发泡中空腔体型材的制作方法
1.本发明总体上涉及热绝缘领域,特别地涉及包括腔体的发泡型材,并且在与窗玻璃、门、立面元件等有关的建筑中热桥阻断装置的领域中特别有用。
背景技术:
2.具有各种截面的发泡型材被用于热绝缘或音隔绝起重要作用的许多领域。例如,在建筑领域中,特别是金属建筑的领域中,或者在制造门、窗或立面覆层——特别地包括由致密的塑料或金属材料制成的结构元件——的领域中,众所周知必须提供热桥的阻断。这是因为热桥是点状或线状区域,在建筑围护结构中,该区域表现出热传导性的增加。该区域是结构中绝缘屏障被打破的点,不仅使得热量散失到外部,还造成冷凝,从而使得内部受潮。由于建筑物的气密性越来越好,空气更新受到限制,并且墙壁仍然潮湿。这造成发霉和难闻的气味,从而可能使一些人过敏。
3.目前,“热桥阻断器”或“绝缘体”通常被用于具有内部面和暴露于外部的面两者的结构元件。在实践中,整个窗框可以由热传导性差的材料诸如pvc或金属即热传导性高的材料制成。窗框将通常具有内部面(或型材)和外部面(或型材),它们被热传导性差的元件例如由合成材料制成的绝缘连接器或绝缘体分开。
4.然而,用于阻断/避免热桥的这些绝缘体必须具有足够的刚性和鲁棒性,以便在插入到结构元件的夹中时以及例如当紧固螺钉旋拧穿过它们时不会发生变形或断裂。因此,这些绝缘体通常采取具有长边缘的纵向型材的形式,该型材配备有特定截面,该特定截面意在通过卡扣、推入配合、互锁、插入等方式附接到型材或结构元件中的一者上形状基本互补的截面中或截面上。此外,这些绝缘体还由鲁棒的合成材料制造,特别地由pvc、pp等制造。除了减少热桥效应的健康原因外,适用于建筑物的能源性能要求也变得越来越严格。
5.同样众所周知地,发泡型材或未发泡型材的热传导还可以通过在垂直横截面上设置腔体来减少,从而阻碍能量的流动并因此产生更好的热绝缘。
6.尽管众所周知,如果对尺寸精度的要求不是太严格,可以通过在出口模具处使用位于源自挤出机的待发泡聚合物组合物流内的一个或更多个针进行挤出,从而在发泡型材中形成截面相对较大(例如大于10cm2)的腔体,但这种方法不能用于获得截面较小的腔体,例如约5cm2的腔体,或者甚至小于2cm2的腔体。如果需要这种尺寸的腔体,唯一已知的解决方案是:将型材制造成两个(或多个)部分(部分型材),对每个部分进行加工,以便在其中形成腔体的开放部分,然后通过焊接或粘合将它们进行组装,以形成包括封闭腔体的发泡型材。
7.除了制造步骤增多的缺点外,组装多个部分型材使得在线生产很大程度上不可行。在实践中,这样的组装无论如何都需要大量的处理操作,并且因此在生产率和成本方面是薄弱环节。
技术实现要素:
8.因此,本发明的目的是提供包括腔体的绝缘发泡型材(和制造方法),特别是具有截面较小(例如,小于2cm2)的腔体的小截面(例如,小于15cm2)的发泡型材,该发泡型材特别地作为绝缘元件使用,优选地作为两个结构型材之间的绝缘体使用,其中发泡型材表现出足够的机械强度。
9.发明概述
10.为了实现上述目的,本发明在第一方面提出了一种用于制造发泡型材的方法,该发泡型材包括具有封闭截面的一个或更多个纵向腔体,该方法包括以下步骤:
11.(a)在一种或更多种第一发泡剂存在的情况下,挤出第一聚合物组合物以产生具有多边形截面的发泡基础型材、优选地具有矩形截面的发泡基础型材,第一聚合物组合物包括一种或更多种(共)聚酯,
12.(b)冷却发泡基础型材,
13.(c)通过移除材料、优选地通过铣削、切割、激光或热熔等方式沿着发泡基础型材的长度创建一个(或更多个)通道,该(或每个)通道在发泡基础型材中形成两个平行分支,分支中的每个分支包括背向所述通道的外表面和面向所述通道的内表面,以及
14.(d)在通道内挤出可以与第一聚合物组合物相同或不同的第二聚合物组合物,优选地,在一种或更多种第二发泡剂存在的情况下在通道内挤出与第一聚合物组合物可能相同或不同的第二聚合物组合物,以在通道的所述两个分支的两个内表面之间的至少一个位置处产生横撑,从而使得在通道内形成至少一个封闭腔体。
15.根据本发明的方法不需要对多个部分型材的组装,并且因此,所有步骤如果需要的话都可以顺序连接地进行。此外,本发明人还开发了这样一种方法,该方法使得可以在本身尺寸较小的型材中创建甚至非常小的腔体。明显的是,甚至能够在平行通道中生产偏移腔体的上述方法非常灵活,并且适用于许多场合,甚至适用于截面较大的型材,其中,在截面较大的型材中,多个通道甚至可以不平行,而是位于发泡基础型材的多边形截面的不同侧上。此外,通过使用基于(共)聚酯的第一聚合物组合物,促进了步骤(c)的加工,这产生了具有相对较高的机械强度的泡沫。
16.往往有必要为发泡型材的外部提供特定的形状或轮廓。这一方面可以通过移除材料来实现,另一方面也可以通过添加材料来实现。
17.该方法的有利变型提供了通过移除材料来加工型材的外部轮廓,例如,通过在步骤(b)之后提供步骤(c’),该步骤(c’)为通过移除材料、优选地通过铣削、切割、激光、热熔等方式在发泡基础型材的侧部中的至少一个侧部上创建外部轮廓元件,步骤(c’)优选地与步骤(c)同时执行。
18.该方法的有利变型提供了通过添加材料来加工型材的外部轮廓,例如,通过还提供挤出第三聚合物组合物、优选地在一种或更多种第三发泡剂的存在下挤出第三聚合物组合物以在基础型材的一个或更多个侧部上产生多个翅片的步骤(x),其中步骤(x)可以在步骤(a)期间通过共同挤出来执行,或者在随后的步骤中的一个步骤之后通过单独挤出来执行,优选地,步骤(x)可以在步骤(d)之前、期间或之后执行。根据不同的应用,这些翅片可以特别地用作支撑元件,在肋部的梢部与相邻的结构元件相距0至2mm的距离时用作分隔相邻空间的装置,以减少该空间中的对流,或者替代性地用作排水槽。
19.其他特别有利的变型提供了通过根据发泡基础型材的轮廓上的位置移除和添加材料来修改外部轮廓。
20.如上所述,(共)聚酯使得可以赋予型材一定的机械强度,这种强度在成品中以及在材料移除加工步骤期间都是有利的。因此,第一聚合物组合物优选地包括选自聚乙交酯或聚(乙醇酸)、聚(乳酸)、聚己内酯、聚羟基烷酸酯、聚己二酸乙二醇酯、聚丁二酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸丙二醇酯、聚萘二甲酸乙二醇酯中的至少一种聚酯或共聚酯,特别优选地,该聚酯包括或由聚对苯二甲酸乙二醇酯构成。通常,第一聚合物组合物可以包括其他相容的聚合物,这些聚合物例如为热塑性弹性体(tpe),比如热塑性聚酯弹性体(tpc)、未硫化的热塑性烯烃弹性体(tpo)、热塑性聚氨酯弹性体(tpu)、热塑性苯乙烯弹性体(tps)、热塑性聚酰胺弹性体(tpa),例如为乙烯共聚物,比如乙烯-醋酸乙烯共聚物(eva)、乙烯-丙烯酸甲酯共聚物(ema)、乙烯-丙烯酸乙酯共聚物(eea)、乙烯-丙烯酸丁酯共聚物(eba)等,这些聚合物通过基团、比如马来酸酐或替代性的甲基丙烯酸缩水甘油酯进行改性或未进行改性,以使这些聚合物、聚碳酸酯、聚苯乙烯、聚酰胺等相容,但是相对于第一聚合物组合物中聚合物的总量,第一聚合物组合物中聚酯的含量通常按重量计大于60%,优选地按重量计大于75%,特别优选地按重量计大于80%。
21.横撑是使用第二聚合物组合物生产的,第二聚合物组合物的(共)聚合物与第一聚合物组合物的(共)聚合物相同或不同。简而言之,第二聚合物组合物的合适组分是上述(共)聚酯,以及与第一聚合物组合物中使用的(共)聚酯相容的任何聚合物,该聚合物特别是热塑性弹性体(特别是tpc、tpa、tpo、tpu等)、乙烯共聚物(特别是eva、ema、eba、eea等),这些聚合物通过基团、比如马来酸酐或替代性的甲基丙烯酸缩水甘油酯进行改性或未进行改性以使这些聚合物、聚碳酸酯、聚苯乙烯、聚酰胺等相容。然而,本发明人已经发现,用于第二聚合物组合物的特别有利的聚合物优选地选自热塑性弹性体,优选地为tpu以及tpu与其他乙烯共聚物的共混物。使用这些聚合物组合物,可以可靠地形成附接至通道两侧且厚度相对较细(例如约一mm至几mm,或者甚至更小)的横撑,即可靠地形成封闭腔体,甚至是尺寸较小的腔体。这是因为这些组合物可以挤出穿过进入通道的精细模具,每个模具在通道的不同深度处形成横撑,因此产生了与基础型材的长度平行的一系列纵向腔体。
22.对于上述通过添加材料形成的外部轮廓,第三聚合物组合物可以包括针对第一聚合物组合物和第二聚合物组合物所提及的(共)聚合物,并且优选地包括选自热塑性弹性体(特别是tpc、tpa、tpo、tpu等)、乙烯共聚物(特别是eva、ema、eba、eea等)中的至少一种(共)聚合物,这些(共)聚合物通过基团、比如马来酸酐或替代性的甲基丙烯酸缩水甘油酯进行改性或未进行改性以使这些(共)聚合物、聚苯乙烯、聚酰胺等相容。
23.这里描述的所有组合物聚合物都可以发泡(第一组合物聚合物是强制发泡的)。在本方法的上下文中可用的第一、第二和第三发泡剂可以是物理发泡剂或化学发泡剂或者这两种类型的组合。化学发泡剂(cba)是在温度升高的作用下分解的发泡剂。化学发泡剂分为两大类:放热型cba,诸如偶氮二甲酰胺(adca)、氧二苯磺酰肼(obsh)等,它们会分解并在分解时产生热。偶氮二甲酰胺在约210℃时分解,但在适当的分解促进剂诸如氧化锌和/或硬脂酸锌的存在下,分解温度可以降低约60℃。吸热型cba会分解并在分解时吸收热。例如,柠檬酸、碳酸氢钠及其混合物在150℃至230℃之间分解,并且通常每克cba产生的气体体积比
使用放热型cba时小。物理发泡剂,诸如分子氮、二氧化碳、直链或支链的c1至c4烷烃,在标准温度和压力状况下(0℃,1个大气压)是气态;而戊烷(异戊烷、新戊烷、正戊烷、环戊烷)、己烷、庚烷在标准状况下是液态。这些气体或液体在高温和高压下是可溶于熔融聚合物的,并且在适当的压力和温度状况下形成单相。通过对单相系统减压,已变得不可溶的气泡的成核和生长产生蜂窝状结构。发泡剂优选地选自异丁烷、环戊烷和/或二氧化碳。
24.各种(第一和可选的第二和/或第三)聚合物组合物的适当泡沫密度一般在30kg/m3与800kg/m3之间,优选地在50与500kg/m3之间,并且特别优选地在60kg/m3与350kg/m3之间。
25.在这三种聚合物组合物中通常可以独立地使用其他添加剂,诸如:成核添加剂(滑石、硬脂酸钙、二氧化硅),其促进于泡沫气泡的成核并准许控制其分布;或者替代性的用于加速化学发泡剂(见上文)的分解的化学剂;阻燃剂;紫外线稳定剂;抗氧化剂;结晶成核剂;支化剂;润滑剂等。
26.在本发明的一个特别优选的方面,该方法被实施以获得用于减少上述热效应的绝缘体,即减少上面限定的方法中的热效应的绝缘体,其中在该方法结束时获得的、包括具有封闭截面的一个或更多个纵向腔体的发泡型材是一种用于使两个相连接的结构元件之间的热桥减少的热绝缘体,该方法通常包括步骤(c’),在步骤(c’)中,发泡基础型材的侧部中的一个侧部上的外部轮廓元件是布置在通道的相反侧部上的比发泡基础型材的截面窄的绝缘体头部。根据本发明的、包括由横撑隔开的通道的绝缘体在建筑现场具有这样的实践优势,即在紧固螺钉被拧入时促进紧固螺钉的梢部的穿透及其在结构元件之间的引导(参见例如图2)。
27.在另一方面,本发明提出了一种包括具有封闭截面的一个或更多个纵向腔体的发泡型材,该发泡型材包括具有多边形截面的发泡基础型材、优选地具有矩形截面的发泡基础型材,第一聚合物组合物包括一种或更多种(共)聚酯,发泡基础型材包括通过移除材料形成、优选地通过铣削、切割、激光、热熔等方式形成的通道,所述通道通过多个横撑被分隔成与发泡基础型材的长度平行的一个或更多个封闭腔体,该横撑由第二聚合物组合物挤出而成,可选地,该横撑为发泡横撑。
28.如上所述,根据本发明的发泡型材优选地还包括:通过移除材料、优选地通过铣削、切割、激光、热熔等方式而修改的外部轮廓的部分,以及/或者,通过添加材料、优选地通过将多个翅片或其他附加结构(共同)挤出到基础型材的一个或更多个侧部上而修改的外部轮廓的部分。
29.特别优选地,包括具有封闭截面的一个或更多个纵向腔体的发泡型材是一种在建筑中可用于使两个相连接的结构元件之间的热桥减少的绝缘体,该绝缘体包括位于发泡基础型材的侧部中的一个侧部上的外部轮廓元件,该外部轮廓元件是布置在通道的相反侧部上的比发泡基础型材的截面窄的绝缘体头部。
附图说明
30.本发明的其他明显特点和特征将参考附图,通过下文以示例方式给出的对一些有利的实施方式的详细描述来揭示,在附图中:
31.图1a)至图1e):是根据本发明的包括多个封闭腔体的发泡型材、特别是绝缘体的
变型的横截面,并示出了在该方法的各个步骤的过程中基础型材的演变。
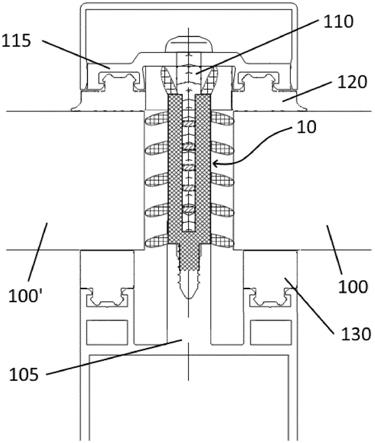
32.图2:是使用根据本发明的包括多个封闭腔体的发泡型材、特别是绝缘体的结构的横截面。
具体实施方式
33.图1a)至图1e)示意性地例示了在该方法的各个步骤的过程中基础型材的演变,以获得包括具有封闭截面的一个或更多个纵向腔体的发泡型材。在图1a)至图1e)中,附图标记10表示型材所处的相应阶段。图1a)示出了在步骤(b)结束时可以获得的基础型材,例如,具有矩形截面的基础型材15。在步骤(c)(图1b))期间,在基础型材15中加工出通道20。该腔体20的深度将取决于预期应用的要求。一般来说,该通道的深度p将相当于基础型材15的对应尺寸的30%至90%。可以与步骤(c)同时执行的步骤(c’)在与通道20(的开口)相反的端部处移除基础型材的每个侧部的一部分(图1c)),从而形成头部,该头部可以插入例如图2中所示的型材105的槽中。本发明的一个重要步骤是步骤(d),即在通道20的内部中并与通道20的位于深度p处的底部平行地形成一个或更多个横撑25(图1d))。如图1e)和图2所示,在步骤(x)期间添加翅片40以在某些应用中提高根据本发明的发泡型材的绝缘性能可以是有利的。步骤(x)可以与步骤(a)同时执行,或者可以在步骤(b)之后执行,特别地在步骤(d)之前、期间或之后执行;图1a)至图1e)的顺序是例示性的,并且因此不强加必须执行该方法的步骤的单一可能顺序。
34.图2示出了穿过使用根据本发明的包括多个封闭腔体的发泡型材、特别是绝缘体10的示例结构的截面,该发泡型材包括(参见图1e))具有通道20的基础型材15,在该通道中通过横撑25的插入形成有多个腔体30,具有横撑的通道被紧固螺钉110在适当位置穿过。该视图示出了包括具有下部衬垫130的支撑型材105的布置结构,该下部衬垫上放置有窗玻璃或面板100、100’。绝缘体被引入,以将该绝缘体的头部紧固到面板或窗玻璃100、100’之间的支撑型材105的槽中。紧固螺钉110穿过绝缘体10,并将立面型材115(可以配备有盖)和上部衬垫120连接至支撑型材105。在图2所示的情况下,翅片40的端部优选地位于与结构元件诸如窗玻璃或面板100、100’相距0至2mm之间的距离处,并且因此同样将该空间隔开以减少对流损失。
35.附图标记列表:
36.10 发泡型材
37.15 发泡基础型材
38.20 通道
39.25 横撑
40.30 封闭腔体
41.40 通过添加材料修改外部轮廓:形成翅片
42.50 通过移除材料修改外部轮廓:形成头部
43.100、100’窗玻璃或面板
44.105 支撑型材
45.110 紧固螺钉
46.115 立面型材
47.120 上部衬垫
48.130 下部衬垫
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1