泡沫浇铸方法与流程
泡沫浇铸方法
交叉引用
1.本技术要求于2019年6月26日提交的美国临时申请序列号62/867,159的权益,其通过引用整体并入本文。发明背景
2.本发明涉及泡沫的浇铸方法(casting process),该方法允许制作/制造具有定制和潜在高度复杂/精细形状的泡沫。通过此方法产生的泡沫可以用于永久植入人体,同时与血液接触,因此可以由具有高度生物相容性和生物稳定性的材料制成。该方法可以产生高度可扩张和/或可压缩的泡沫,该泡沫通过压缩在导管中而输送到人体中,并在植入后膨胀到预定形状。该方法还允许将额外的材料/组件(如网或薄膜)与泡沫整合。
技术实现要素:
3.本文描述了用于制备泡沫的制造/浇铸方法。有利的是,本文所述的泡沫制造/浇铸方法结合使用了盐浸和溶剂浇铸/洗涤/蒸发技术。本文所述的泡沫制造/浇铸方法的另一个优点包括在没有异氰酸酯-多元醇反应的情况下使用预聚合的聚合物粒料(pellets)合成泡沫。在本文所述的泡沫制造/浇铸方法的一些实施方式中,泡沫是使用聚氨脂在聚合物状态下合成的。在一些实施方式中,本文所述的方法允许使用共溶剂制造泡沫。在一些实施方式中,本文所述的泡沫制造/浇铸方法允许用使用溶剂去除技术组合的共溶剂制造泡沫。本文所述的泡沫制造/浇铸方法的另一个优点包括能够以毫米尺度将泡沫浇铸成预定形状。本文所述的泡沫制造/浇铸方法的另一个优点包括用聚氨酯以外的材料制造泡沫的能力。例如,不溶于水但可溶于特定有机溶剂的材料。本文所述的泡沫制造/浇铸方法的另一个优点包括制造具有可控孔隙度的泡沫的能力,其中孔隙度至少由添加到模具中的聚合物溶液中的固体颗粒的数量、固体颗粒的大小、和/或模具中聚合物溶液的浓度来控制。在一些实施方式中,制造具有可控孔隙度的泡沫,该孔隙度在泡沫的整个结构中是可变的。在一些实施方式中,制造在整个泡沫结构中具有孔隙度梯度的泡沫。本文所述的泡沫制造/浇铸方法的另一个优点包括作为浇铸方法的一部分,向泡沫附接网或膜的能力。在一些实施方式中,作为浇铸方法的一部分,将聚对苯二甲酸乙二醇酯(pet)网贴附接至泡沫。
4.在一些实施方式中,本文所述的泡沫被用于基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用。在一些实施方式中,本文所述的泡沫被用于基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用,其中血管内假体是经导管瓣膜植入装置。在一些实施方式中,本文所述的泡沫被用于基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用,其中血管内假体是经导管主动脉瓣植入装置。在一些实施方式中,本文所述的泡沫被用于基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用,其中血管内假体是血管内支架移植物。
5.在一方面,本文公开了一种用于制备泡沫的方法,该方法包括a)在溶剂中溶解聚合物材料以形成聚合物溶液;b)将聚合物溶液添加到模具,任选地将聚合物溶液在模具中
脱气;c)在模具中的聚合物溶液的顶部添加固体颗粒;以及d)用洗涤液洗涤模具中的所得聚合物混合物;其中固体颗粒在聚合物溶液中不溶但在洗涤液中可溶,并且其中在用洗涤液洗涤聚合物混合物后,模具中的剩余高分子材料形成泡沫并且泡沫的形状是由模具的形状限定的。在一些实施方式中,该方法还包括在将聚合物溶液添加到模具之前在模具上形成聚合物材料薄层。在一些实施方式中,聚合物溶液的浓度为0.5%-25.0%(w/v)。在一些实施方式中,方法还包括在添加固体颗粒至模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,将预热pet网放置模具顶部上并在30-90℃加热模具至多1小时。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度。在一些实施方式中,模具被预热到约40-100℃的温度达至少20分钟。在一些实施方式中,在向模具添加聚合物溶液后,聚合物溶液为室温或预热到约30-70℃的温度。在一些实施方式中,将聚合物溶液添加到模具,直至其溢出。在一些实施方式中,对模具中的聚合物溶液脱气。在一些实施方式中,在真空烘箱中对模具中的聚合物溶液脱气。在一些实施方式中,模具中的聚合物溶液在约100mbar-500mbar的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多1小时。在一些实施方式中,模具中的聚合物溶液未脱气。在一些实施方式中,固体颗粒以20-200w/v的比率添加到模具中的聚合物溶液的顶部。在一些实施方式中,固体颗粒的粒径在约5-500μm之间。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在真空下除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,用洗涤液洗涤模具中的所得聚合物混合物包括将模具浸入洗涤液中。在一些实施方式中,用洗涤液洗涤模具中的所得聚合物混合物包括将模具浸入洗涤液中,其中洗涤液温度在约30-60℃。在一些实施方式中,洗涤液为水。在一些实施方式中,从二甲基亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)、二甲基乙酰胺(dmac)及其组合中选择溶剂。在一些实施方式中,溶剂为dmso。在一些实施方式中,溶剂为thf。在一些实施方式中,溶剂为dmf。在一些实施方式中,dmac。在一些实施方式中,溶剂是dmso和thf的组合。在一些实施方式中,聚合物材料是预聚合的聚合物粒料。在一些实施方式中,聚合物材料为聚氨酯粒料。在一些实施方式中,固体颗粒是氯化钠。在一些实施方式中,固体颗粒是糖。在一些实施方式中,泡沫具有可控的孔隙度。在一些实施方式中,泡沫具有均匀的孔隙度。在一些实施方式中,泡沫具有可变的孔隙度。在一些实施方式中,泡沫具有开孔结构、闭孔结构或组合。在一些实施方式中,泡沫的孔隙度为约5-500μm。在一些实施方式中,根据模具的形状,以毫米尺度将泡沫浇铸成预定形状。在一些实施方式中,从三棱锥、四棱锥、椭圆形、部分椭圆形、球形、部分球形、平行四边形、菱形、部分菱形和定制的三维形状或其组合中选择模具的形状。在一些实施方式中,模具是硅模具、特氟龙模具或铝模具。在一些实施方式中,泡沫被用作基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用。在一些实施方式中,血管内假体是经导管瓣膜植入装置。在一些实施方式中,血管内假体是经导管主动脉瓣植入装置。在一些实施方式中,血管
内假体是血管内支架移植物。
附图说明
6.通过参考以下对说明性实施方式和附图加以阐述的详细描述,将会获得对本主题的特征和优点的更好理解。
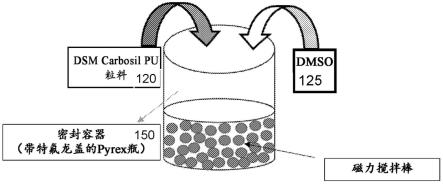
7.图1描述了制备聚氨酯粒料在溶剂中的聚合物溶液,该制备是通过将粒料和溶剂放置在pyrex瓶中并用磁力搅拌器搅拌。
8.图2描绘了硅模具的浇铸。
9.图3描绘了通过移液管向模具中添加聚合物溶液。
10.图4描绘了在模具中的聚合物溶液的顶部添加盐。
11.图5描绘了模具浸入水浴槽中。
12.图6描绘了在模具顶部添加pet网。
具体实施方式
13.本文公开了用于制备泡沫的制造/浇铸方法。在一些实施方式中,用于制备泡沫的制造/浇铸方法包括:a)将聚合物材料溶解在溶剂中以形成聚合物溶液;b)将聚合物溶液添加到模具中;c)在模具中的聚合物溶液的顶部添加固体颗粒;以及d)用洗涤液洗涤模具中的聚合物混合物。在一些实施方式中,用于制备泡沫的制造/浇铸方法包括:a)将聚合物材料溶解在溶剂中以形成聚合物溶液;b)将聚合物溶液添加到模具中;c)将模具中的聚合物溶液脱气;d)在模具中的聚合物溶液的顶部添加固体颗粒;以及e)用洗涤液洗涤模具中的聚合物混合物。在本文所述方法的实施方式中,固体颗粒不溶于聚合物溶液而可溶于洗涤液,并且在用洗涤液洗涤聚合物混合物之后,模具中剩余的聚合物材料形成泡沫,并且泡沫的形状由模具的形状限定。聚合物溶液的制备
14.在本文所述方法的实施方式中,该方法中的一个步骤是聚合物溶液的制备。在实施方式中,将预聚合的聚合物粒料溶解在溶剂中。在实施方式中,将预聚合的聚合物粒料溶解在有机溶剂中。在实施方式中,将预聚合的聚合物粒料溶解在有机溶剂中,有机溶剂从二甲亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)、二甲基乙酰胺(dmac)、二氯甲烷、氯仿和六氟异丙醇(hfip)或其组合中选择。在实施方式中,将预聚合的聚合物粒料溶解在有机溶剂中,有机溶剂从二甲亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)和二甲基乙酰胺(dmac)或其组合中选择。在一些实施方式中,预聚合的聚合物粒料溶解在dmso中。在一些实施方式中,预聚合的聚合物粒料溶解在thf中。在一些实施方式中,预聚合的聚合物粒料溶解在dmf中。在一些实施方式中,预聚合的聚合物粒料溶解在dmac中。在一些实施方式中,预聚合的聚合物粒料溶解在二氯甲烷中。在一些实施方式中,预聚合的聚合物粒料溶解在氯仿中。在一些实施方式中,预聚合的聚合物粒料溶解在hfip中。在一些实施方式中,预聚合的聚合物粒料溶解在至少两种有机溶剂的组合中。在一些实施方式中,预聚合的聚合物粒料溶解在两种有机溶剂的组合中。在一些实施方式中,预聚合的聚合物粒料溶解在从dmso、thf、dmf、dmac、二氯甲烷、氯仿和hfip中选择的两种有机溶剂的组合中。在一些实施方式中,预聚合的聚合物粒料溶解在从dmso、thf、dmf和dmac中选择的两种有机溶剂的组合中。
在一些实施方式中,预聚合的聚合物粒料溶解在dmso和thf的组合中。
15.在一些实施方式中,将预聚合的聚合物粒料溶解在溶剂中,其中预聚合的聚合物粒料为聚氨酯粒料。在一些实施方式中,聚氨酯粒料溶解在有机溶剂中。在实施方式中,聚氨酯粒料溶解在有机溶剂中,有机溶剂从二甲亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)、二甲基乙酰胺(dmac)、二氯甲烷、氯仿和六氟异丙醇(hfip)或其组合中选择。在实施方式中,聚氨酯粒料溶解在有机溶剂中,有机溶剂从二甲亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)和二甲基乙酰胺(dmac)或其组合中选择。在一些实施方式中,聚氨酯粒料溶解在dmso中。在一些实施方式中,聚氨酯粒料溶解在thf中。在一些实施方式中,聚氨酯粒料溶解在dmf中。在一些实施方式中,聚氨酯粒料溶解在dmac中。在一些实施方式中,聚氨酯粒料溶解在二氯甲烷中。在一些实施方式中,聚氨酯粒料溶解在氯仿中。在一些实施方式中,聚氨酯粒料溶解在hfip中。在一些实施方式中,聚氨酯粒料溶解在至少两种有机溶剂的组合中。在一些实施方式中,聚氨酯粒料溶解在两种有机溶剂的组合中。在一些实施方式中,聚氨酯粒料溶解在从dmso、thf、dmf和dmac中选择的两种有机溶剂的组合中。在一些实施方式中,聚氨酯粒料溶解在dmso和thf的组合中。
16.在一些实施方式中,将预聚合的聚合物粒料溶解在溶剂中,其中预聚合的聚合物粒料为聚对苯二甲酸乙二醇酯(pet)预聚合粒料。在一些实施方式中,pet预聚合粒料溶解在有机溶剂中。在实施方式中,pet预聚合粒料溶解在从三氟乙酸或三氯乙酸中选择的有机溶剂中。在一些实施方式中,pet预聚合粒料溶解在三氟乙酸中。在一些实施方式中,pet预聚合粒料溶解在三氯乙酸中。
17.在一些实施方式中,聚合物溶液的浓度为0.5%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为1.0%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为2.0%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为3.0%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为4.0%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为5.0%-25.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为5.0%-20.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为5.0%-15.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为0.5%-20.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为0.5%-15.0%(w/v)。在一些实施方式中,聚合物溶液的浓度为0.5%-10.0%(w/v)。
18.在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为1%到99%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为5%到95%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为10%到95%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为15%到95%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为20%到95%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为25%到95%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为10%到90%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为10%到80%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为15%到75%。在一些实施方式中,其中预聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为20%到75%。在一些实施方式中,其中预
聚合的聚合物粒料溶解在两种溶剂的组合中,两种溶剂的比率为25%到75%。向模具添加聚合物溶液
19.在本文所述的方法的实施方式中,方法中的一个步骤是将聚合物溶液添加到模具中。在一些实施方式中,在向模具添加聚合物溶液之前对模具进行预热。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度达至少10分钟。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度达至少20分钟。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度达至少30分钟。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度达至少45分钟。在一些实施方式中,在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度达至少1小时。
20.在一些实施方式中,在将聚合物溶液添加到模具之前,在模具表面上形成聚合物薄层。在一些实施方式中,在将聚合物溶液添加到模具之前,在模具表面上形成聚合物薄层,其中聚合物薄层是通过向模具添加聚合物溶液并在减压、加热或其组合的条件下除去溶剂而形成。
21.在一些实施方式中,在向模具添加聚合物溶液后,聚合物溶液为室温,或预热到约30-70℃的温度。在一些实施方式中,在向模具添加聚合物溶液后,聚合物溶液处于室温。在一些实施方式中,在向模具添加聚合物溶液后,将聚合物溶液预热到约30-70℃的温度。在一些实施方式中,在向模具添加聚合物溶液后,将聚合物溶液预热到约40-70℃的温度。在一些实施方式中,在向模具添加聚合物溶液后,将聚合物溶液预热到约50-70℃的温度。
22.在一些实施方式中,添加聚合物溶液以完全填充模具。在一些实施方式中,将聚合物溶液添加到模具中,直至其溢出。真空脱气
23.在本文所述的方法的实施方式中,方法中的可选步骤是对模具中的聚合物溶液进行脱气。在本文所述的方法的一些实施方式中,对模具中的聚合物溶液脱气。在一些实施方式中,在真空烘箱中对模具中的聚合物溶液脱气。在一些实施方式中,模具中的聚合物溶液在约100mbar-500mbar的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约100mbar-400mbar的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约100mbar-300mbar的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在高达约300mbar的真空烘箱中在脱气。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多2小时。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多1.5小时。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多1小时。在一些实施方式中,模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多30分钟。在一些实施方式中,模具中的聚合物溶液在约100mbar-500mbar和约30-90℃的真空烘箱中脱气。在一些实施方式中,模具中的聚合物溶液在约100mbar-500mbar和约30-90℃的真空烘箱中脱气至多2小时。在一些实施方式中,模具中的聚合物溶液在约100mbar-500mbar和约30-90℃的真空烘箱中脱气至多1小时。在一些实施方式中,模具中的聚合物溶液在高达约300mbar和约30-90℃的真空烘箱中脱气至多1小时。
24.在一些实施方式中,模具中的聚合物溶液未脱气。添加固体颗粒
25.在本文所述的方法的实施方式中,方法中的一个步骤是将固体颗粒添加到模具中聚合物溶液的顶部。在本文所述的方法中,固体颗粒不溶于聚合物溶液,而可溶于洗涤液。在一些实施方式中,固体颗粒是氯化钠、氯化钾或糖。在一些实施方式中,固体颗粒是氯化钠或糖。在一些实施方式中,固体颗粒是氯化钠。在一些实施方式中,固体颗粒是氯化钾。在一些实施方式中,固体颗粒是糖。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液而不溶于dmso和/或thf。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液中且不溶于dmso和thf。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液中而不溶于dmso或thf。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液,不溶于dmso,可溶于thf。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液,溶于dmso而不溶于thf。在一些实施方式中,固体颗粒为盐,其可溶于洗涤液且微溶于dmso和/或thf。
26.在一些实施方式中,洗涤液为水。在一些实施方式中,固体颗粒是可溶于水且不溶于dmso和/或thf的盐。在一些实施方式中,固体颗粒是可溶于水且不溶于dmso和thf的盐。在一些实施方式中,固体颗粒是可溶于水且不溶于dmso或thf的盐。在一些实施方式中,固体颗粒是盐,其可溶于水,不溶于dmso,可溶于thf。在一些实施方式中,固体颗粒是盐,其可溶于水,溶于dmso而不溶于thf。在一些实施方式中,固体颗粒是盐,其可溶于水且微溶于dmso和/或thf。
27.在一些实施方式中,以10-250w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部。在一些实施方式中,以10-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部。在一些实施方式中,以20-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部。在一些实施方式中,以20-150w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部。在一些实施方式中,以20-100w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部。在一些实施方式中,以10-250w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为盐。在一些实施方式中,以10-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为盐。在一些实施方式中,以20-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为盐。在一些实施方式中,以20-150w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为盐。在一些实施方式中,以20-100w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为盐。在一些实施方式中,以10-250w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为糖。在一些实施方式中,以10-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为糖。在一些实施方式中,以20-200w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为糖。在一些实施方式中,以20-150w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为糖。在一些实施方式中,以20-100w/v的比率将固体颗粒添加到模具中的聚合物溶液的顶部,其中固体颗粒为糖。
28.在一些实施方式中,固体颗粒的粒径在约5-500μm之间。在一些实施方式中,固体颗粒的粒径在约5-450μm之间。在一些实施方式中,固体颗粒的粒径在约5-400μm之间。在一些实施方式中,固体颗粒的粒径在约5-350μm之间。在一些实施方式中,固体颗粒的粒径在
约5-300μm之间。在一些实施方式中,固体颗粒的粒径在约5-250μm之间。在一些实施方式中,固体颗粒的粒径在约5-500μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-450μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-400μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-350μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-300μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-250μm之间,其中固体颗粒为盐。在一些实施方式中,固体颗粒的粒径在约5-500μm之间,其中固体颗粒为糖。在一些实施方式中,固体颗粒的粒径在约5-450μm之间,其中固体颗粒为糖。在一些实施方式中,固体颗粒的粒径在约5-400μm之间,其中固体颗粒为糖。在一些实施方式中,固体颗粒的粒径在约5-350μm之间,其中固体颗粒为糖。在一些实施方式中,固体颗粒的粒径在约5-300μm之间,其中固体颗粒为糖。在一些实施方式中,固体颗粒的粒径在约5-250μm之间,其中固体颗粒为糖。用洗涤液洗涤模具中的聚合物混合物
29.在本文所述的方法的实施方式中,方法中的一个步骤是用洗涤液将模具中聚合物混合物中的固体颗粒洗出。在本文所述的方法的一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在真空下除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少6小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂达至少6小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂达至少6小时。
30.在一些实施方式中,用洗涤液洗涤模具中的聚合物混合物包括将模具浸入洗涤液中。在一些实施方式中,用洗涤液洗涤模具中的聚合物混合物包括将模具浸入洗涤液中,其中洗涤液温度为室温。在一些实施方式中,用洗涤液洗涤模具中的聚合物混合物包括将模具浸入洗涤液中,其中洗涤液温度在约30-60℃。
31.在本文所述的方法的一些实施方式中,洗涤液为水。在本文所述的方法的实施方式中,方法中的一个步骤是用水洗出模具中聚合物混合物中的固体颗粒。在本文所述的方
法的一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在真空下除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂达至少12小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少6小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-70℃的真空烘箱中除去溶剂达至少6小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,在约30-50℃的真空烘箱中除去溶剂达至少6小时。
32.在一些实施方式中,用水洗涤模具中的聚合物混合物包括将模具浸入水中。在一些实施方式中,用水洗涤模具中的聚合物混合物包括将模具浸入水中,其中水温为室温。在一些实施方式中,用水洗涤模具中的聚合物混合物包括将模具浸入水中,其中水温为约30-60℃。在模具顶部添加pet网或膜
33.在本文所述的方法的一些实施方式中,方法中的一个可选步骤是作为浇铸方法的一部分,将网或膜附接到泡沫。在一些实施方式中,作为浇铸方法的一部分,将pet网附接到泡沫。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,将pet网放置在模具的顶部并且将模具在30-90℃加热至多1小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,将预加热的pet网放置在模具的顶部并且将模具在30-90℃加热至多1小时。在一些实施方式中,洗涤液为水。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,将pet网放置在模具的顶部并且将模具在30-90℃加热至多1小时。在一些实施方式中,在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用水洗涤模具中的所得聚合物混合物之前,将预加热的pet网放置在模具的顶部并且将模具在30-90℃加热至多1小时。在一些实施方式中,其中在浇铸方法中包括pet网,泡沫用作经导管心脏瓣膜裙部。模具和泡沫的性能
34.在一些实施方式中,模具是硅模具、特氟龙模具、铝模具、不锈钢模具或玻璃模具。
在一些实施方式中,模具是硅模具、特氟龙模具或铝模具。在一些实施方式中,模具是特氟龙模具。在一些实施方式中,模具是铝模具。在一些实施方式中,模具是不锈钢模具。在一些实施方式中,模具是玻璃模具。在一些实施方式中,如果使用3d建模软件(例如solidworks)设计用于浇铸的所需图案的母模,则其使用3d打印机打印。在一些实施方式中,使用硅模具从适当的可浇铸硅树脂(例如)制作所需图案的底片。
35.在实施方式中,基于模具的形状将泡沫浇铸成预定的形状。在一些实施方式中,根据模具的形状以毫米尺度将泡沫浇铸成预定形状。在一些实施方式中,从三棱锥、四棱锥、椭圆形、部分椭圆形、球形、部分球形、平行四边形、菱形、部分菱形和定制的三维形状,或者其组合中选择模具的形状。在一些实施方式中,模具的形状是三棱锥。在一些实施方式中,模具的形状是四棱锥。在一些实施方式中,模具的形状是椭圆形。在一些实施方式中,模具的形状是部分椭圆形。在一些实施方式中,模具的形状是球形。在一些实施方式中,模具的形状是部分球形。在一些实施方式中,模具的形状是平行四边形。在一些实施方式中,模具的形状是菱形。在一些实施方式中,模具的形状为部分菱形。在一些实施方式中,模具的形状是定制的三维形状。在一些实施方式中,模具的形状是从三棱锥、四棱锥、椭圆形、部分椭圆形、球形、部分球形、平行四边形、菱形、部分菱形和定制的三维形状中选择的一个或多个形状的组合。
36.在一些实施方式中,由本文所述的方法制备的泡沫具有可控的孔隙度。在一些实施方式中,泡沫具有均匀的孔隙度。在一些实施方式中,泡沫具有可变的孔隙度。在一些实施方式中,泡沫具有开孔结构、闭孔结构或其组合。在一些实施方式中,泡沫的孔隙度为约5-500μm。在一些实施方式中,泡沫的孔隙度为约5-500μm。在一些实施方式中,泡沫的孔隙度为约5-450μm。在一些实施方式中,泡沫的孔隙度为约5-400μm。在一些实施方式中,泡沫的孔隙度为约5-350μm。在一些实施方式中,泡沫的孔隙度为约5-300μm。在一些实施方式中,泡沫的孔隙度为约5-250μm。在一些实施方式中,泡沫的孔隙度为约5-200μm。用途
37.在一些实施方式中,由本文所述的方法制备的泡沫用作基于泡沫的密封装置、密封套箍或血管内假体的密封裙部。在一些实施方式中,由本文所述的方法制备的泡沫被用作密封装置。在一些实施方式中,由本文所述的方法制备的泡沫被用作密封套箍。在一些实施方式中,由本文所述的方法制备的泡沫被用作血管内假体的密封裙部。在一些实施方式中,由本文所述的方法制备的泡沫被用作基于泡沫的可扩张密封裙部,该可扩张密封裙部与人类患者中的血管内假体一起使用。在一些实施方式中,血管内假体是经导管瓣膜植入装置。在一些实施方式中,血管内假体是经导管主动脉瓣植入装置。在一些实施方式中,血管内假体是血管内支架移植物。
38.除非另有定义,本文中使用的所有技术术语与本公开所属的领域中的一般技术人员常规理解具有相同的含义。如在本说明书和所附权利要求书中使用的,除非文中另有明确相反规定,单数形式“一个”、“一种”和“该”包括复数形式。本文提及的“或”意在包含“和/或”,除非有相反说明。除非有相反说明,在本说明书和权利要求中使用的术语“约”和“大约”是指数值的小于或等于+/-1%、+/-2%、+/-3%、+/-4%、+/-5%、+/-6%、+/-7%、+/-8%、+/-9%、+/-10%、+/-11%、+/-12%、+/-14%、+/-15%、+/-20%的变化,取决于实施方式。作为非限制性的示例,约100米代表95米到105米(是100米的+/-5%)、90米到110米(是
100米的+/-10%),或85米到115米(是100米的+/-15%)的范围,取决于实施方式。实施例实施例1:使用dmso的泡沫浇铸程序
39.如图1所示,dsm carbosil 80a和55d粒料120在大约室温和30%-33%的水分含量下保存在干燥器中。硅胶珠用于吸收干燥柜中的水分。
40.聚合物溶液是通过将聚氨酯(pu)粒料120溶解在含约5%-25%tds的dmso 125中制成的。在室温下通过向在电磁搅拌器上搅拌的带特氟龙盖的pyrex瓶150中的粒料的顶部添加溶剂来溶解粒料。根据聚合物浓度,完全溶解需要20-80小时。
41.如图2所示,需要浇铸的所需图案的母模250首先通过3d建模软件例如solidworks设计,并使用3d打印机打印。然后,使用硅模具260从合适的可浇铸硅树脂265(例如)制作所需图案的底片。
42.将硅模具在40-100℃之间的温度下预热至少半小时。将已在室温下储存的聚合物溶液添加到硅模具中以填充模具,直到溢出为止。溶液量取决于模具大小,并针对每个模具进行了优化。若需要,可以将溶液预热。在一些实施方式中,如图3所示,使用移液管325将聚合物溶液添加到硅模具360中。
43.可以将硅模具中的溶液在真空烘箱中于30-90℃下脱气至多1小时(真空度高达300mbar)。如图4所示,对盐430进行称重,然后将其添加到模具460中的可选地脱气的溶液405的顶部。针对不同的模具,对盐与溶液的比率进行了优化。此步骤可以手动完成,也可以使用自动手段完成。
44.如图5所示,将样品从烘箱/真空烘箱中取出并沉入热自来水540中以洗去dmso。洗涤也会浸出盐530,使得剩余的聚合物材料形成泡沫的骨架510。除去盐晶体后,剩下的全部是带有开放孔洞/孔的硬聚合物,盐曾经存在于该开放孔洞/孔中。
45.现在以最终形式小心地从硅模具取出泡沫并将其储存在120ml容器中的自来水中。实施例2:包括使用pet网的使用dmso的泡沫浇铸程序
46.在一些实施方式中,如图6所示,在其中泡沫用作经导管心脏瓣膜裙部,在浇铸过程中包括使用pet网670。如实施例1所概述的,在向模具660中的聚合物溶液615添加盐之后,将pet网切成与模具相同的大小,然后将其在烘箱中于50-100℃下预热至少半小时。将pet网放在模具的顶部(图6),并将模具/pet网样品于30-90℃下加热至多一个小时。将样品从烘箱/真空烘箱中取出并沉入热自来水(图5)中以洗去dmso。洗涤也会浸出盐,使得剩余的聚合物材料形成泡沫的骨架。除去盐晶体后,剩下的是硬的聚合物泡沫,pet网附接在泡沫表面。实施例3:使用thf的泡沫浇铸程序
47.dsm carbosil 80a和55d粒料在大约室温和30%-33%的水分含量下保存在干燥器中。硅胶珠用于吸收干燥柜中的水分。
48.通过将聚氨酯(pu)粒料溶解在thf中制得两种聚合物溶液;浓度较高的溶液在8%-15%(w/v)的范围内,浓度较低的溶液在0.5%-6%(w/v)的范围内。在室温下通过向在电磁搅拌器上搅拌的带特氟龙盖的pyrex瓶中的粒料的顶部添加溶剂来溶解粒料。
49.需要浇铸的所需图案的母模首先由3d建模软件(如solidworks)设计,然后使用3d
打印机打印。然后,使用硅模具从合适的可浇铸硅树脂(例如)制成所需图案的底片。
50.使用较低浓度的pu thf溶液在硅模具上形成pu薄层。当pu薄层干燥后,将盐添加到硅模具以完全填充空间。
51.将较高浓度的聚合物thf溶液添加到硅模具,以完全覆盖盐(已针对每种硅模具设计,对聚合物溶液的体积进行了优化,并且在样品之间保持一致)。
52.将模具在通风橱下放置至少30分钟,以使聚合物溶液扩散到泡沫结构中。用玻璃烧杯盖住样品,以最小化在此期间溶剂的蒸发。
53.将模具放置在50℃的真空烘箱中持续至少12个小时,以除去溶剂并获得泡沫的固体结构。
54.从烘箱/真空烘箱中取出样品,并用水洗涤直至盐完全溶解并除去。
55.现在以最终形式小心地从硅模具中取出泡沫,并将其在pbs中保持湿润。实施例4:包括使用pet网的使用thf的泡沫浇铸程序
56.在其中泡沫用作经导管心脏瓣膜裙部的一些实施方式中,在浇铸过程中包括使用pet网。如实施例3所概述的,在向模具中的聚合物溶液中添加盐之后,将pet网切成与模具相同的大小,然后将其在烘箱中于50-100℃下预热至少半小时。将pet网放在模具的顶部,然后将另一层较高浓度的聚合物thf溶液添加到模具/pet网样品,以获得聚合物溶液在表面上的均匀分布。模具/pet网样品在30-90℃下加热至多一个小时。从烘箱/真空烘箱中取出样品,并用水洗涤直至盐完全溶解并除去。除去盐晶体后,剩下的是硬的聚合物泡沫,其中pet网附接在泡沫表面。实施例5:使用共溶剂的泡沫浇铸程序
57.使用实施例1至实施例4中概述的过程制造泡沫,但是使用dmso和thf的组合来制备聚合物溶液。dmso与thf的比率可以改变。各种共溶剂比率的使用使溶液具有较高的聚合物浓度和较低的粘度,因此获得具有不同机械性能的泡沫。
58.虽然在本文中公开的首选实施例已在本文中显示和描述,但对于本领域的技术人员来说,这些实施例仅通过示例的方式提供是显而易见的。大量的变化、变化和替换将发生在那些技术娴熟的人身上,而不偏离本公开。应该理解的是,可以在实践本文所述的浇铸方法过程中采用不同于本文所述的浇铸方法实施例的备选方案。目前优选的实施方式1.一种制备泡沫的方法,该方法包括:a)将聚合物材料溶解在溶剂中以形成聚合物溶液;b)将聚合物溶液添加到模具,并任选地将在模具中的聚合物溶液脱气;c)在模具中聚合物溶液的顶部添加固体颗粒;以及d)用洗涤液洗涤模具中的所得聚合物混合物;其中固体颗粒不溶于聚合物溶液而可溶于洗涤液,并且其中在用洗涤液洗涤聚合物混合物后,在模具中的剩余聚合物材料形成泡沫并且泡沫的形状由模具的形状限定。2.第1段的方法,进一步包括在将聚合物溶液添加到模具之前在模具上形成聚合物材料薄层。3.第1段或第2段的方法,其中聚合物溶液的浓度为0.5%-25.0%(w/v)。
4.段落1-3任一段的方法,其中在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,进一步包括将预热的pet网放置在模具顶部并在30-90℃加热模具至多1小时。5.第1-4段中任一段的方法,其中在向模具添加聚合物溶液之前,将模具预热到约40-100℃的温度。6.第1-5段中任一段的方法,其中将模具预热到约40-100℃的温度达至少20分钟。7.第1-6段中任一段的方法,其中在将聚合物溶液添加到模具后,聚合物溶液为室温或被预热到约30-70℃的温度。8.第1-7段中任一段的方法,其中聚合物溶液被添加到模具中直到其溢出。9.第1-8段中任一段的方法,其中在模具中的聚合物溶液被脱气。10.第1-9段中任一段的方法,其中在模具中的聚合物溶液在真空烘箱中脱气。11.第1-10段中任一段的方法,其中模具中的聚合物溶液在约100mbar-500mbar的真空烘箱中脱气。12.第1-11段中任一段的方法,其中模具中的聚合物溶液在约30-90℃的真空烘箱中脱气。13.第1-12段中任一段的方法,其中模具中的聚合物溶液在约30-90℃的真空烘箱中脱气至多1小时。14.第1-9段中任一段的方法,其中模具中的聚合物溶液未脱气。15.第1-14段中任一段的方法,其中固体颗粒以10-250w/v的比率添加到模具中的聚合物溶液的顶部。16.第1-15段中任一段的方法,其中固体颗粒的粒径在约5-500μm之间。17.第1-16段中任一段的方法,其中在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在真空下除去溶剂。18.第1-17段中任一段的方法,其中在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂。19.第1-18段中任一段的方法,其中在将固体颗粒添加到模具中的聚合物溶液的顶部之后并且在用洗涤液洗涤模具中的所得聚合物混合物之前,在约30-90℃的真空烘箱中除去溶剂达至少12个小时。20.第1-19段中任一段的方法,其中用洗涤液洗涤模具中的所得聚合物混合物包括将模具浸入洗涤液中。21.第1-20段中任一段的方法,其中用洗涤液洗涤模具中的所得聚合物混合物包括将模具浸入洗涤液中,其中洗涤液温度在约30-60℃。22.第1-21段中任一段的方法,其中洗涤液为水。23.第1-22段中任一段的方法,其中溶剂从二甲基亚砜(dmso)、四氢呋喃(thf)、二甲基甲酰胺(dmf)、二甲基乙酰胺(dmac)及其组合中选择。24.第1-23段中任一段的方法,其中溶剂为dmso。25.第1-23段中任一段的方法,其中溶剂为thf。26.第1-23段中任一段的方法,其中溶剂为dmf。
27.第1-23段中任一段的方法,其中溶剂为dmac。28.第1-23段中任一段的方法,其中溶剂是dmso和thf的组合。29.第1-28段中任一段的方法,其中聚合物材料是预聚合的聚合物粒料。30.第1-29段中任一段的方法,其中所述聚合物材料为聚氨酯粒料。31.第1-30段中任一段的方法,其中固体颗粒是氯化钠。32.第1-30段中任一段的方法,其中固体颗粒是糖。33.第1-32段中任一段的方法,其中泡沫具有可控的孔隙度。34.第1-32段中任一段的方法,其中泡沫具有均匀的孔隙度。35.第1-32段中任一段的方法,其中泡沫具有可变的孔隙度。36.第1-35段中任一段的方法,其中泡沫具有开放的孔隙结构、封闭的孔隙结构或其组合。37.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-500μm。38.第1-37段中任一段的方法,其中根据模具的形状以毫米尺度将泡沫铸成预定形状。39.第38段的方法,其中所述模具的形状从三棱锥、四棱锥、椭圆形、部分椭圆形、球形、部分球形、平行四边形、菱形、部分菱形和定制的三维形状或其组合中选择。40.第1-39段中任一段的方法,其中模具是硅模具、特氟龙模具,或铝模具。41.第1-40段中任一段的方法,其中泡沫被用作基于泡沫的可扩张密封裙部,该可扩张密封裙部用于与人类患者中的血管内假体一起使用。42.第41段的方法,其中血管内假体是经导管瓣膜植入装置。43.第41段的方法,其中血管内假体是经导管主动脉瓣植入装置。44.第41段的方法,其中血管内假体是血管内支架移植物。45.第1-44段中任一段的方法,其中聚合物溶液的浓度是0.5%-20.0%(w/v)。46.第1-44段中任一段的方法,其中聚合物溶液的浓度是0.5%-15.0%(w/v)。47.第1-44段中任一段的方法,其中聚合物溶液的浓度是0.5%-10.0%(w/v)。48.第1-44段中任一段的方法,其中聚合物溶液的浓度为5.0%-25.0%(w/v)。49.第1-44段中任一段的方法,其中聚合物溶液的浓度为1.0%-25.0%(w/v)。50.第1-44段中任一段的方法,其中聚合物溶液的浓度为2.0%-25.0%(w/v)。51.第1-44段中任一段的方法,其中聚合物溶液的浓度为3.0%-25.0%(w/v)。52.第1-44段中任一段的方法,其中聚合物溶液的浓度为4.0%-25.0%(w/v)。53.第1-44段中任一段的方法,其中聚合物溶液的浓度为5.0%-20.0%(w/v)。54.第1-44段中任一段的方法,其中聚合物溶液的浓度为5.0%-15.0%(w/v)。55.第1-54段中任一段的方法,其中模具中的聚合物溶液在约100mbar-400mbar的真空烘箱中脱气。56.第1-54段中任一段的方法,其中模具中的聚合物溶液在约100mbar-300mbar的真空烘箱中脱气。57.第1-56段中任一段的方法,其中固体颗粒以10-200w/v的比率添加到模具中的聚合物溶液的顶部。58.第1-56段中任一段的方法,其中固体颗粒以20-200w/v的比率添加到模具中的
聚合物溶液的顶部。59.第1-56段中任一段的方法,其中固体颗粒以20-150w/v的比率添加到模具中的聚合物溶液的顶部。60.第1-56段中任一段的方法,其中固体颗粒以20-100w/v的比率添加到模具中的聚合物溶液的顶部。61.第1-60段中任一段的方法,其中固体颗粒的粒径在约5-450μm之间。62.第1-60段中任一段的方法,其中固体颗粒的粒径在约5-400μm之间。63.第1-60段中任一段的方法,其中固体颗粒的粒径在约5-350μm之间。64.第1-60段中任一段的方法,其中固体颗粒的粒径在约5-300μm之间。65.第1-60段中任一段的方法,其中固体颗粒的粒径在约5-250μm之间。66.第1-65段中任一段的方法,其中泡沫的孔隙度为约5-500μm。67.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-450μm。68.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-400μm。69.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-350μm。70.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-300μm。71.第1-36段中任一段的方法,其中泡沫的孔隙度为约5-250μm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1