优选的共聚单体是己烯
‑
1。
30.聚乙烯组合物(i)中聚乙烯组分a)、b)和c)的优选量为4wt%至35wt%的a),50wt%至95wt%,更优选64wt%至95wt%的b),1wt%至40wt%,更优选1wt%至30wt%的c),其中组分a、b)和c)的量被称为a)+b)+c的总重量,总计100wt%。
31.优选地,聚乙烯组分a)和c)以5或更低,更优选3或更低,特别是0.5至5、0.5至3.5或0.5至3的重量比a)/c)存在于聚乙烯组合物(i)中。
32.优选地,聚乙烯组分a)显示在1,000,000至3,000,000g/mol,更优选地1,000,000至2,500,000g/mol的分子量下的gpc峰(gpc峰(1))。
33.聚乙烯组分a)的高mw值揭示uhmwpe的存在。
34.聚乙烯组分a)的优选mw值等于或高于1,500,000g/mol,或等于或高于1,800,000g/mol,特别是:
35.‑
从1,500,000至6,000,000g/mol;或
36.‑
从1,500,000至4,500,000g/mol;或
37.‑
从1,800,000至6,000,000g/mol;或
38.‑
从1,800,000至4,500,000g/mol。
39.聚乙烯组分a)的优选m
w
/m
n
值等于或小于5,特别是5至1.2,或5至1.5,其中mn是通过gpc测量的数均摩尔质量。
40.优选地,聚乙烯组分c)显示在700至2,500g/mol,特别是700至1,500g/mol的分子量下的gpc峰(gpc峰(2))。
41.聚乙烯组分c)的低mw值显示其为低聚合物,也称为“蜡”。
42.聚乙烯组分c)的优选的m
w
值为:
43.‑
从800至5,000g/mol,或
44.‑
从800至3,000g/mol,或
45.‑
从1,000至5,000g/mol,或
46.‑
从1,000至3,000g/mol。
47.聚乙烯组分c)的优选m
w
/m
n
值等于或小于5,特别是5至1.2,或5至1.5。
48.根据iso 1183
‑
1:2012在23℃下测定,聚乙烯组合物(i)以及聚乙烯组分a)、b)和c)各自的优选密度值为0.900至0.965g/cm3,特别是0.930至0.960g/cm3。
49.聚乙烯组分a)的密度的具体上限为0.950g/cm3,特别是0.940g/cm3。
50.优选地,聚乙烯组分a)和/或聚乙烯组分c)为乙烯均聚物。
51.聚乙烯组合物(i)的优选mie值为0.1至100g/10min,或0.1至50g/10min,特别是0.5至100g/10min,或0.5至50g/10min。
52.如前所述,在优选的实施方案中,聚乙烯组分a)和c)均具有等于或小于5的m
w
/m
n
值,这相当于相对窄的分子量分布。
53.这样的分子量分布可以在聚合中通过使用单中心催化剂直接获得,如例如在wo0121668和wo2011089017中报道的,特别涉及uhmwpe,如对于本发明聚乙烯组分a),和在ep1188762中报道的,特别涉及低m
w
值,如对于本发明聚乙烯组分c)。
54.实际上已经发现,聚乙烯组分a)可以通过使相关单体与聚合催化剂聚合来制备,所述聚合催化剂包括铬的环戊二烯基络合物,优选含有η5‑
环戊二烯基部分,特别是[η5‑
3,4,5
‑
三甲基
‑1‑
(8
‑
喹啉基)
‑2‑
三甲基甲硅烷基
‑
环戊二烯基
‑
二氯化铬(crqcp催化剂组分),而聚乙烯组分c)可以通过用聚合催化剂聚合相关单体来制备,该聚合催化剂包括铬的双(亚氨基)吡啶络合物,优选2,6
‑
双
‑
[1
‑
(2,6
‑
二甲基苯基亚氨基)乙基]吡啶三氯化铬(crbip催化剂组分)。
[0055]
所述催化剂组分优选负载在固体组分上。
[0056]
作为载体组分,优选使用细分散的载体,其可以是任何有机或无机固体。实例是硅
胶、氯化镁、氧化铝、介孔材料、铝硅酸盐、水滑石和有机聚合物如聚乙烯、聚丙烯、聚苯乙烯、聚四氟乙烯或带有极性官能团的聚合物,例如乙烯和丙烯酸酯、丙烯醛或乙酸乙烯酯的共聚物。所使用的载体材料优选地具有在从10m2/g至1000m2/g范围内的比表面积,在从0.1ml/g至5ml/g范围内的孔体积以及从1μm至500μm的平均粒度。
[0057]
用于制备两种聚乙烯组分a)和c)的两种前述单位点催化剂组分优选施加到联合载体上,以确保催化剂中心相对紧密的空间接近性,并因此确保所形成的不同聚合物的良好混合。
[0058]
通过在联合载体上一起使用两种催化剂组分,因此可以在单一聚合步骤中制备聚乙烯组分a)和c)的反应器共混物,而不需要单独制备和随后的聚合物部分的机械混合。
[0059]
因此,聚合产物为母料组合物,以下称为聚乙烯组合物(ii)”,其含有聚乙烯组分a)和c)。
[0060]
先前报道的聚乙烯组分a)和c)的相对量通过适当地设定两种单位点催化剂组分,特别是crqcp和crbip的相对量而获得,这将决定聚乙烯组合物(ii)中以及因此聚乙烯组合物(i)中的a)和c)的量。
[0061]
例如,crbip/crqcp摩尔比可以优选为0.1至20,更优选0.3至10,特别是0.5至8。
[0062]
聚乙烯组合物(ii)将优选显示如先前所定义的gpc峰(1)和(2)。
[0063]
所述聚乙烯组合物(ii)优选具有等于或高于300,特别是300至1,500的m
w
/m
n
值。
[0064]
在替代方案中,还可以通过在相应单中心催化剂的存在下聚合相关单体来分别制备两种聚乙烯组分a)和c)。
[0065]
然后可以将它们与聚乙烯组分b)一起共混,或者随后在所有情况下通过机械混合添加所述聚乙烯组分b)。
[0066]
所述负载型催化剂的制备通过物理吸附或通过化学反应(即组分与载体表面上的反应性基团共价结合)进行。
[0067]
所述单位点组分可以与所述载体在合适的溶剂中接触,优选得到可溶性反应产物、加合物或混合物。
[0068]
在wo2005103096中描述了合适和优选的载体材料,它们的制备方式和它们用于制备负载型催化剂的用途。
[0069]
所述单位点催化剂组分,特别是所述crqcp和crbip组分,通常需要与活化剂接触,所述活化剂优选选自铝氧烷和非铝氧烷活化剂,以实现高聚合生产率。
[0070]
特别有用的铝氧烷是通式(1)的开链铝氧烷化合物:
[0071][0072]
或通式(2)的环状铝氧烷化合物:
[0073]
[0074]
其中r1‑
r4各自彼此独立地是c1‑
c6‑
烷基,优选甲基、乙基、丁基或异丁基,并且i是1至40,优选4至25的整数。
[0075]
优选甲基铝氧烷(mao)。
[0076]
合适的非铝氧烷活化剂包括烷基铝、烷基铝卤化物、硼或铝的阴离子化合物、三烷基硼和三芳基硼化合物等。实例是三乙基铝、三甲基铝、三异丁基铝、氯化二乙基铝、四(五氟苯基)硼酸锂、四(五氟苯基)硼酸三苯基碳鎓、四(五氟苯基)铝酸锂、三(五氟苯基)硼和三(五溴苯基)硼。
[0077]
活化剂通常以每摩尔单位点催化剂约0.01至约10,000,优选约1至约5,000摩尔的量使用。
[0078]
它们可以单独进料到聚合区,在单中心催化剂的制备期间负载在先前描述的载体上和/或与单中心催化剂预接触。
[0079]
该聚合方法包括气相聚合(特别是在气相流化床反应器中)、溶液聚合和悬浮聚合(特别是在环管反应器和搅拌槽反应器中)。气相聚合也可以以冷凝或超冷凝模式进行,其中将部分循环气冷却至露点以下并作为两相混合物再循环至反应器。此外,可以使用多区反应器,其中两个聚合区彼此连接并且聚合物多次交替地通过这两个区。两个区也可以具有不同的聚合条件。例如在wo 97/04015中描述了这种反应器。如果需要,不同或相同的聚合区也可以串联连接以形成聚合级联,如在方法中。使用两种或更多种相同或不同方法的并联反应器布置也是可能的。此外,摩尔质量调节剂(例如氢)或常规添加剂(例如抗静电剂)也可用于聚合中。
[0080]
聚合温度通常在
‑
20至115℃的范围内,并且压力通常在1至100巴的范围内。
[0081]
在悬浮聚合的情况下,悬浮介质优选为惰性烃如异丁烷或烃的混合物或单体本身。所述悬浮液的固体含量通常在10至80%的范围内。聚合可以分批进行,例如在搅拌的高压釜中进行,或者连续进行,例如在管式反应器中进行,优选在环管反应器中进行。
[0082]
本发明聚乙烯组合物的聚乙烯组分b)为常规的乙烯均聚物或共聚物,或它们的共混物。
[0083]
优选地,聚乙烯组分b)具有0.930g/cm3至0.970g/cm3的密度。
[0084]
聚乙烯组分b)的优选m
w
/m
n
值是大于5至65,更优选8至60,或8全25。
[0085]
此类乙烯均聚物和/或共聚物可以用常规催化剂,特别是齐格勒
‑
纳塔或铬(phillips)催化剂在一个或多个低压聚合步骤中制备。
[0086]
它们在市场上广泛销售。
[0087]
具体实例是由basell以商标出售的乙烯聚合物,其使用齐格勒
‑
纳塔聚合催化剂通过前述方法制备。
[0088]
如本领域所熟知的,齐格勒
‑
纳塔催化剂包括元素周期表第1、2或13族的有机金属化合物与元素周期表第4至10族的过渡金属化合物的反应产物(新符号)。特别地,过渡金属化合物可以选自ti、v、zr、cr和hf的化合物,并且优选负载在mgcl2上。
[0089]
特别优选的催化剂包括元素周期表第1、2或13族的所述有机金属化合物与包括负载在mgcl2上的ti化合物的固体催化剂组分的反应产物。
[0090]
优选的有机金属化合物是前述烷基铝。
[0091]
当使用上述聚乙烯材料作为组分b)时,需要机械混合步骤以通过掺入这种组分来制备聚乙烯组合物(i)。
[0092]
然而,还可以在具有一个或多个聚合步骤的聚合中,在能够生产所有聚乙烯组分a)、b)和c)的催化剂的存在下直接生产聚乙烯组合物(i),因为它们对分子量调节剂(氢)的不同敏感性或通过改变其浓度。
[0093]
聚乙烯组合物(i)可以进一步包括本身已知的助剂和/或添加剂,例如加工稳定剂、抗光和热影响的稳定剂、常规添加剂如润滑剂、抗氧化剂、防粘连剂和抗静电剂,以及如果合适的话,染料。本领域技术人员将熟悉这些添加剂的类型和量。它们通常以相对于聚合物材料和添加剂本身的重量至多6wt%,优选0.1至1wt%的量添加。
[0094]
通常,聚乙烯组分a)、b)和c)以及添加剂的混合可以通过所有已知的方法进行。其可以例如通过将粉末组分引入造粒装置例如双螺杆捏合机(zsk)、farrel捏合机或kobe捏合机中并在聚乙烯组合物至少部分熔融的温度例如180℃至220℃下操作来进行。
[0095]
可以广泛地选择聚乙烯组分a)、b)和c)的特定mi(熔融指数)值,条件是获得总组合物的所述mie值。
[0096]
在这方面,众所周知,通常聚烯烃共混物的mi值的对数(因此也是乙烯聚合物的共混物)由单一组分的重量分数和mi值的对数的乘积的总和给出。
[0097]
因此,由所述组分a)和b)以及c)的共混物制成的组合物的mie值通过以下关系式确定:
[0098]
log mie(a+b+c)=wa log mie(a)+wb log mie(b)+wc log mie(c)
[0099]
其中mie(a+b+c)是a)、b)和c)的共混物的mie值,mie(a)、mie(b)和mie(c)分别是组分a)、b)和c)的mie值,wa、wb和wc是各自的重量分数。例如,当共混物由50wt%的组分a)、30wt%的组分b)和20wt%的组分c)制成时,wa、wb和wc为0.5、0.3和0.2。
[0100]
聚乙烯组合物(ii)的优选mie值为1g/10min至1000g/10min。
[0101]
聚乙烯组分b)的优选mie值为0.1g/10min至50g/10min。
[0102]
通过将共混物的重量除以其体积来计算密度。
[0103]
该体积是每种组分的重量与其密度的比的总和。
[0104]
因此,对于50wt%的密度为0.93g/cm3的组分a),30wt%的密度为0.95g/cm3的组分b)和20wt%的密度为0.94g/cm3的组分c)的共混物,总密度将为:
[0105]
100/(50/0.93+30/0.95+20/0.94)=0.94g/cm3。
[0106]
由本发明的聚乙烯组合物(i)(特别是由包括所述组合物的长丝)生产的制品可以通过挤出增材制造方法制备,其中聚乙烯组合物至少部分熔融,例如在180
°
至280℃,更优选190
°
至240℃的温度下。
[0107]
如前面所解释的,将聚乙烯组合物(i)材料挤出并沉积为一系列的层,以获得所述3d制品。当使用基于挤出的3d印刷机时,通过由挤出头承载的挤出模具进行挤出,并且可以通过适当地设定长丝进料速率、长丝横截面尺寸和模具头和/或制品的运动速率来改变沉积速率的控制。
[0108]
所述沉积可以是单向的或多向的,如示例中所示。
[0109]
已经发现,为了获得最佳的机械性能,重要的工艺参数是在挤出过程中施加的剪切速率。
[0110]
该剪切速率优选等于或大于120s
‑1,更优选等于或大于150s
‑1,特别是等于或大于200s
‑1,上限在所有情况下优选为1000s
‑1。
[0111]
在进行单向或多向挤出增材制造的同时,可以在一个单一印刷方法中添加其他(也是不混溶的)聚合物如聚丙烯或pva,以改进断裂伸长率或刚度。
[0112]
实施例
[0113]
本文提供的各种实施方案、组合物和方法公开于以下实施例中。这些实施例仅是说明性的,而不意在以任何方式限制所附权利要求的范围。
[0114]
以下分析方法用于表征聚合物组合物。
[0115]
熔体流动指数mie
[0116]
根据iso 1133
‑
2:2011在190℃下在2.16kg的负荷下确定。
[0117]
密度
[0118]
根据iso 1183
‑
1:2012在23℃下确定。
[0119]
通过gpc确定分子量分布
[0120]
摩尔质量分布(包括gpc峰)和由其衍生的mn、mw和mw/mn平均值的确定通过高温凝胶渗透色谱法(gpc)使用iso 16014
‑
1、
‑
2、
‑
4,2003年发行中描述的方法进行。根据所述iso标准的细节如下:溶剂1,2,4
‑
三氯苯(tcb),装置温度和溶液135℃和作为浓度检测器的能够与tcb一起使用的polymerchar(valencia,paterna 46980,spain)ir
‑
4红外检测器。使用了waters alliance 2000,其装备有串联连接的下列柱前shodex ut
‑
g和分离柱shodex ut 806m(3x)和shodex ut 807(showa denko europe gmbh,konrad
‑
zuse
‑
platz4,81829muenchen,germany)。
[0121]
在氮气下真空蒸馏溶剂,并用0.025重量%的2,6
‑
二叔丁基
‑4‑
甲基苯酚(bht)稳定。使用的流速是1ml/min,注射是500μl并且聚合物浓度在0.01%<浓度<0.05%w/w。分子量校准通过使用来自polymer laboratories(现为agilent technologies,herrenberger str.130,71034boeblingen,germany)的580g/mol至11600000g/mol范围内的单分散聚苯乙烯(ps)标准物和另外的十六烷来建立。
[0122]
然后通过通用校准方法(benoit h.,rempp p.和grubisic z.,&在j.polymer sci.,phys.ed.,5,753(1967)中)使校准曲线适应聚乙烯(pe)。这里使用的mark
‑
houwing参数对于ps:k
ps
=0.000121dl/g,α
ps
=0.706和对于pe k
pe
=0.000406dl/g,α
pe
=0.725,在135℃的tcb中有效。分别使用ntgpc对照品v6.02.03和ntgpc_v6.4.24(hs gmbh,hauptstraβe 36,d
‑
55437ober
‑
hilbersheim,germany)进行数据记录、校正和计算。
[0123]
剪切速率
[0124]
在印刷方法期间施加至聚合物熔体的剪切速率通过下式计算:
[0125][0126]
其中r表示喷嘴的半径(单位:mm),并且是体积流量(单位:mm3/s)。
[0127]
对于3d印刷机、喷嘴直径、温度和打印速度(即,挤出速度)的每个特定组合测量体积流量为此,通过重量分析测量聚合物通量(单位:g/s)并且根据以下等式除以聚合物熔体密度ρ(单位:g/mm3):
[0128]
在温度t(单位:℃)下熔融聚乙烯的聚合物熔体密度ρ用下列等式(1)计算:ρ=
[1.262+9.0*10
‑4(t
‑
125)]
‑1*10
‑
g
/mm3。
[0129]
等式(1)在meissner,j.hostettler,《流变学学报》(rheol.acta)1994,33,1
‑
21中报道。
[0130]
机械性能:杨氏模量和拉伸强度
[0131]
根据程序din en iso 527:2012用拉伸试样din en iso 527
‑
2 5a测量机械性能。使用的拉伸试验机是zwick z005。
[0132]
将为此目的所需的测试试样如稍后解释的注塑成型或3d印刷。
[0133]
采用3d印刷制备了两种骨尺寸的测试试样,即:
[0134]
i)单向试样,或
[0135]
ii)多向试样。
[0136]
对于单向试样i),3d印刷以相对于应力(牵引)方向成0
°
或90
°
的填充图案取向进行,其对应于测试试样的长度。
[0137]
对于多方向试样ii),以相对于应力方向成0
°
和90
°
的交替填充图案取向沉积每个3d印刷层。
[0138]
通过从聚合物材料的注塑成型板中切割它们来制备注塑成型的测试试样,其中每个测试试样的长度相对于注射流动在0
°
或90
°
取向。
[0139]
在确定横截面积之后,将所有测试试样竖直夹持并拉伸至断裂。
[0140]
从得到的应力
‑
应变图确定具体的特性。以高达50mm/min的牵引速度对骨尺寸的测试试样进行测试。用软件testxpert ii评价数据。
[0141]
实施例1
‑
6和对比例1
‑2[0142]
聚乙烯组合物(ii)的制备
[0143]
根据esteruelas ma等人,《有机金属化合物》(organometallics)2003;22(3):395
‑
406合成2,6
‑
双[1
‑
(2,6
‑
二甲基苯基亚氨基)乙基]吡啶三氯化铬(iii)(crbip)。
[0144]
[η5‑
3,4,5
‑
三甲基
‑1‑
(8
‑
喹啉基)
‑2‑
三甲基甲硅烷基
‑
环戊二烯基]
‑
二氯化铬(crqcp)根据以下合成:enders等人,《有机金属化合物》(organometallics)2004;23(16):3832
‑
9,以及fern
á
ndez等人,《有机金属化合物》(organometallics)2007;26(18):4402
‑
12。
[0145]
混合催化剂体系的制备
[0146]
将显示出1.5ml/g的孔体积和400m
2 g
‑1的比表面积的介孔二氧化硅催化剂载体(grace的sylopol xpo2107)在schlenk管中在高真空(10
‑3巴)中在160℃下干燥14h。加入20ml甲苯,超声处理悬浮液10分钟。在加入计算量的mao(al∶cr=300∶1),将混合物搅拌30min并超声处理5min。沉降后,通过除去和交换上清液,用干燥甲苯洗涤mao处理的催化剂载体。将crbip溶于甲苯(0.2mg ml
‑1),用三甲基铝(tma,10当量)预处理并通过注射器加入。搅拌5分钟后,还加入crqcp的甲苯溶液(0.2mg ml
‑1),并将混合物再次搅拌5分钟。沉降后,将活化的催化剂收集在正庚烷(20ml)中,转移到反应器中并开始聚合。
[0147]
制备两种具有不同crbip/crqcp摩尔比的混合催化剂,通过适当地计量各溶液获得,即:
[0148]
‑
催化剂1,其具有0.8的crbip/crqcp摩尔比;
[0149]
‑
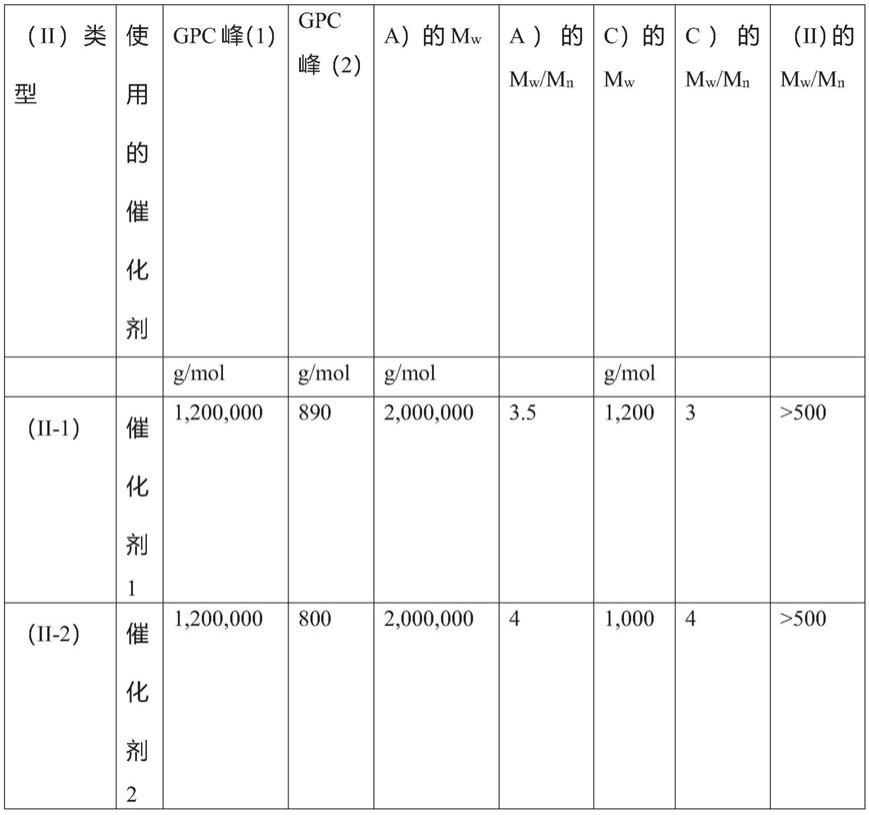
催化剂2,其具有3.0的crbip/crqcp摩尔比。
[0150]
聚合
[0151]
使用所述两种催化剂,在配备有机械搅拌器、恒温器和软件接口的2.6l钢反应器(hitec zang)中进行乙烯聚合。因此,将反应器在高真空中在60℃下加热2h,用正庚烷(580ml)和三异丁基铝(tibal,3ml,在正己烷中1m)填充并且用乙烯饱和(5巴)。在将制备的催化剂转移到反应器中之后,在40℃,5巴的乙烯压力和200rpm的搅拌速度下进行聚合120分钟。将聚合物用bht的甲醇溶液稳定,过滤并在减压下在60℃下干燥至恒重。
[0152]
如此获得的聚乙烯组合物(ii),即具有33wt%a)的组合物(ii
‑
1)和具有63wt%a)的组合物(ii
‑
2)的性能,取决于所使用的催化剂,报告在下表1中。
[0153]
表1:聚乙烯组合物(ii)的性能
[0154][0155]
组分b)
[0156]
实施例中的聚乙烯组分b)是由basell以商标hostalen gc7260出售的市售hdpe。
[0157]
在淤浆法中使用齐格勒
‑
纳塔催化剂制备的此类hdpe具有以下性能:
[0158]
‑
密度:0,9600g/cm3;
[0159]
‑
mie:7.3g/10min;
[0160]
‑
m
w
:90,500g/mol;
[0161]
‑
m
w
/m
n
:9.5。
[0162]
聚乙烯组合物(i)
[0163]
通过配混将上述聚乙烯组分b)与聚乙烯组合物(ii
‑
1)和(ii
‑
2)分别混合在一起,由此获得聚乙烯组合物(i)的两个实例,即组合物1和组合物2。
[0164]
在dsm xplore micro compounder 15cc上进行配混。每10.0g聚合物循环60秒的停留时间,然后挤出并造粒。用于配混机的参数汇总于下表2中。
[0165]
所得组合物的性能记录在下表3中。
[0166]
表2:用于配混聚乙烯组分a)和聚乙烯组合物(ii)以进一步加工的参数。
[0167]
参数值t/℃200转/数/分钟100填充/g10.0停留时间60
[0168]
表3:聚乙烯组合物(i)
[0169][0170]
聚乙烯组分a)、b)和c)的量和各自的mw值记录在下表4中。
[0171]
表4:聚乙烯组合物(i)
‑
分馏
[0172][0173]
[0174]
*来自组分b)的gpc的mw;
[0175]
**来自组合物(ii)的gpc的mw。
[0176]
含有a)、b)和c)的所有聚乙烯组合物(i)或者可通过共负载三种不同的催化剂前体配合物而获得,如在markus st
ü
rzel、shahram mihan和rolfm
ü
lhaupt,《化学综述》(chem.rev.),2016,116(3),第1398
‑
1433页中所述。
[0177]
长丝挤出
[0178]
由所述组分b)的颗粒在双螺杆挤出机collin teach
‑
linetm zk 25t上用圆模(2.80mm直径)生产用于3d印刷的对比长丝。将挤出的聚合物线料取出,水冷却并在印刷机卷材上卷起。使用的参数列于下表5中。
[0179]
表5:用于生产聚乙烯组分b)的长丝的参数
[0180][0181][0182]
在具有圆模(2.30mm直径)的randcastle rcp
‑
mt250单螺杆微型挤出机上进行根据本发明的用于3d印刷的长丝的挤出。将如上所述制备的聚乙烯组合物(i)的样品在如下所述的在先研磨之后进料到挤出机中,而不进行计量。将挤出的聚合物线料取出,水冷却并在印刷机卷材上卷起。使用的挤出参数列于下表6中。
[0183]
表6:用于生产聚乙烯组合物(i)的长丝的挤出参数
[0184]
参数值t
区1
/℃190
‑
200t
区2
/℃180
‑
200t
区3
/℃180
‑
200转/数/分钟100
‑
120输出/mm/s7
‑8[0185]
研磨
[0186]
在挤出之前,聚乙烯组合物(i)的样品必须被研磨至大约0.1mm的粒度。研磨分两
步进行:首先,通过rapid的造粒机1514获得1mm的粒度。随后,将粉末在液氮中冷却并使用来自retsch(12
‑
销刀片,16,000rpm,0.5mm筛)的旋转磨机zm200粉碎至0.1mm的粒度。
[0187]
fdm(熔融沉积成型)3d印刷
[0188]
所有fdm印刷的测试试样使用ultimaker 2+fdm印刷机使用100%填充和0.8mm直径的喷嘴生产,导致0.7mm的线宽。层厚度为0.2mm。在每种情况下调整印刷温度和速度以产生期望的机械性能。
[0189]
注塑成型
[0190]
在220℃,8巴和8s的保持压力下,用于比较例的测试试样的注塑成型是在dsm xplore微型混合器5cc上与注塑成型系统dsm xplore 10cc一起进行的。模制温度为60℃。
[0191]
实施例中分别使用的聚乙烯材料记录在下表7中。
[0192]
表8至10报告了加工条件和测试结果。
[0193]
表7
[0194]
实施例方法聚乙烯材料1fdm单向组合物12fdm单向组合物13fdm多向组合物14fdm单向组合物25fdm单向组合物26fdm单向组合物2对比1注塑成型100%组分b)对比2注塑成型组合物1
[0195]
表8
[0196][0197]
表9
[0198][0199]
表10
[0200][0201]
对比例(comp.)=对比例(comparison)
[0202]
如上表所示,本发明聚乙烯组合物的3d印刷允许生产机械性能超过纯聚乙烯组分b)的机械性能的印刷制品。
[0203]
此外,本发明聚乙烯组合物的3d印刷允许生产具有各向同性和改善的机械性能的部件,所述部件不能通过注塑成型生产。
[0204]
包括本发明聚乙烯组合物的3d印刷制品的潜在应用的实例是具有自适应区域的特制假体。
[0205]
非常耐磨的多向表面和柔性阻尼核心适用于髋关节,而股骨可单向增强以产生最佳稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1