纤维增强树脂物品、其制造方法、及包含其的层叠体与流程
1.本发明涉及具有无规片材那样的大理石格调的独特外观、并且即使在厚度较薄时也不存在缺陷(孔等)的纤维增强树脂物品、其制造方法、及包含其的层叠体。特别地,本发明涉及在电气部件、pc壳体、手机套、汽车部件、家具、建筑材料的壁纸等用途中非常有用的纤维增强树脂物品。
背景技术:
2.以往,使增强纤维与基体树脂复合而得到的纤维增强树脂物品被用于各种领域中。作为该纤维增强树脂物品,例如单向性纤维增强树脂片材、将多个单向性纤维增强树脂片材层叠而成的层叠体、或无规片材是已知的。
3.专利文献1中记载了使用特定的碳纤维束作为增强纤维束的单向性纤维增强树脂片材(单向性材料)、将多个单向性纤维增强树脂片材层叠而成的层叠体(单向性层叠材料)、及无规片材(无规可冲压片材)。
4.所谓无规片材,是通常被称为ctt材料(chopped carbon fiber tape reinforced thermoplastics,短切碳纤维带增强热塑性塑料)的面内各向同性的片材,并且是具有大理石格调的独特外观、也容易通过冲压成型、加压成型等成型法赋予三维形状的片材。该无规片材例如可通过下述方式得到:使将单向性纤维增强树脂片材切割为小片状而得到的多个短切片材无规地层叠,将其加压成型从而进行一体化。
5.专利文献2中记载了一种结构体,其为无规片材成型体与单向片材成型体的层叠体,并且该无规片材成型体配置于至少一面。而且,说明了该结构体的强度、强度各向异性、成型性及成型外观优异。
6.现有技术文献
7.非专利文献
8.专利文献1:国际公开第2016/114352号
9.专利文献2:日本特开2013
‑
208725号公报
技术实现要素:
10.发明所要解决的课题
11.近年来,对于纤维增强树脂物品,薄膜化及轻量化的要求也逐渐增高。但是,无规片材是为了呈现面内各向同性而通常将8层以上的短切片材重叠并进行层叠一体化而得到的片材,因此,较之单向性纤维增强树脂片材而言变得相当厚。为了将该无规片材薄膜化,需要使短切片材的层叠数量少,但若使层叠数量极少,则存在下述倾向:在短切片材未能叠合的部位开孔,成为不连续的片材。
12.专利文献2中记载的结构体是将无规片材成型体与单向片材成型体(单向性纤维增强树脂片材)层叠而得到的层叠体,因此不能充分满足上述的薄膜化及轻量化的要求。这是因为,专利文献2中使用的无规片材成型体与上述的无规片材同样地,是将多个(实施例
中为约7层~约9层)短切预浸料坯(短切片材)重叠并进行层叠一体化而得到的成型体,其本身是相当厚的。并且,由于将该厚的无规片材成型体与单向片材成型体层叠,因此该结构体的总厚度变得更厚。
13.本发明是为了解决以上课题而作出的。即,本发明的目的在于提供具有无规片材那样的大理石格调的独特外观、并且即使在厚度较薄时也不存在缺陷(孔等)的纤维增强树脂物品、其制造方法、及包含其的层叠体。
14.用于解决课题的手段
15.本技术的发明人为了解决上述课题而进行了深入研究,结果发现,在单向性纤维增强树脂片材的至少一个面将短切片材一体化是非常有效的,从而完成了本发明。即,本发明通过以下的事项进行特别规定。
16.[1]纤维增强树脂物品,其在单向性纤维增强树脂片材(uds)的至少一个面包含多个与该单向性纤维增强树脂片材(uds)相同或不同的单向性纤维增强树脂片材的短切片材(cs),
[0017]
相对于前述单向性纤维增强树脂片材(uds)100质量份而言的前述短切片材(cs)的比例为40质量份以上且100质量份以下。
[0018]
[2]如[1]所述的纤维增强树脂物品,其中,前述单向性纤维增强树脂片材(uds)及前述短切片材(cs)包含热塑性树脂。
[0019]
[3]如[2]所述的纤维增强树脂物品,其中,前述热塑性树脂为选自由聚丙烯系树脂及聚酰胺系树脂组成的组中的至少一种热塑性树脂。
[0020]
[4]如[1]所述的纤维增强树脂物品,其中,前述单向性纤维增强树脂片材(uds)和前述短切片材(cs)包含相同种类的树脂。
[0021]
[5]如[1]所述的纤维增强树脂物品,其厚度为0.1mm以上且1.0mm以下。
[0022]
[6]如[1]所述的纤维增强树脂物品,其中,前述单向性纤维增强树脂片材(uds)及前述短切片材(cs)包含选自由碳纤维及玻璃纤维组成的组中的至少一种纤维。
[0023]
[7]如[1]所述的纤维增强树脂物品,其中,在包含前述短切片材(cs)的一侧的表面具有不含增强纤维的树脂片材。
[0024]
[8]如[1]所述的纤维增强树脂物品,其中,前述短切片材(cs)在每单位面积中的个数为500~7000个/m2。
[0025]
[9]纤维增强树脂物品的制造方法,其具有:
[0026]
在单向性纤维增强树脂片材(uds)的至少一个面配置多个与该单向性纤维增强树脂片材(uds)相同或不同的单向性纤维增强树脂片材的短切片材(cs)的工序;和
[0027]
对在前述配置的工序中得到的配置后的物品进行加热及加压的工序。
[0028]
[10]层叠体,其包含[1]所述的纤维增强树脂物品、和发泡体层。
[0029]
[11]如[10]所述的层叠体,其中,前述发泡体层的密度为0.2~0.7g/cc。
[0030]
[12]如[10]所述的层叠体,其中,前述纤维增强树脂物品位于前述发泡体层的一个面上,
[0031]
前述纤维增强树脂物品的与前述发泡体层侧的面相对的面包含多个前述短切片材(cs)。
[0032]
[13]如[10]所述的层叠体,其中,前述纤维增强树脂物品位于前述发泡体层的一
个面上,
[0033]
单向性纤维增强树脂片材(uds)位于前述发泡体层的另一个面上,
[0034]
前述纤维增强树脂物品的与前述发泡体层侧的面相对的面包含多个前述短切片材(cs)。
[0035]
[14]如[10]所述的层叠体,其中,前述纤维增强树脂物品各自位于前述发泡体层的两个面上,
[0036]
各个前述纤维增强树脂物品的与前述发泡体层侧的面相对的面包含多个前述短切片材(cs)。
[0037]
发明的效果
[0038]
根据本发明,能够提供具有无规片材那样的大理石格调的独特外观、并且即使在厚度较薄时也不存在缺陷(例如孔)的纤维增强树脂物品、其制造方法、及包含其的层叠体。
[0039]
另外,本发明的纤维增强树脂物品在与单向性纤维增强树脂片材相比的情况下,0
°
方向(与单向性纤维增强树脂片材的纤维方向平行的方向)以外的方向上的强度(例如拉伸强度)提高。
[0040]
另外,本发明的纤维增强树脂物品在与无规片材相比的情况下,或在与专利文献2中记载那样的无规片材与单向性纤维增强树脂片材的层叠体相比的情况下,容易满足薄膜化及轻量化的要求。
[0041]
另外,通过将纤维增强树脂物品用于片材嵌件注塑成型、或者用作将发泡片材或蜂窝板加工成夹心板等层叠体时的表面材料,能够提供轻量且高强度的制品。
附图说明
[0042]
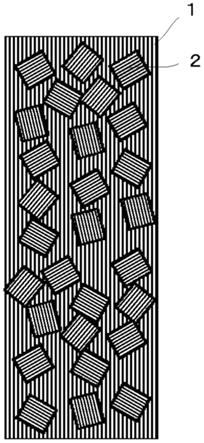
[图1]为示出本发明的纤维增强树脂物品的一个实施方式的示意性俯视图。
[0043]
[图2]为从倾斜方向对实施例1中得到的纤维增强树脂物品的外观的一部分进行拍摄而得到的照片。
[0044]
[图3]为从倾斜方向对比较例3中得到的纤维增强树脂物品的外观的一部分进行拍摄而得到的照片。
[0045]
[图4]为从倾斜方向对比较例4中得到的纤维增强树脂物品的外观的一部分进行拍摄而得到的照片。
具体实施方式
[0046]
<纤维增强树脂物品>
[0047]
图1为示出本发明的纤维增强树脂物品的一个实施方式的示意性俯视图。如图1所示,本发明的纤维增强树脂物品是在单向性纤维增强树脂片材(uds)1的至少一个面(片材面)包含多个单向性纤维增强树脂片材的短切片材(cs)2的物品。
[0048]
图1所示的短切片材(cs)2为单向性纤维增强树脂片材的小片,例如可通过将单向性纤维增强树脂片材切割为小片状而得到。成为该短切片材(cs)2的原材料的单向性纤维增强树脂片材可以与单向性纤维增强树脂片材(uds)1相同,也可以不同。单向性纤维增强树脂片材(uds)1及成为短切片材(cs)2的原材料的单向性纤维增强树脂片材的具体例在后文详述。
[0049]
对于图1所示的纤维增强树脂物品而言,由于在其表面无规地分散配置有多个短切片材(cs)2,因此,通过纤维的取向方向的无规性而使光线的反射发生复杂的变化,形成大理石格调的独特外观。并且,这些短切片材(cs)2在单向性纤维增强树脂片材(uds)1的表面被一体化,因此,即使短切片材(cs)2没有相互叠合,也不会产生孔。另外,在以往的无规片材中,短切片材(cs)的端面容易成为破坏的起点,而在本发明的纤维增强树脂物品中,短切片材(cs)2的端面的数量的比例少,并且存在单向性纤维增强树脂片材(uds)1,因此不易破坏。另外,短切片材(cs)2的纤维方向是无规的,因此不易产生极端的卷曲。
[0050]
图1所示的单向性纤维增强树脂片材(uds)1的0
°
方向(与单向性纤维增强树脂片材(uds)的纤维方向平行的方向)上的强度(例如拉伸强度)高,关于0
°
方向以外的方向上的强度,利用短切片材(cs)2来提高。因此,本发明的纤维增强树脂物品不显示极端的局部各向异性。由此,例如,即使在通过冲压成型、加压成型等成型法对纤维增强树脂物品赋予三维形状的情况下,纤维增强树脂物品也不易裂开,形状追随性优异。此外,也容易进行将纤维增强树脂物品嵌入注射成型模具内的嵌件成型、二次注塑成型(overinjection molding)。
[0051]
图1所示的单向性纤维增强树脂片材(uds)1不同于专利文献2中记载那样的使将多个短切片材(cs)成型为片状而得到的无规片材与单向性纤维增强树脂片材层叠的构成的层叠体,具有多个短切片材(cs)2被包含于单向性纤维增强树脂片材(uds)1的至少一个面(片材面)中的构成,因此容易满足薄膜化及轻量化的要求。
[0052]
图1所示的实施方式中,各个短切片材(cs)2以不相互叠合的方式配置。这样尽可能地以不叠合的方式配置时,从例如纤维增强树脂物品的薄膜化的方面考虑是优选的。但是,本发明不限于此。多个短切片材(cs)2中的几个可以相互叠合。短切片材(cs)2的叠合的有无、其层叠数量根据例如纤维增强树脂物品的作为目标的厚度来适当地确定即可。
[0053]
图1所示的实施方式中,单向性纤维增强树脂片材(uds)1的一面整体包含多个短切片材(cs)2,但本发明不限于此。例如,可以是单向性纤维增强树脂片材(uds)1的两面包含多个短切片材(cs)2,也可以仅在一面或两面的一部分中包含多个短切片材(cs)2。另外,也可以在将多个单向性纤维增强树脂片材(uds)1层叠而得到的层叠体的至少一个面包含多个短切片材(cs)2。
[0054]
图1所示的实施方式中,所配置的多个短切片材(cs)2的尺寸均匀,但本发明不限于此。例如,可以使用尺寸不同的2种以上的短切片材(cs),也可以使其尺寸具有分布。另外,短切片材(cs)的形状也不限于四方形,也可以为除此以外的形状。
[0055]
图1所示的实施方式中,在包含短切片材(cs)2的一侧的表面什么也没有层叠,但本发明不限于此。例如,可以在包含短切片材(cs)2的一侧的表面具有不含增强纤维的树脂片材(保护膜等)。该树脂片材不仅对纤维增强树脂物品的表面进行保护,而且还能够例如进一步提高单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度,或者减轻进行了嵌件成型、二次注塑成型时的翘曲变形,或者赋予耐气候性、阻燃性。树脂片材优选包含与单向性纤维增强树脂片材(uds)1的基体树脂及/或短切片材(cs)2的基体树脂相同种类的树脂。另外,也可以包含耐气候稳定剂、阻燃剂等添加剂。这样的树脂片材例如可以通过热层压于包含短切片材(cs)2的一侧的表面来设置。
[0056]
相对于单向性纤维增强树脂片材(uds)100质量份而言的短切片材(cs)的比例为
40质量份以上且100质量份以下,优选为50质量份以上且90质量份以下。使短切片材(cs)的量为这样的特定的量以上时,从例如提高单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度的方面及获得大理石格调的独特外观的方面考虑是优选的。另外,使该量为这样的特定的量以下时,从例如纤维增强树脂物品的薄膜化及轻量化的方面、通过减少短切片材(cs)彼此的叠合部位及减少叠合部位的层叠数量的偏差来提高纤维增强树脂物品的厚度的均匀性的方面、以及减少容易成为破坏起点的部位(短切片材(cs)的端面等)的数量的方面考虑是优选的。
[0057]
单向性纤维增强树脂片材(uds)及短切片材(cs)各自的厚度优选为50μm以上且500μm以下,更优选为100μm以上且250μm以下。使它们的厚度为这样的特定的厚度以上时,从例如抑制光的透过从而获得大理石格调的独特外观的方面考虑是优选的。另外,使它们的厚度为这样的特定的厚度以下时,从例如纤维增强树脂物品的薄膜化及轻量化的方面、提高纤维增强树脂物品的厚度的均匀性的方面及减少成为破坏起点的部位的数量的方面考虑是优选的。
[0058]
纤维增强树脂物品的厚度优选为0.1mm以上且1.0mm以下,更优选为0.15mm以上且0.5mm以下。使纤维增强树脂物品的厚度为这样的特定的厚度以上时,从例如适合于使用纤维增强树脂物品的片材嵌件注塑成型、向将纤维增强树脂物品用作表面材料的夹心板等层叠体的加工的方面考虑是优选的。另外,使其厚度为这样的特定的厚度以下时,从例如纤维增强树脂物品的薄膜化及轻量化的方面考虑是优选的。
[0059]
单向性纤维增强树脂片材(uds)及短切片材(cs)各自的纤维体积分数vf优选为0.3以上且0.7以下,更优选为0.35以上且0.6以下。纤维体积分数vf的具体的计算方法记载于后述的实施例栏中。
[0060]
单向性纤维增强树脂片材(uds)的尺寸(长度及宽度)没有特别限定,根据纤维增强树脂物品被使用的用途来适当地确定即可。通常,其长度(与单向性纤维增强树脂片材(uds)的纤维方向平行的方向上的长度)优选为10mm以上且2000mm以下,其宽度(与单向性纤维增强树脂片材(uds)的纤维方向成直角的方向上的长度)优选为100mm以上且600mm以下。
[0061]
短切片材(cs)的宽度(与短切片材(cs)的纤维方向成直角的方向上的长度)优选为3mm以上且50mm以下,更优选为10mm以上且25mm以下。使短切片材(cs)的宽度为这样的特定范围内的宽度时,从例如获得大理石格调的独特外观的方面考虑是优选的。
[0062]
短切片材(cs)的长度(与短切片材(cs)的纤维方向平行的方向上的长度)优选为10mm以上且50mm以下,更优选为10mm以上且25mm以下。使短切片材(cs)的长度为这样的特定范围内的长度时,从例如提高单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度的方面考虑是优选的。
[0063]
短切片材(cs)的长宽比(长度/宽度)优选为0.5以上且5.0以下,更优选为1.0以上且3.0以下。通常,对短切片材(cs)进行加压成型时,存在下述倾向:在短切片材(cs)的纤维方向上不易扩展,而在与纤维方向成直角的方向上容易扩展。因此,使短切片材(cs)的长宽比为这样的特定范围内的长宽比时,从例如适度地抑制进行加压成型时的片材的扩展的方面考虑是优选的。
[0064]
短切片材(cs)在每单位面积中的个数优选为500~7000个/m2,更优选为700~
7000个/m2。使该个数为这样的特定值以上时,从例如提高单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度的方面及获得大理石格调的独特外观的方面考虑是优选的。另外,使该个数为这样的特定值以下时,从例如纤维增强树脂物品的薄膜化及轻量化的方面、通过减少短切片材(cs)彼此的叠合部位及减少叠合部位的层叠数量的偏差来提高纤维增强树脂物品的厚度的均匀性的方面、以及减少容易成为破坏起点的部位(短切片材(cs)的端面等)的数量的方面考虑是优选的。需要说明的是,该个数中的“单位面积”是指与单向性纤维增强树脂片材(uds)的片材面平行的面的单位面积。
[0065]
多个短切片材(cs)优选以其纤维方向彼此成为无规的方向的方式配置。其配置的无规性越高,越有特别能获得大理石格调的独特外观的倾向,并且越有单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度提高的程度变得均匀的倾向。需要说明的是,“以成为无规的方向的方式配置”是指:其纤维方向彼此不与特定的方向一致,而是不规则地配置。
[0066]
以上说明的各尺寸的短切片材(cs)可以通过使用例如切割刀、剪刀、闸刀式切割机、铡断机、激光切割机等器具对单向性纤维增强树脂片材进行切割而得到。
[0067]
本发明中,单向性纤维增强树脂片材(uds)及短切片材(cs)的种类没有特别限定,可以使用已知的单向性纤维增强树脂片材及短切片材。
[0068]
从基于加热成型(加压成型等)的一体化的容易性的方面考虑,单向性纤维增强树脂片材(uds)及短切片材(cs)优选包含热塑性树脂,更优选包含选自由聚丙烯系树脂及聚酰胺系树脂组成的组中的至少一种热塑性树脂。
[0069]
从在一体化后不易剥离等的稳定性的方面考虑,单向性纤维增强树脂片材(uds)及短切片材(cs)优选包含相同种类的树脂。该树脂是通常作为基体树脂而被包含的树脂。因此,例如,单向性纤维增强树脂片材(uds)包含聚丙烯系树脂作为基体树脂的情况下,优选短切片材(cs)也包含聚丙烯系树脂作为基体树脂,另外,单向性纤维增强树脂片材(uds)包含聚酰胺系树脂作为基体树脂的情况下,优选短切片材(cs)也包含聚酰胺系树脂作为基体树脂。
[0070]
单向性纤维增强树脂片材(uds)及短切片材(cs)优选包含选自由碳纤维及玻璃纤维组成的组中的至少一种纤维。特别是为了获得大理石格调的外观,更优选包含碳纤维。
[0071]
<纤维增强树脂物品的制造方法>
[0072]
就以上说明的本发明的纤维增强树脂物品而言,对其制造方法没有特别限制。其中,本发明的纤维增强树脂物品的制造方法为具有下述工序的纤维增强树脂物品的制造方法:在单向性纤维增强树脂片材(uds)的至少一个面配置多个与该单向性纤维增强树脂片材(uds)相同或不同的单向性纤维增强树脂片材的短切片材(cs)的工序;和对在该配置的工序中得到的配置后的物品进行加热及加压的工序。
[0073]
在配置多个短切片材(cs)的工序中,优选各个短切片材(cs)以不相互叠合的方式配置。但是,本发明不限于此。如前文所说明的那样,多个短切片材(cs)中的几个可以相互叠合。短切片材(cs)的叠合的有无、其层叠数量根据例如纤维增强树脂物品的作为目标的厚度来适当地确定即可。例如,与配置多个的工序同时地或在配置多个的工序之后,为了减少短切片材(cs)的重叠,可以具有将短切片材(cs)重新配置的工序。
[0074]
在配置多个短切片材(cs)的工序中,如前文所述,优选将多个短切片材(cs)以其
纤维方向彼此成为无规的方向的方式配置。其配置的无规性越高,越有特别能获得大理石格调的独特外观的倾向,并且越有单向性纤维增强树脂片材(uds)的0
°
方向以外的方向上的强度提高的程度变得均匀的倾向。
[0075]
在进行加热及加压的工序中,其加热温度优选为单向性纤维增强树脂片材(uds)及短切片材(cs)中使用的基体树脂的熔点以上。其加热温度通常为165℃以上且250℃以下。另外,压力通常为0.5mpa以上且5.0mpa以下。
[0076]
纤维增强树脂物品的制造方法可以还具有:针对经由加热及加压工序得到的纤维增强树脂物品,根据需要设置前文所说明的树脂片材的工序(例如热层压工序、进行粘贴的工序)。
[0077]
<纤维增强树脂组合物>
[0078]
构成本发明中使用的单向性纤维增强树脂片材(uds)及短切片材(cs)的纤维增强树脂组合物的种类没有特别限定。以下说明其具体例。
[0079]
纤维增强树脂组合物通常为包含增强纤维(优选为增强纤维束)和基体树脂的组合物。增强纤维束例如可通过用上浆剂对增强纤维进行处理而得到。而且,通过将该增强纤维束排列,使其与例如已熔融的基体树脂接触,可得到纤维增强树脂组合物。
[0080]
作为增强纤维,可以使用例如碳纤维、玻璃纤维、芳族聚酰胺纤维、氧化铝纤维、碳化硅纤维、硼纤维、金属纤维等高强度、高弹性模量纤维。它们可以并用2种以上。增强纤维特别优选包含选自由碳纤维及玻璃纤维组成的组中的至少一种纤维。单丝的平均直径没有特别限定,但从机械特性及表面外观的方面考虑,优选为1~20μm,更优选为4~10μm。碳纤维束的单丝数也没有特别限定,但从生产率及特性的方面考虑,优选为100~100,000根,更优选为1,000~50,000根。
[0081]
作为增强纤维束中使用的上浆剂,可举出例如改性聚烯烃。该改性聚烯烃优选为至少包含与聚合物链键合的羧酸金属盐的改性聚烯烃。作为改性聚烯烃的原料(未改性聚烯烃),可举出例如源自乙烯的骨架含量大于50摩尔%的乙烯系聚合物、源自丙烯的骨架含量大于50摩尔%的丙烯系聚合物。作为乙烯系聚合物的具体例,可举出乙烯均聚物、乙烯与碳原子数3~10的α
‑
烯烃的共聚物。作为丙烯系聚合物的具体例,可举出丙烯均聚物、丙烯与乙烯及/或碳原子数4~10的α
‑
烯烃的共聚物。更具体而言,可举出均聚聚丙烯、均聚聚乙烯、乙烯
·
丙烯共聚物、丙烯
·1‑
丁烯共聚物、乙烯
·
丙烯
·1‑
丁烯共聚物。
[0082]
改性聚烯烃例如可通过下述方式得到:通过接枝而在未改性聚烯烃的聚合物链中导入羧酸基、羧酸酐基或羧酸酯基,并且将该基团转化成与阳离子的盐的状态。
[0083]
例如,通过将增强纤维浸渍于包含上浆剂(及根据需要包含的胺化合物等添加剂)的乳液中,其后进行干燥,从而可得到经上浆剂处理的增强纤维束。乳液中的上浆剂的含量优选为0.001质量%以上且10质量%以下。相对于增强纤维束而言的上浆剂的附着量优选为0.1质量%以上且5.0质量%以下。
[0084]
通过将以上说明的增强纤维束排列,使其与例如已熔融的基体树脂接触,可得到纤维增强树脂组合物。基体树脂的种类没有限定,但优选为热塑性树脂。作为热塑性树脂的具体例,可举出聚烯烃系树脂(例如聚丙烯系树脂、聚乙烯系树脂)、聚酰胺树脂、聚酯树脂、聚碳酸酯树脂、聚缩醛树脂、聚醚酮树脂、聚醚醚酮树脂、聚砜树脂等热塑性树脂。特别地,基体树脂更优选包含选自由聚丙烯系树脂及聚酰胺系树脂组成的组中的至少一种热塑性
树脂。另外,基体树脂也可以包含改性聚烯烃。
[0085]
<层叠体>
[0086]
以上说明的本发明的纤维增强树脂物品还优选与其他物品层叠而作为层叠体来使用。层叠体的种类没有特别限定,具体而言,可以为在如前文所述的发泡片材或蜂窝板的一面或两面层叠本发明的纤维增强树脂物品而得到的夹心板,另外也可以为除此以外的种类的层叠体。
[0087]
本发明的层叠体为包含本发明的纤维增强树脂物品和发泡体层的层叠体。该层叠体中,纤维增强树脂物品与发泡体层可以直接接触,也可以介由其他层(中间层等)而层叠。优选的方式为具有纤维增强树脂物品与发泡体层接触的部位的层叠结构。此外,优选层叠体的至少一个表面为包含多个短切片材(cs)的面(即,为具有大理石格调的外观的面)。
[0088]
作为本发明的层叠体的一个优选方式,可举出下述层叠体,其中,纤维增强树脂物品位于发泡体层的一个面上,纤维增强树脂物品的与发泡体层侧的面相对的面包含多个短切片材(cs)。该方式代表性地为具有按纤维增强树脂物品(cs/uds)/发泡体层的顺序层叠的构成的层叠体。该方式中,发泡体层的一个面被纤维增强树脂物品加强,并且层叠体的被加强侧的表面具有大理石格调的外观。
[0089]
作为本发明的层叠体的一个优选方式,可举出下述层叠体,其中,前述纤维增强树脂物品位于发泡体层的一个面上,单向性纤维增强树脂片材(uds)位于前述发泡体层的另一个面上,前述纤维增强树脂物品的与前述发泡体层侧的面相对的面包含多个前述短切片材(cs)。该方式代表性地为具有按纤维增强树脂物品(cs/uds)/发泡体层/单向性纤维增强树脂片材(uds)的顺序层叠的构成的层叠体。该方式中,发泡体层的两个面被纤维增强树脂物品或单向性纤维增强树脂片材加强,并且层叠体的具有短切片材(cs)的一侧的表面具有大理石格调的外观。
[0090]
作为本发明的层叠体的另一个优选方式,可举出下述层叠体,其中,纤维增强树脂物品各自位于发泡体层的两个面上,各个纤维增强树脂物品的与发泡体层侧的面相对的面包含多个短切片材(cs)。该方式代表性地为具有按纤维增强树脂物品(cs/uds)/发泡体层/纤维增强树脂物品(uds/cs)的顺序层叠的构成的层叠体(夹心板)。该方式中,发泡体层的两面被纤维增强树脂物品加强,并且层叠体的被加强的两个表面具有大理石格调的外观。
[0091]
本发明的层叠体中,发泡体层中包含的树脂(以下,称为“发泡体树脂”]没有特别限定,可以使用已知的各种树脂。发泡体树脂可以为交联树脂,也可以为非交联体。作为发泡体树脂的具体例,可举出聚乙烯系树脂发泡体、聚丙烯系树脂发泡体、聚苯乙烯系树脂发泡体、在外层具有聚丙烯系树脂发泡体的聚苯乙烯系树脂发泡体等热塑性树脂发泡体。特别地,发泡体树脂优选由与纤维增强树脂物品中包含的基体树脂相同种类的热塑性树脂构成,优选两者均为丙烯系树脂。通过制成这样的构成,有粘接强度进一步提高的倾向。需要说明的是,“相同种类的热塑性树脂”是指:基体树脂与发泡体层均包含例如聚烯烃系树脂。例如,即使基体树脂包含聚丙烯系树脂、发泡体层包含聚丁烯系树脂,由于两者均包含聚烯烃系树脂,因此,基体树脂与发泡体层也包含“相同种类的热塑性树脂”。除了聚烯烃系树脂以外,对于例如聚碳酸酯树脂、苯乙烯系树脂、聚酯树脂、聚苯硫醚树脂(pps树脂)、改性聚苯醚树脂(改性ppe树脂)、聚缩醛树脂(pom树脂)、液晶聚酯、聚芳酯、聚甲基丙烯酸甲酯树脂(pmma)等丙烯酸树脂、氯乙烯、聚酰亚胺(pi)、聚酰胺酰亚胺(pai)、聚醚酰亚胺(pei)、聚
砜、聚醚砜、聚酮、聚醚酮、聚醚醚酮(peek)、改性聚烯烃、酚醛树脂、苯氧基树脂、聚酰胺树脂而言也是同样的。另外,“两者均为丙烯系树脂”是指:基体树脂与发泡体层均包含含有50质量%以上的丙烯作为结构单元的聚合物。
[0092]
发泡体层的密度优选为0.2~0.7g/cc,更优选为0.25~0.4g/cc。发泡体树脂中的气泡可以为独立气泡,也可以为连通气泡。通常有独立气泡的发泡体树脂的强度高的倾向。
[0093]
发泡体层的发泡倍率优选为1.3~5倍,更优选为2~4倍。
[0094]
发泡体层可以包含肋结构,更具体而言,可以在发泡体层的一部分中包含非发泡肋结构。肋结构发挥例如抑制发泡体的收缩、变形的作用。肋结构的形态没有特别限制,可以采取例如格子状、条纹状、圆柱状、环状等形态。这些形状可以采取相互重叠的形态。肋结构可以为在发泡体层的表面及背面的整面上形成有格子状等形状的截面方向的肋的方式,也可以为在表面或背面中任意一者的整面或一部分面上形成有格子状等形状的截面方向的肋的方式。另外,表面的结构与背面的结构可以相连接。作为在发泡体层的一部分中形成非发泡肋结构的方法,例如有使发泡体层的一部分与经加热的刀接触从而使所期望的位置发生热熔融的方法。另外,可以举出下述方法:将经加热的棒状金属按压于发泡体层从而形成圆柱状的形状的方法;将经加热的管状金属按压于发泡体层从而形成环状的形状的方法。
[0095]
本发明的层叠体的厚度(包含纤维增强树脂物品及发泡体层的整体的厚度)优选为2~16mm,更优选为2~10mm。
[0096]
本发明的层叠体的制造方法没有特别限定。例如,可以将各层依次层叠并直接作为层叠体来使用,也可以使用粘接剂将各层的界面的一部分或全部粘接,还可以使用加压机、烙铁等设备进行加压及加热从而将各层的界面的一部分或全部熔接。另外,可以使用粘合胶带将各层的端部固定,也可以使用树脂制的销扎入各层的任意部分以使得位置不错动。特别优选进行加压及加热从而将各层的界面的一部分或全部熔接的方法。
[0097]
本发明的层叠体可以为赋予了三维形状的层叠体。三维形状的具体形态没有特别限制,对其表面赋予了平面形状以外的形状的情况相当于此。作为赋予三维形状的方法的具体例,可举出热压法(例如冷热法(heat and cool method)、冲压法)、真空成型法。本发明的层叠体与仅利用单向性纤维增强树脂片材对发泡体片材进行了加强的以往的层叠体相比,在利用热压等加工法赋予三维形状时不易产生裂纹等外观上的不良情况。
[0098]
本发明的纤维增强树脂物品及包含其的层叠体可以在各种领域中合适地利用。特别地,在电气部件、pc壳体、手机套、汽车部件、家具、隔板、屏幕墙(screen wall)、门、推拉门等要求轻量且强度较高的物品的用途中非常有用。此外,在建筑材料的壁纸、地板材料、装饰板等要求设计性的物品的用途中也非常有用。
[0099]
实施例
[0100]
以下,通过实施例来更详细地说明本发明。但是,本发明不限于此。实施例中使用的评价方法如下所述。
[0101]
<拉伸试验>
[0102]
使用岛津制作所制拉伸试验机ag
‑
x 100kn,在拉伸速度为0.45mm/分钟、23℃的条件下进行测定。在除试验片的厚度以外依照jis k7164的条件下进行拉伸试验,测定杨氏模量和拉伸强度。
[0103]
<片材厚度>
[0104]
使用mitutoyo公司制数显标准外侧测微计mde
‑
mx,对样品的每1条边3个点、合计8个点(在相邻的2条边中共用1个点)进行测定,将平均值作为厚度。
[0105]
<纤维体积分数vf>
[0106]
将样品的片材以50mm
×
50mm的正方形切出,测定质量wc(g)。将该切出的样品于480℃加热1小时,使树脂发生热劣化而将其除去,测定碳纤维单独的质量wf(g),利用下式求出纤维体积分数vf。
[0107]
纤维体积分数vf=(wf/wc)
×
ρc/ρf
[0108]
此处,ρc为样品的密度(g/cm3),ρf为样品中使用的碳纤维的密度(g/cm3)。
[0109]
<实施例1>
[0110]
(单向性纤维增强树脂片材(uds)的制作)
[0111]
利用国际公开第2016/114352号的实施例6中记载的方法制作单向性纤维增强树脂片材(其中,厚度为162.4μm,纤维体积分数vf为0.53),将其切出,由此得到200mm
×
200mm的单向性纤维增强树脂片材(uds)。该单向性纤维增强树脂片材(uds)的质量为8.98g。
[0112]
(短切片材(cs)的制作)
[0113]
将与如上所述地制作的单向性纤维增强树脂片材(uds)相同的单向性纤维增强树脂片材以12.5mm的宽度进行分切而制成带状,进一步将其以约15mm的长度切断而得到多个短切片材(cs)。
[0114]
(纤维增强树脂物品的制作)
[0115]
将如上所述地制作的多个短切片材(cs)4.49g以尽可能不重叠的方式无规地配置在单向性纤维增强树脂片材(uds)上(相对于单向性纤维增强树脂片材(uds)100质量份而言的短切片材(cs)的比例=50质量份,短切片材(cs)在每单位面积中的个数=约3200个/m2)。接着,将该在单向性纤维增强树脂片材(uds)上配置多个短切片材(cs)而得到的物品夹在2张不锈钢板之间,使用已加热至185℃的加压装置(东洋精机制作所制,mini test pressmp
‑
wch),施加2mpa的压力3分钟。其后,使其移动至已调节至15℃的加压装置,施加2mpa的压力30秒,进一步施加4mpa的压力30秒,进行冷却。通过这样的加压成型,得到厚度为255μm的平滑的纤维增强树脂物品。纤维增强树脂物品的总质量为13.47g,纤维增强树脂物品的总质量相对于单向性纤维增强树脂片材(uds)的质量而言的比率(以下称为“质量比”)为1.5。
[0116]
针对该纤维增强树脂物品,进行0
°
方向、45
°
方向及90
°
方向上的拉伸试验,测定杨氏模量和拉伸强度。此处,0
°
方向为与单向性纤维增强树脂片材(uds)的纤维方向平行的方向,45
°
方向为与其纤维方向成45
°
的方向,90
°
方向为与其纤维方向成直角的方向。各个试验片的尺寸设为25mm
×
150mm。其结果是,纤维增强树脂物品的0
°
方向上的杨氏模量为61.53gpa,拉伸强度为587mpa,45
°
方向上的杨氏模量为5.44gpa,拉伸强度为10.9mpa,90
°
方向上的杨氏模量为4.05gpa,拉伸强度为9.0mpa。纤维增强树脂物品的短切片材(cs)侧的外观为大理石格调。图2为从倾斜方向对其外观的一部分进行拍摄而得到的照片。
[0117]
<实施例2>
[0118]
将在单向性纤维增强树脂片材(uds)上配置的短切片材(cs)的质量变更为5.39g,除此以外,与实施例1同样地制作平滑的纤维增强树脂物品,进行拉伸试验(相对于单向性
纤维增强树脂片材(uds)100质量份而言的短切片材(cs)的比例=60质量份,短切片材(cs)在每单位面积中的个数=约3840个/m2)。纤维增强树脂物品的厚度为251μm,总质量为14.37g,质量比为1.6。纤维增强树脂物品的0
°
方向上的杨氏模量为69.64gpa,拉伸强度为609mpa,45
°
方向上的杨氏模量为6.53gpa,拉伸强度为13.1mpa,90
°
方向上的杨氏模量为5.42gpa,拉伸强度为7.9mpa。另外,纤维增强树脂物品的短切片材(cs)侧的外观为大理石格调。
[0119]
<实施例3>
[0120]
将在单向性纤维增强树脂片材(uds)上配置的短切片材(cs)的质量变更为8.08g,除此以外,与实施例1同样地制作平滑的纤维增强树脂物品,进行拉伸试验(相对于单向性纤维增强树脂片材(uds)100质量份而言的短切片材(cs)的比例=90质量份,短切片材(cs)在每单位面积中的个数=约5760个/m2)。纤维增强树脂物品的厚度为313μm,总质量为17.06g,质量比为1.9。纤维增强树脂物品的0
°
方向上的杨氏模量为64.94gpa,拉伸强度为588mpa,45
°
方向上的杨氏模量为22.7gpa,拉伸强度为24.3mpa,90
°
方向上的杨氏模量为4.72gpa,拉伸强度为11.3mpa。另外,纤维增强树脂物品的短切片材(cs)侧的外观为大理石格调。
[0121]
<比较例1>
[0122]
将2张与实施例1中制作的单向性纤维增强树脂片材相同的单向性纤维增强树脂片材(uds)在0
°
方向上层叠,在与实施例1相同的条件下进行加压成型,得到厚度为323μm的平滑的纤维增强树脂物品。纤维增强树脂物品的总质量为17.96g,质量比为2.0。需要说明的是,比较例1中的质量比为纤维增强树脂物品的总质量相对于成为基底的单向性纤维增强树脂片材(uds)的质量而言的比率。进行与实施例1相同的拉伸试验,结果,0
°
方向上的杨氏模量为105.42gpa,拉伸强度为1499mpa,45
°
方向上的杨氏模量为5.03gpa,拉伸强度为9.3mpa,90
°
方向上的杨氏模量为3.43gpa,拉伸强度为5.6mpa,与实施例1的纤维增强树脂物品相比,45
°
方向及90
°
方向上的强度低。另外,对于该比较例1这样的单向性纤维增强树脂物品而言,在通过加压成型来赋予三维形状的情况下,产生裂纹的可能性高。
[0123]
<比较例2>
[0124]
以使1张与实施例1中制作的单向性纤维增强树脂片材相同的单向性纤维增强树脂片材(uds)为0
°
方向、使另外1张为90
°
方向的方式进行层叠,在与实施例1相同的条件下进行加压成型,得到厚度为314μm的纤维增强树脂物品。纤维增强树脂物品的总质量为17.96g,质量比为2.0。需要说明的是,比较例2中的质量比为纤维增强树脂物品的总质量相对于成为基底的单向性纤维增强树脂片材(uds)的质量而言的比率。得到的纤维增强树脂物品由于0
°
方向与90
°
方向上的收缩率的差异而大幅卷曲。进行与实施例1相同的拉伸试验,结果,0
°
方向(与下侧的单向性纤维增强树脂片材(uds)的纤维方向平行的方向)上的杨氏模量为57.84gpa,拉伸强度为699mpa,45
°
方向上的杨氏模量为4.92gpa,拉伸强度为36.5mpa,90
°
方向(与下侧的单向性纤维增强树脂片材(uds)的纤维方向成直角的方向)上的杨氏模量为50.0gpa,拉伸强度为604mpa。另外,该比较例2这样的双向性(0
°
和90
°
方向)的纤维增强树脂物品的形状追随性差,在通过加压成型来赋予三维形状的情况下,有可能产生裂纹、褶皱。
[0125]
<比较例3>
[0126]
将在单向性纤维增强树脂片材(uds)上配置的短切片材(cs)的质量变更为2.70g,除此以外,与实施例1同样地制作纤维增强树脂物品,进行拉伸试验(相对于单向性纤维增强树脂片材(uds)100质量份而言的短切片材(cs)的比例=30质量份,短切片材(cs)在每单位面积中的个数=约1920个/m2)。纤维增强树脂物品的厚度为210μm,总质量为11.67g,质量比为1.3。纤维增强树脂物品的0
°
方向上的杨氏模量为58.50gpa,拉伸强度为516mpa,45
°
方向上的杨氏模量为4.70gpa,拉伸强度为8.2mpa,90
°
方向上的杨氏模量为2.78gpa,拉伸强度为4.5mpa,比实施例差。另外,纤维增强树脂物品的短切片材(cs)侧的外观的间隙大,呈斑驳的状态而不能说是大理石格调。图3为从倾斜方向对其外观的一部分进行拍摄而得到的照片。
[0127]
<比较例4>
[0128]
在不锈钢板上,在200mm
×
200mm的尺寸内将与实施例1中制作的短切片材相同的多个短切片材(cs)17.96g以尽可能不形成超过2层的重叠的方式无规地配置,在与实施例1相同的条件下进行加压成型,得到厚度为321μm的纤维增强树脂物品(无规片材)。但是,在纤维增强树脂物品的各处产生孔,未得到均匀的片材。图4为从倾斜方向对其外观的一部分进行拍摄而得到的照片。
[0129]
将以上的实施例1~3及比较例1~4的各结果汇总记载于表1中。
[0130]
[表1]
[0131]
表1
[0132][0133]
<实施例4>
[0134]
(纤维增强树脂物品的制作)
[0135]
制作2张与实施例1相同的厚度为255μm的纤维增强树脂物品。
[0136]
(层叠体的制作)
[0137]
将厚度为5mm的聚丙烯制发泡片材(mitsui chemicals tohcello,inc.制,商品名为paulownia,密度=0.3g/cc,发泡倍率=3倍)以200mm
×
200mm的形状切出。然后,按纤维增强树脂物品/发泡片材/纤维增强树脂物品的顺序层叠。该层叠工序中,使各个纤维增强树脂物品的与发泡体片材接触的面(内侧面)为单向性纤维增强树脂片材(uds)的面,使与该面相对的面(外侧面)为短切片材(cs)侧的面。另外,使各个纤维增强树脂物品的单向性纤维增强树脂片材(uds)的纤维方向为相同的方向(0
°
方向)。
[0138]
然后,在各个纤维增强树脂物品的外侧面配置脱模膜,将其装入已加热至200℃的
加压装置(株式会社东洋精机制作所公司制,装置名称为mini test press mp
‑
wcl),在压力为0.8mpa的条件下加压1分钟。接着,将其移入用40℃的冷却水进行了冷却的加压装置(株式会社东洋精机制作所公司制,装置名称为mini test press mp
‑
wc),在压力为0.2mpa的条件下冷却10分钟。其后,将其取出,剥离脱模膜,得到具有纤维增强树脂物品(cs/uds)/发泡体层/纤维增强树脂物品(uds/cs)的层叠构成的厚度为5mm的层叠体(夹心板)。该层叠体的两个外侧面为纤维增强树脂物品的短切片材(cs)侧的面,其外观为大理石格调。
[0139]
产业上的可利用性
[0140]
本发明的纤维增强树脂物品可以在各种领域中合适地利用。特别地,在电气部件、pc壳体、手机套、汽车部件、家具、隔板、屏幕墙、门、推拉门等要求轻量且强度较高的物品的用途中非常有用。此外,在建筑材料的壁纸、地板材料、装饰板等要求设计性的物品的用途中也非常有用。
[0141]
附图标记说明
[0142]
1 单向性纤维增强树脂片材(uds)
[0143]
2 短切片材(cs)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1