偏振膜的制造方法、偏振膜的制造装置及控制系统与流程
1.本发明涉及制造偏振膜的方法、制造偏振膜的装置及控制系统,该方法在处理槽中一边用二色性物质对卷筒膜进行染色一边进行单向拉伸,然后,在烘箱中使其干燥而制作起偏镜,并用贴合辊将起偏镜与保护膜贴合而制造偏振膜。特别地,本发明涉及即使烘箱出侧的起偏镜的水分率低、也能够使处理槽与贴合辊之间的起偏镜的运送稳定化的偏振膜的制造方法、偏振膜的制造装置及控制系统。
背景技术:
2.以往,作为液晶显示装置、偏光太阳镜等的构成材料,使用了包含起偏镜的偏振膜。偏振膜例如由用碘等二色性物质进行了染色的起偏镜和粘接于该起偏镜而保护起偏镜的保护膜构成。
3.偏振膜例如像专利文献1中记载的那样,通过在一条制造线上进行从长条带状的起偏镜的制造至将长条带状的保护膜粘接而得到长条带状的偏振膜为止的一系列工序的卷对卷方式来制造。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2004-341515号公报
技术实现要素:
7.发明所要解决的问题
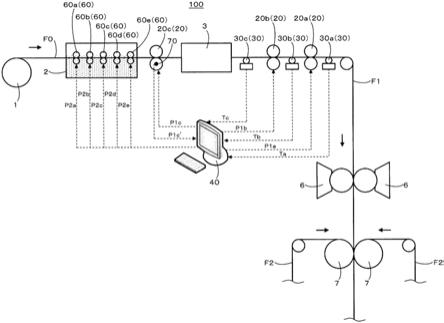
8.图3是示意性地示出在现有的卷对卷方式的偏振膜的制造方法中使用的制造装置及控制系统的概要构成例的图。图3所示的用实线表示的箭头是指各膜的运送方向。
9.如图3所示,在现有的偏振膜的制造方法中,首先,将卷绕于抽出辊1的卷筒膜f0抽出,浸渍于处理槽2(例如从卷筒膜f0的运送方向上游侧起依次由溶胀处理槽、染色处理槽、交联处理槽、拉伸处理槽、清洗处理槽构成)内的处理浴中,用碘、二色性染料等二色性物质进行染色,同时进行单向拉伸。接下来,在烘箱3中使其干燥,由此得到起偏镜f1。接下来,例如,使用涂敷机6在起偏镜f1的两面涂敷活性能量射线固化型粘接剂。另外,例如,使用涂敷机(省略图示)在从抽出辊(省略图示)抽出的保护膜f2的一面涂敷活性能量射线固化型粘接剂。然后,通过贴合辊7将涂敷有粘接剂的保护膜f2贴合于涂敷有粘接剂的起偏镜f1的两面。然后,虽然省略了全部图示,从活性能量射线照射装置对起偏镜f1及保护膜f2之间的粘接剂照射活性能量射线而使其固化后,在烘箱中使其干燥,根据需要贴合其它膜(表面保护膜等),由此制造偏振膜。
10.如图3所示,现有的制造装置具备:配置于处理槽2与贴合辊7之间且运送起偏镜f1(包含在处理槽2进行了处理之后在烘箱3中干燥之前的卷筒膜f0)的第一张力切断辊20、和在处理槽2中运送卷筒膜f0的第二张力切断辊60。在图3所示的例子中,作为第一张力切断辊20,配置有3个第一张力切断辊20a~20c,作为第二张力切断辊60,配置有5个第二张力切
断辊60a~60e。在图3所示的例子中,第一张力切断辊20及第二张力切断辊60均为夹持辊。
11.现有的控制系统100a具备:控制装置40、和编码器50。
12.编码器50测定贴合辊7的转速并输出至控制装置40。控制装置40基于输入的贴合辊7的转速、和预先存储的贴合辊7的外径对贴合辊7的圆周速度p0’进行运算。然后,控制装置40以使贴合辊7的圆周速度p0’与第一张力切断辊20的圆周速度的比率成为预先确定的值的方式对第一张力切断辊20的圆周速度进行控制(比率恒定控制)。具体而言,将第一张力切断辊20a的圆周速度设为p1a、将第一张力切断辊20b的圆周速度设为p1b、并将第一张力切断辊20c的圆周速度设为p1c时,控制装置40以p1a/p0’=α1、p1b/p0’=α2、p1c/p0’=α3(α1、α2、α3为给定的常数)的方式确定圆周速度p1a、p1b及p1c,以使第一张力切断辊20a~20c分别以各圆周速度p1a~p1c旋转的方式将控制信号发送至第一张力切断辊20a~20c的驱动部(省略图示的马达等)。一般而言,由于贴合辊7以预先确定的恒定圆周速度旋转,第一张力切断辊20也以恒定的圆周速度旋转。
13.需要说明的是,在图3所示的例子中,基于对贴合辊7的转速进行测定而得到的结果,对贴合辊7的圆周速度p0’进行运算,基于运算出的圆周速度p0’,控制第一张力切断辊20的圆周速度,但是也有时实际上不对贴合辊7的圆周速度进行测定/运算,而基于贴合辊7的圆周速度的设定值或转速的设定值来控制第一张力切断辊20的圆周速度。
14.另外,控制装置40以贴合辊7的圆周速度p0’与第二张力切断辊60的圆周速度的比率成为预先确定的值的方式对第二张力切断辊60的圆周速度进行控制(比率恒定控制)。具体而言,将第二张力切断辊60a的圆周速度设为p2a、将第二张力切断辊60b的圆周速度设为p2b、将第二张力切断辊60c的圆周速度设为p2c、将第二张力切断辊60d的圆周速度设为p2d、并将第二张力切断辊60e的圆周速度设为p2e时,控制装置40以p2a/p0’=β1、p2b/p0’=β2、p2c/p0’=β3、p2d/p0’=β4、p2e/p0’=β5(β1、β2、β3、β4、β5为给定的常数)的方式确定圆周速度p2a、p2b、p2c、p2d及p2e,以使第二张力切断辊60a~60e分别以各圆周速度p2a~p2e旋转的方式将控制信号发送至第二张力切断辊60a~60e的驱动部(省略图示的马达等)。如上所述,一般而言,贴合辊7以恒定的圆周速度旋转,因此,第二张力切断辊60也以恒定的圆周速度旋转。
15.第二张力切断辊60的圆周速度的比率恒定控制对于以预先确定的给定的拉伸倍率拉伸卷筒膜f0而言是必要的。
16.在使用了以上说明的现有的控制系统100a的偏振膜的制造方法中,在处理槽2与贴合辊7之间,以比率恒定控制方式控制运送起偏镜f1的第一张力切断辊20的圆周速度,通过各比率α1~α3确定待运送的起偏镜f1在各位置的设定张力。然而,实际在起偏镜f1产生的张力根据起偏镜f1的状态大幅变动。如果实际在起偏镜f1产生的张力大幅变动,则有时起偏镜f1的运送会产生障碍。另外,如果产生过大的张力,则也存在起偏镜f1断裂的情况。而且,即使在相同的制造条件下制造偏振膜,实际在起偏镜f1产生的张力的再现性不良。因此,需要由操作员手动微调各比率α1~α3。
17.现有的偏振膜的制造方法中的起偏镜f1的运送(处理槽2与贴合辊7之间的运送)方法在起偏镜f1可能会比较大幅地伸缩的情况下不易产生障碍。即,如果起偏镜f1可能会大幅伸缩,则即使实际的张力大幅变动,通过起偏镜f1进行伸缩,张力变动的影响也得以缓和。
18.然而,近年,开始制造水分率低的起偏镜f1(例如烘箱3出侧的起偏镜f1的水分率为15%以下)。
19.水分率低的起偏镜f1几乎不伸缩,因此,在现有的偏振膜的制造方法中,张力变动的影响难以缓和,存在起偏镜f1的运送产生障碍、或者起偏镜f1断裂的担忧变高的问题。
20.因此,本发明的课题在于,提供即使烘箱出侧的起偏镜的水分率低、也能够使处理槽与贴合辊之间的起偏镜的运送稳定化的偏振膜的制造方法、偏振膜的制造装置及控制系统。
21.解决问题的方法
22.为了解决上述问题,本发明提供一种偏振膜的制造方法,该方法在处理槽中一边用二色性物质对卷筒膜进行染色一边进行单向拉伸,然后,在烘箱中使其干燥而制作起偏镜,并用贴合辊将上述起偏镜与保护膜贴合而制造偏振膜,上述制造方法包括:在上述处理槽与上述贴合辊之间配置运送上述起偏镜的第一张力切断辊,并且在上述处理槽与上述贴合辊之间且位于上述第一张力切断辊的下游侧设置张力计,以使上述用张力计测得的张力成为预先确定的值的方式控制上述第一张力切断辊的圆周速度的第一控制工序。
23.本发明中的“张力切断辊”(第一张力切断辊及后述的优选方法中的第二张力切断辊)是指,膜不会在辊上滑动、而能够控制辊的上游侧与下游侧的张力差的辊,作为张力切断辊,例如可以使用夹持辊、吸辊。
24.另外,本发明中的“下游侧”是指,起偏镜或卷筒膜的运送方向下游侧。
25.根据本发明,在第一控制工序中,以使用配置于第一张力切断辊的下游侧的张力计测得的张力达到预先确定的值的方式控制第一张力切断辊的圆周速度(以下,将其适当地称作“张力恒定控制”)。即,以实际测得的张力成为预先确定的值的方式控制第一张力切断辊的圆周速度,因此,即使烘箱出侧的起偏镜的水分率低,实际在起偏镜产生的张力的变动变小,能够使起偏镜的运送稳定化。
26.优选在上述处理槽与上述贴合辊之间交替地配置多个上述张力计及上述第一张力切断辊,在上述第一控制工序中,利用配置于最下游侧的上述张力计及上述第一张力切断辊的组合执行了圆周速度的控制后,向上游侧依次通过配置于比上述配置于最下游侧的组合更靠近上游侧的上述张力计及上述第一张力切断辊的组合执行圆周速度的控制。
27.在上述的优选方法中,“上游侧”是指,起偏镜或卷筒膜的运送方向上游侧。另外,在上述的优选方法中,“利用配置于最下游侧的上述张力计及上述第一张力切断辊的组合进行的圆周速度的控制”是指,以使配置于最下游侧的用张力计测得的张力达到预先确定的值的方式控制配置于最下游侧的第一张力切断辊的圆周速度。另外,在上述的优选方法中,“利用配置于比配置于最下游侧的组合更靠近上游侧的上述张力计及上述第一张力切断辊的组合进行的圆周速度的控制”是指,以使用配置于比配置于最下游侧的张力计更靠近上游侧的张力计测得的张力达到预先确定的值的方式控制配置于比该张力计更靠近上游侧且最靠近该张力计的位置的第一张力切断辊的圆周速度。此外,在上述的优选方法中,“向上游侧依次执行”是指,向上游侧依次执行从利用配置于最下游侧的张力计及第一张力切断辊的组合进行的圆周速度的控制、至利用配置于最上游侧的张力计及第一张力切断辊的组合进行的圆周速度的控制。
28.例如,在第一张力切断辊及张力计分别每组3个地配置的情况(从下游侧起依次配
置有张力计30a、第一张力切断辊20a、张力计30b、第一张力切断辊20b、张力计30c、第一张力切断辊20c的情况)下,是指以使用张力计30a测得的张力成为预先确定的值的方式控制第一张力切断辊20a的圆周速度之后,以使用张力计30b测得的张力成为预先确定的值的方式控制第一张力切断辊20b的圆周速度,然后,以使用张力计30c测得的张力成为预先确定的值的方式控制第一张力切断辊20c的圆周速度。
29.根据上述的优选方法,在交替地配置多个张力计及第一张力切断辊的情况下,利用配置于最下游侧的张力计及第一张力切断辊的组合执行了圆周速度的控制之后,依次向配置于上游侧的组合执行圆周速度的控制,因此,控制不会消散而能够实现稳定的圆周速度的控制。由此,在交替地配置多个张力计及第一张力切断辊的情况下,实际在起偏镜产生的张力的变动变小,能够使起偏镜的运送稳定化。
30.优选包括:在上述处理槽的出侧配置上述第一张力切断辊,并且在上述处理槽中配置运送上述卷筒膜的第二张力切断辊,执行上述第一控制工序之后,测定配置于上述处理槽的出侧的上述第一张力切断辊的圆周速度,以使上述测定而得到的上述第一张力切断辊的圆周速度与上述第二张力切断辊的圆周速度的比率达到预先确定的值的方式控制上述第二张力切断辊的圆周速度的第二控制工序。
31.在本发明中,以张力恒定控制的方式控制第一张力切断辊的圆周速度,因此,配置于处理槽的出侧的第一张力切断辊的圆周速度与现有的那样的以比率恒定控制的方式进行控制的情况不同,发生变动而不是恒定的。
32.根据上述的优选方法,在第二控制工序中,基本上以使配置于处理槽的出侧的第一张力切断辊的圆周速度与第二张力切断辊的圆周速度的比率达到预先确定的值的方式控制第二张力切断辊的圆周速度,即执行比率恒定控制。然而,作为成为比率的基准的配置于处理槽的出侧的第一张力切断辊的圆周速度,使用实际测得的圆周速度,因此,如上所述,即使配置于处理槽的出侧的第一张力切断辊的圆周速度变动,也能够适当地执行比率恒定控制,能够以预先确定的给定的拉伸倍率对卷筒膜进行拉伸。
33.本发明可以适当地用于上述烘箱出侧的上述起偏镜的水分率为15%以下的情况。即,可以适当地用于由于水分率低、所以几乎不发生伸缩的起偏镜。
34.需要说明的是,“起偏镜的水分率”是指,在烘箱中干燥后的起偏镜中所含的水分的比例。具体而言,分别测定在烘箱中干燥后的起偏镜的重量(干燥后的起偏镜的重量)、和从该干燥后的起偏镜中实质上除去了水分之后的起偏镜的重量(完全干燥后的起偏镜的重量),将各重量代入下式而求出。
35.起偏镜的水分率=(干燥后的起偏镜的重量-完全干燥后的起偏镜的重量)/干燥后的起偏镜的重量
×
100
36.本发明可以适当地用于上述烘箱出侧的上述起偏镜的厚度为20μm以下的情况。即,可以适当地用于厚度薄、产生过大的张力所以容易断裂的起偏镜。
37.另外,为了解决上述问题,本发明还提供一种偏振膜的制造装置,其具备:一边用二色性物质对卷筒膜进行染色一边进行单向拉伸的处理槽、使在上述处理槽中进行了处理后的卷筒膜干燥而制作起偏镜的烘箱、将上述起偏镜与保护膜贴合的贴合辊、以及配置于上述处理槽与上述贴合辊之间、且运送上述起偏镜的第一张力切断辊,上述制造装置具备:配置于上述处理槽与上述贴合辊之间且位于上述第一张力切断辊的下游侧的张力计、和控
制装置,上述控制装置以使上述用张力计测得的张力成为预先确定的值的方式控制上述第一张力切断辊的圆周速度。
38.此外,为了解决上述问题,本发明还提供一种控制系统,其用于上述偏振膜的制造装置,该控制系统具备:上述张力计、和上述控制装置。
39.发明的效果
40.根据本发明,即使烘箱出侧的起偏镜的水分率低,也能够使处理槽与贴合辊之间的起偏镜的运送稳定化。
附图说明
41.图1是示意性地示出应用本发明的一个实施方式的偏振膜的制造方法的偏振膜的制造装置的概要构成例的图。
42.图2是更具体地示出图1所示的偏振膜的制造装置中与控制系统相关的部分的图。
43.图3是示意性地示出在现有的卷对卷方式的偏振膜的制造方法中使用的制造装置及控制系统的概要构成例的图。
44.符号说明
45.f0
···
卷筒膜
46.f1
···
起偏镜
47.f2
···
保护膜
48.f
···
偏振膜
[0049]2···
处理槽
[0050]3···
烘箱
[0051]7···
贴合辊
[0052]
20,20a,20b,20c
···
第一张力切断辊
[0053]
30,30a,30b,30c
···
张力计
[0054]
40
···
控制装置
[0055]
60,60a,60b,60c,60d,60e
···
第二张力切断辊
[0056]
70
···
编码器
[0057]
100
···
控制系统
具体实施方式
[0058]
以下,参照附图对本发明的一个实施方式的偏振膜的制造方法、偏振膜的制造装置及控制系统进行说明。
[0059]
需要说明的是,在本说明书中,“下限值x~上限值y”表示的数值范围是指下限值x以上且上限值y以下。在分别记载有多个上述数值范围的情况下,可以选择任意的下限值和任意的上限值,设定“任意的下限值~任意的上限值”。
[0060]
另外,各图是参考性地示出的,需要注意的是,各图中示出的构件等的尺寸、比例尺及形状有时与实际不同。
[0061]
此外,在以下的说明中,有时将“偏振膜的制造方法”及“偏振膜的制造装置”分别简称作“制造方法”及“制造装置”。
[0062]
图1是示意性地示出应用本实施方式的偏振膜的制造方法的偏振膜的制造装置的概要构成例的图。图2是将图1所示的偏振膜的制造装置中与本实施方式的控制系统相关的部分的图。图1及图2所示的箭头是指各膜的运送方向。
[0063]
如图1或图2所示,本实施方式的制造装置是在一条生产线上进行从起偏镜f1的制造至至少粘接保护膜f2而得到偏振膜f为止的一系列的工序的卷对卷方式的制造装置。本实施方式的制造装置具备:一边用二色性物质对卷筒膜f0进行染色一边进行单向拉伸的处理槽2、使在处理槽2中进行了处理后的卷筒膜f0干燥而制作起偏镜f1的烘箱3、将起偏镜f1与保护膜f2贴合的贴合辊7、以及配置于处理槽2与贴合辊7之间且运送起偏镜f1的第一张力切断辊20。配置有多个本实施方式的第一张力切断辊20。具体而言,如图2所示,作为第一张力切断辊20,从下游侧(起偏镜f1的运送方向下游侧)起依次配置有3个第一张力切断辊20a~20c。本实施方式的第一张力切断辊20均为夹持辊。
[0064]
然而,本发明不限定于此,也可以配置有2个或4个以上第一张力切断辊20,还可以仅配置有1个第一张力切断辊20。另外,第一张力切断辊20可以为吸辊等其它形式的辊。
[0065]
另外,本实施方式的制造装置具备配置于处理槽2与贴合辊7之间且位于第一张力切断辊20的下游侧的张力计30。本实施方式的张力计30配置有多个(与第一张力切断辊20的数量相同)。具体而言,如图2所示,作为张力计30,从下游侧起依次配置有3个张力计30a~30c。这是因为配置有3个第一张力切断辊20。更具体而言,3个张力计30a~30c与3个第一张力切断辊20a~20c交替地配置。即,张力计30a配置于第一张力切断辊20a的下游侧,张力计30b配置于第一张力切断辊20b的下游侧(第一张力切断辊20a的上游侧),张力计30c配置于第一张力切断辊20c的下游侧(第一张力切断辊20b的上游侧)。
[0066]
作为张力计30,例如可以使用以微小位移方式为测定原理的三菱电机株式会社制造的微位移张力检测器“lx-100td”。
[0067]
另外,本实施方式的制造装置具备控制装置40。控制装置40由计算机、plc(可编程逻辑控制器,programmable logic controller)构成。
[0068]
另外,本实施方式的制造装置具备对配置于处理槽2的出侧的第一张力切断辊20c的转速进行测定的编码器70。
[0069]
本实施方式的控制系统100是具备以上叙述的张力计30、控制装置40及编码器70的结构。
[0070]
此外,本实施方式的制造装置具备在处理槽2中运送卷筒膜f0的第二张力切断辊60。配置有多个本实施方式的第二张力切断辊60。具体而言,如图2所示,作为第二张力切断辊60,从上游侧(卷筒膜f0的运送方向上游侧)起依次配置有5个第二张力切断辊60a~60e。为了方便图示,将图2中的处理槽2的结构简化而以单一的槽的方式图示出,但实际上,本实施方式的处理槽2从上游侧起依次由溶胀处理槽、染色处理槽、交联处理槽、拉伸处理槽、清洗处理槽划分而成的5个槽构成,分别地,第二张力切断辊60a配置于溶胀处理槽的入侧,第二张力切断辊60b配置于染色处理槽的入侧,第二张力切断辊60c配置于交联处理槽的入侧,第二张力切断辊60d配置于拉伸处理槽的入侧,第二张力切断辊60e配置于清洗处理槽的入侧。本实施方式的第二张力切断辊60均为夹持辊。
[0071]
然而,本发明不限定于此,也可以配置有2个、3个、4个或6个以上第二张力切断辊60,还可以配置1个第二张力切断辊60。另外,第二张力切断辊60可以为吸辊等其它形式的
辊。
[0072]
本实施方式的制造装置除以上说明的构成要素以外,还具备一般的偏振膜的制造装置所具备的现有公知的各种构成要素。
[0073]
使用以上说明的本实施方式的制造装置制造偏振膜f时,首先,将卷绕于抽出辊1的卷筒膜f0抽出,浸渍于处理槽2(在本实施方式中,从卷筒膜f0的运送方向上游侧起依次由溶胀处理槽、染色处理槽、交联处理槽、拉伸处理槽、清洗处理槽构成)内的处理浴中,一边用碘、二色性染料等二色性物质进行染色一边进行单向拉伸。接下来,在烘箱3中使其干燥,得到起偏镜f1。起偏镜f1是具有使仅在特定的1个方向上振动的光(偏振光)透射、而阻断在除此以外的方向上振动的光的性质的光学元件。本实施方式的起偏镜f1为柔软的膜状。
[0074]
卷筒膜f0为长条带状。在本说明书中,长条带状是指,长度方向的长度充分大于短边方向(与长度方向正交的方向)的长度的长方形。长条带状的长度方向的长度例如为10m以上、优选为50m以上。
[0075]
作为卷筒膜f0,没有特别限定,从利用二色性物质的染色性优异方面出发,优选使用包含亲水性聚合物膜(例如聚乙烯醇类膜等)的膜,更优选使用亲水性聚合物膜。作为包含亲水性聚合物膜的膜,可列举层叠有亲水性聚合物膜和非亲水性聚合物膜的膜。在该情况下,优选在非亲水性聚合物膜的表面和/或背面层叠有亲水性聚合物膜。在该情况下,层叠于非亲水性聚合物膜的表面和/或背面的亲水性聚合物膜可以为厚度数μm左右的薄膜状。
[0076]
作为亲水性聚合物膜,没有特别限定,可以使用现有公知的膜。具体而言,作为亲水性聚合物膜,可列举例如:聚乙烯醇(pva)类膜、部分缩甲醛化pva类膜、聚对苯二甲酸乙二醇酯(pet)膜、乙烯-乙酸乙烯酯共聚物类膜、它们的部分皂化膜等。另外,除此以外,也可以使用pva的脱水处理物、聚氯乙烯的脱盐酸处理物等多烯取向膜、经过了拉伸取向后的聚乙烯类膜等。这些当中,从利用二色性物质的染色性优异方面出发,特别优选pva类聚合物膜。
[0077]
作为pva类聚合物膜的原料聚合物,可列举例如使乙酸乙烯酯聚合后进行了皂化而得到的聚合物、使少量的不饱和羧酸、不饱和磺酸等可共聚的单体与乙酸乙烯酯进行共聚而得到的聚合物等。pva类聚合物的聚合度没有特别限定,但从对水的溶解度方面等出发,优选为500~10000、更优选为1000~6000。另外,pva类聚合物的皂化度优选为75摩尔%以上、更优选为98摩尔%~100摩尔%。
[0078]
未处理的卷筒膜f0的厚度没有特别限定,例如为15μm~110μm。
[0079]
本实施方式的处理槽2如上所述,从卷筒膜f0的运送方向上游侧其依次由溶胀处理槽、染色处理槽、交联处理槽、拉伸处理槽、清洗处理槽构成,各槽例如具有以下叙述的构成。
[0080]
<溶胀处理槽>
[0081]
溶胀处理槽是收纳有溶胀处理液的处理槽。溶胀处理液使卷筒膜f0溶胀。作为溶胀处理液,可以使用例如水。此外,也可以将在水中适量添加甘油、碘化钾等碘化合物而得到的水溶液作为溶胀处理液。在添加甘油的情况下,其浓度优选为5重量%以下,在添加碘化钾等碘化合物的情况下,其浓度优选为10重量%以下。
[0082]
<染色处理槽>
[0083]
染色处理槽是收纳有染色处理液的处理槽。染色处理液对卷筒膜f0进行染色。作为染色处理液,可列举含有二色性物质作为有效成分的溶液。作为二色性物质,可列举碘、有机染料等。优选使用将碘溶解于溶剂而得到的溶液作为染色处理液。作为溶剂,通常使用水,但也可以进一步添加与水具有相溶性的有机溶剂。作为染色处理液中的碘的浓度,没有特别限定,优选为0.01重量%~10重量%、更优选为0.02重量%~7重量%的范围、进一步优选为0.025重量%~5重量%。为了更进一步提高染色效率,也可以根据需要在染色处理液中添加碘化合物。碘化合物是在分子内含有碘和除碘以外的元素的化合物,可列举例如:碘化钾、碘化锂、碘化钠、碘化锌、碘化铝、碘化铅、碘化铜、碘化钡、碘化钙、碘化锡、碘化钛等。
[0084]
<交联处理槽>
[0085]
交联处理槽是收纳有交联处理液的处理槽。交联处理液使进行了染色后的卷筒膜f0进行交联。作为交联处理液,可以使用含有硼化合物作为有效成分的溶液。例如,作为交联处理液,可以使用将硼化合物溶解于溶剂而得到的溶液。作为溶剂,通常使用水,但也可以进一步添加与水具有相溶性的有机溶剂。作为硼化合物,可列举硼酸、硼砂等。作为交联处理液中的硼化合物的浓度,没有特别限定,优选为1重量%~10重量%、更优选为2重量%~7重量%、进一步优选为2重量%~6重量%。此外,从得到具有均匀的光学特性的起偏镜方面出发,也可以根据需要在交联处理液中添加碘化合物。
[0086]
<拉伸处理槽>
[0087]
拉伸处理槽是收纳有拉伸处理液的处理槽。
[0088]
拉伸处理液没有特别限定,可以使用例如含有硼化合物作为有效成分的溶液。作为拉伸处理液,可以使用例如将硼化合物、及根据需要使用的各种金属盐、锌化合物等溶解于溶剂中而得到的溶液。作为溶剂,通常使用水,但也可以进一步添加与水具有相溶性的有机溶剂。作为拉伸处理液中的硼化合物的浓度,没有特别限定,优选为1重量%~10重量%、更优选为2重量%~7重量%。从抑制吸附于膜的碘的溶出的观点出发,也可以根据需要在拉伸处理液中添加碘化合物。
[0089]
<清洗处理槽>
[0090]
清洗处理槽是收纳有清洗处理液的处理槽。清洗处理液对拉伸后的卷筒膜f0进行清洗。清洗处理液是用于对附着于卷筒膜f0的染色处理液、交联处理液等处理液进行清洗的处理液。作为清洗处理液,代表性地使用离子交换水、蒸馏水、纯水等水。
[0091]
烘箱3设置于构成以上说明的处理槽2的清洗处理槽的下游侧。烘箱3为了对处理后的膜进行干燥而设置。
[0092]
需要说明的是,本实施方式的处理槽2具有溶胀处理槽、染色处理槽、交联处理槽、拉伸处理槽及清洗处理槽,但也可以省略其中的1个或2个处理槽。另一方面,处理槽2可以进一步具有调整处理槽(未图示)。调整处理槽是收纳有调整处理液的处理槽。该调整处理槽设置于交联处理槽与拉伸处理槽之间,或者设置于拉伸处理槽与清洗处理槽之间。整处理液是用于进行膜的色相调整等的溶液,可以使用含有碘化合物作为有效成分的溶液。
[0093]
通过烘箱3对清洗后的卷筒膜f0进行干燥而得到的膜为起偏镜f1。
[0094]
烘箱3出侧的起偏镜f1的厚度没有特别限定,但例如在20μm以下的情况下,可以适
当地利用本实施方式的制造方法。
[0095]
另外,烘箱3出侧的起偏镜f1的水分率没有特别限定,但在15%以下的情况下,可以适当地利用本实施方式的制造方法。例如,在烘箱3中的干燥温度为60℃以上、干燥时间为30秒以上的情况下,烘箱3出侧的起偏镜f1的水分率容易成为15%以下。
[0096]
需要说明的是,作为可以适当地应用本发明的起偏镜f1,不限定于以单层膜的形式进行拉伸而得到的起偏镜,还可以举出对在基材上涂敷pva类树脂而得到的层叠膜进行拉伸而得到的起偏镜。
[0097]
作为上述的起偏镜,代表性地,可列举日本特开昭51-069644号公报、日本特开2000-338329号公报、国际公开第2010/100917号、日本特开2014-059328号公报、日本特开2012-73563号公报中记载的薄型偏光膜。这些薄型偏光膜可以通过包括将pva类树脂层和拉伸用树脂基材在层叠体的状态下进行拉伸的工序和进行染色的工序的制造方法而获得。根据该制造方法,即使pva类树脂层薄,由于受到拉伸用树脂基材的支撑,能够以没有因拉伸导致的断裂等不良情况的方式进行拉伸。
[0098]
接下来,如图1所示,通过涂敷机6在起偏镜f1的两面涂敷活性能量射线固化型粘接剂。在本实施方式中,作为涂敷机6,使用凹版涂布机。另外,通过涂敷机6在从抽出辊5抽出的保护膜f2的一面涂敷活性能量射线固化型粘接剂。然后,通过贴合辊7,将涂敷了粘接剂后的保护膜f2贴合于涂敷了粘接剂后的起偏镜f1的两面。
[0099]
作为通过涂敷机6涂敷的粘接剂,使用活性能量射线固化型粘接剂。
[0100]
作为活性能量射线固化型粘接剂,可以使用现有公知的活性能量射线固化型粘接剂。活性能量射线固化型粘接剂通常含有活性能量射线固化性成分及聚合引发剂,根据需要含有各种添加剂。
[0101]
活性能量射线固化性成分可以大致分为电子束固化性、紫外线固化性、可见光固化性。另外,从固化的机理的观点出发,活性能量射线固化性成分可以大致分为自由基聚合性化合物和阳离子聚合性化合物。
[0102]
作为自由基聚合性化合物,可列举具有(甲基)丙烯酰基、乙烯基等碳-碳双键的自由基聚合性的官能团的化合物。另外,可以使用单官能自由基聚合性化合物或二官能以上的多官能自由基聚合性化合物中的任意自由基聚合性化合物。另外,这些自由基聚合性化合物可以单独使用1种,或者也可以组合使用2种以上。作为自由基聚合性化合物,优选具有(甲基)丙烯酰基的化合物,可列举例如:具有(甲基)丙烯酰胺基的(甲基)丙烯酰胺衍生物、具有(甲基)丙烯酰氧基的(甲基)丙烯酸酯等。
[0103]
使用自由基聚合性化合物作为活性能量射线固化型粘接剂的情况下的聚合引发剂可以根据活性能量射线适宜选择。在通过紫外线或可见光使粘接剂固化的情况下,使用紫外线裂解或可见光裂解的聚合引发剂。作为这样的聚合引发剂,可列举例如:二苯甲酮类化合物、芳香族酮化合物、苯乙酮类化合物、芳香族缩酮类化合物、芳香族磺酰氯类化合物、噻吨酮类化合物等。
[0104]
作为阳离子聚合性化合物,可列举分子内具有1个阳离子聚合性官能团的单官能阳离子聚合性化合物、分子内具有2个以上阳离子聚合性官能团的多官能阳离子聚合性化合物等。作为阳离子聚合性官能团,可列举环氧基、氧杂环丁基、乙烯基醚基等。作为具有环氧基的阳离子聚合性化合物,可列举脂肪族环氧化合物、脂环式环氧化合物、芳香族环氧化
合物等。作为具有氧杂环丁基的阳离子聚合性化合物,可列举:3-乙基-3-羟基甲基氧杂环丁烷、1,4-双[(3-乙基-3-氧杂环丁基)甲氧基甲基]苯、3-乙基-3-(苯氧基甲基)氧杂环丁烷等。作为具有乙烯基醚基的阳离子聚合性化合物,可列举2-羟乙基乙烯基醚、二乙二醇单乙烯基醚、4-羟基丁基乙烯基醚等。
[0105]
在使用阳离子聚合性化合物作为活性能量射线固化型粘接剂的情况下,配合阳离子聚合引发剂。该阳离子聚合引发剂通过可见光、紫外线、电子束等活性能量射线的照射而产生阳离子种或路易斯酸,从而引发与阳离子聚合性化合物的环氧基等的聚合反应。作为阳离子聚合引发剂,可以使用光产酸剂和光产碱剂。
[0106]
在本发明中,可以使用通过包含380nm~450nm的可见光的光进行固化的活性能量射线固化型粘接剂。在该情况下,优选使用含有自由基聚合性化合物和聚合引发剂的活性能量射线固化型粘接剂。
[0107]
这样的活性能量射线固化型粘接剂公开在例如日本特开2018-092186号公报中,作为本发明的活性能量射线固化型粘接剂,可以使用上述公报中记载的活性能量射线固化型粘接剂。在本说明书中,由于限于篇幅,省略对上述公报的转记,将与上述公报的粘接剂相关的记载直接引入本说明书。
[0108]
粘接剂的涂敷厚度没有特别限定,但如果太小,则膜的粘接强度降低,如果太大,则偏振膜f的厚度相对地变得过大。从该观点出发,形成在起偏镜f1及保护膜f2上的粘接剂的涂敷厚度分别独立地优选为0.1μm~5μm。
[0109]
另外,涂敷开始时的粘接剂的粘度没有特别限定,但如果其太小或太大,则从涂敷开始时就发生粘接剂的粘接性的降低。从该观点出发,优选将粘接剂在涂敷开始时于25℃下的粘度调整为1mpa
·
s~100mpa
·
s、更优选将在涂敷开始时于25℃下的粘度调整为10mpa
·
s~50mpa
·
s、特别优选调整为15mpa
·
s~45mpa
·
s。
[0110]
保护膜f2为长条带状。另外,保护膜f2是亲水性比起偏镜f1低的(具有疏水性)膜。作为保护膜f2,优选为透明性、机械强度、热稳定性、水分阻隔性、各向同性等优异的保护膜。可列举例如:聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯等聚酯类聚合物、二乙酸纤维素、三乙酸纤维素等纤维素类聚合物、聚甲基丙烯酸甲酯等丙烯酸类聚合物、聚苯乙烯、丙烯腈-苯乙烯共聚物(as树脂)等苯乙烯类聚合物、聚碳酸酯类聚合物等。另外,作为形成保护膜f2的聚合物的例子,还可列举:聚乙烯、聚丙烯、环系或具有降冰片烯结构的聚烯烃、乙烯-丙烯共聚物这样的聚烯烃类聚合物、氯乙烯类聚合物、尼龙、芳香族聚酰胺等酰胺类聚合物、酰亚胺类聚合物、砜类聚合物、聚醚砜类聚合物、聚醚醚酮类聚合物、聚苯硫醚类聚合物、乙烯醇类聚合物、偏氯乙烯类聚合物、乙烯醇缩丁醛类聚合物、芳酯类聚合物、聚甲醛类聚合物、环氧类聚合物、或上述聚合物的共混物等。在保护膜f2中,可以包含一种以上任意适当的添加剂。作为添加剂,可列举例如:紫外线吸收剂、抗氧剂、润滑剂、增塑剂、脱模剂、防着色剂、阻燃剂、成核剂、抗静电剂、颜料、着色剂等。保护膜f2中的上述热塑性树脂的含量优选为50~100重量%、更优选为50~99重量%、进一步优选为60~98重量%、特别优选为70~97重量%。在保护膜f2中的上述热塑性树脂的含量为50重量%以下的情况下,存在无法充分地显示出热塑性树脂原本所具有的高透明性等的担忧。
[0111]
另外,作为保护膜f2,可列举日本特开2001-343529号公报中记载的聚合物膜、例如(a)含有在侧链具有取代和/或未取代酰亚胺基的热塑性树脂、和在侧链具有取代和/或
未取代苯基及腈基的热塑性树脂的树脂组合物。作为具体例,可列举含有由异丁烯和n-甲基马来酰亚胺形成的交替共聚物、和丙烯腈-苯乙烯共聚物的树脂组合物的膜。作为膜,可使用由树脂组合物的混合挤出物等形成的膜。这些膜的相位差小,光弹性系数小,因此,能够消除由偏振膜f的应变导致的不均等不良情况,另外,透湿度小,因此加湿耐久性优异。
[0112]
接下来,如图1所示,从活性能量射线照射装置8对起偏镜f1及保护膜f2间的粘接剂照射活性能量射线并使其固化之后,在烘箱9中使其干燥。活性能量射线根据活性能量射线固化型粘接剂的固化性适宜选择。作为活性能量射线,可列举电子束、紫外线、可见光等。最后,通过贴合辊11在两面贴合有保护膜f2的起偏镜f1的一面贴合从抽出辊10抽出的长条带状的表面保护膜f3,由此得到了长条带状的偏振膜f。用卷取辊12卷取得到偏振膜f。
[0113]
需要说明的是,在图1所示的例子中,在起偏镜f1及保护膜f2这两者上涂敷活性能量射线固化型粘接剂,但是也可以仅在起偏镜f1的两面涂敷粘接剂。在该情况下,不需要图1所示的共计4台涂敷机6中、图1的下侧(起偏镜f1的运送方向下游侧)的2台涂敷机6。另外,也可以仅在保护膜f2的一面涂敷粘接剂。在该情况下,不需要图1所示的共计4台涂敷机6中、图1的上侧(起偏镜f1的运送方向上游侧)的2台涂敷机6。此外,在图1所示的例子中,在起偏镜f1的两面贴合保护膜f2,因此在图1中的左右方向配置一对涂敷机6,在左右方向上配置一对活性能量射线照射装置8,但在仅于起偏镜f1的一面贴合保护膜f2的情况下,涂敷机6及活性能量射线照射装置8也可以在图1的左右方向中的任一方向上仅配置1台。
[0114]
以下,对本实施方式的控制系统100的工作进行说明。
[0115]
控制系统100所具备的控制装置40以通过张力计30测得的张力达到预先确定的值的方式控制第一张力切断辊20的圆周速度(相当于本发明的第一控制工序)。具体而言,在制造偏振膜f期间,张力计30一直对起偏镜f1的张力进行测定并输出至控制装置40。然后,如图2所示,控制装置40以从配置于最下游侧的张力计30a输入的张力ta达到预先确定的值的方式对第一张力切断辊20a的圆周速度进行控制(张力恒定控制)。具体而言,控制装置40在输入的张力ta比预先确定并存储于控制装置40的值小的情况下,以使第一张力切断辊20a的圆周速度成为比当前大的圆周速度p1a的方式将控制信号发送至第一张力切断辊20a的驱动部(省略图示的马达等)。相反,在输入的张力ta比预先确定并存储于控制装置40的值大的情况下,以第一张力切断辊20a的圆周速度成为小的圆周速度p1a的方式将控制信号发送至第一张力切断辊20a的驱动部。
[0116]
接下来,控制装置40以使从配置于比张力计30a最靠近上游侧的张力计30b输入的张力tb达到预先确定的值的方式对第一张力切断辊20b的圆周速度进行控制(张力恒定控制)。具体而言,控制装置40在输入的张力tb比预先确定并存储于控制装置40的值小的情况下,以使第一张力切断辊20b的圆周速度成为比当前大的圆周速度p1b的方式将控制信号发送至第一张力切断辊20b的驱动部(省略图示的马达等)。相反,在输入的张力tb比预先确定并存储于控制装置40的值大的情况下,以使第一张力切断辊20b的圆周速度成为小的圆周速度p1b的方式将控制信号发送至第一张力切断辊20b的驱动部。
[0117]
最后,控制装置40以从配置于最上游侧的张力计30c输入的张力tc达到预先确定的值的方式对配置于处理槽2的出侧的第一张力切断辊20c的圆周速度进行控制(张力恒定控制)。具体而言,控制装置40在输入的张力tc比预先确定并存储于控制装置40的值小的情况下,以使第一张力切断辊20c的圆周速度成为比当前大的圆周速度p1c的方式将控制信号
发送至第一张力切断辊20c的驱动部(省略图示的马达等)。相反,在输入的张力tc比预先确定并存储于控制装置40的值大的情况下,以使第一张力切断辊20c的圆周速度成为小的圆周速度p1c的方式将控制信号发送至第一张力切断辊20c的驱动部。
[0118]
如上所述,本实施方式的控制系统100在第一控制工序中以使通过配置于第一张力切断辊20的下游侧的张力计30测得的张力达到预先确定的值的方式控制第一张力切断辊20的圆周速度。即,以使实际测得的张力成为预先确定的值的方式控制第一张力切断辊20的圆周速度,因此,即使烘箱3出侧的起偏镜f1的水分率低,实际在起偏镜f1产生的张力的变动变小,能够使起偏镜f1的运送稳定化。
[0119]
另外,本实施方式的控制系统100在第一控制工序中利用配置于最下游侧的张力计30a及第一张力切断辊20a的组合执行了圆周速度p1a的控制之后,直到利用配置于最上游侧的张力计30c及第一张力切断辊20c的组合进行圆周速度p1c的控制为止,依次向配置于上游侧的组合执行圆周速度的控制。因此,控制不会发散,能够实现稳定的圆周速度的控制。
[0120]
本实施方式的控制系统100在执行了以上说明的第一控制工序之后,测定配置于处理槽2的出侧的第一张力切断辊20c的圆周速度,以使测得的第一张力切断辊的圆周速度p1c’与第二张力切断辊60的圆周速度的比率达到预先确定的值的方式控制第二张力切断辊60的圆周速度(相当于本发明的第二控制工序)。具体而言,在制造偏振膜f期间,编码器70一直对第一张力切断辊20c的转速进行测定并输出至控制装置40。控制装置40基于输入的第一张力切断辊20c的转速、和预先存储的第一张力切断辊20c的外径对第一张力切断辊20c的圆周速度p1c’进行运算。然后,如图2所示,控制装置40以使第一张力切断辊20c的圆周速度p1c’与第二张力切断辊60的圆周速度的比率达到预先确定的值的方式对第二张力切断辊60的圆周速度进行控制(比率恒定控制)。具体而言,将第二张力切断辊60a的圆周速度设为p2a、将第二张力切断辊60b的圆周速度设为p2b、将第二张力切断辊60c的圆周速度设为p2c、将第二张力切断辊60d的圆周速度设为p2d、并将第二张力切断辊60e的圆周速度设为p2e时,控制装置40以p2a/p1c’=β1、p2b/p1c’=β2、p2c/p1c’=β3、p2d/p1c’=β4、p2e/p1c’=β5(β1、β2、β3、β4、β5为给定的常数)的方式确定圆周速度p2a、p2b、p2c、p2d及p2e,以使第二张力切断辊60a~60e分别以各圆周速度p2a~p2e旋转的方式将控制信号发送至第二张力切断辊60a~60e的驱动部(省略图示的马达等)。
[0121]
本实施方式的控制系统100在第一控制工序中以张力恒定控制的方式控制第一张力切断辊20c的圆周速度,因此,配置于处理槽2的出侧的第一张力切断辊20c的圆周速度与现有的这样的以比率恒定控制的方式进行控制的情况不同,发生变动而不是恒定的。
[0122]
而且,本实施方式的控制系统100在第二控制工序中基本上以配置于处理槽2的出侧的第一张力切断辊20c的测得的圆周速度p1c’与第二张力切断辊60的圆周速度的比率达到预先确定的值的方式控制第二张力切断辊60的圆周速度,即执行比率恒定控制。然而,作为成为比率的基准的配置于处理槽2的出侧的第一张力切断辊20c的圆周速度,使用实际测得的圆周速度p1c’,因此,如上所述,即使配置于处理槽2的出侧的第一张力切断辊20c的圆周速度p1c’变动,也能够适当地执行比率恒定控制,以预先确定的给定的拉伸倍率对卷筒膜f0进行拉伸。
[0123]
实施例
[0124]
以下,对实施例及比较例进行说明,对本发明更详细地进行叙述。然而,本发明不限定于下述实施例。
[0125]
<实施例>
[0126]
作为卷筒膜f0,使用平均聚合度2400、皂化度99.9摩尔%的厚度45μm的聚乙烯醇膜(可乐丽株式会社制vf-ps-4500),在处理槽2中实施了处理。具体而言,在处理槽2中,在30℃的温水中浸渍60秒钟使其溶胀。接着,浸渍于碘/碘化钾(重量比=0.5/8)的浓度0.3%的水溶液中,边拉伸至3.5倍边对膜进行了染色。然后,在65℃的硼酸酯水溶液中进行拉伸以使总拉伸倍率成为6倍。在处理槽2中进行了以上的处理之后,在烘箱3中以干燥温度40℃进行3分钟的干燥,得到了厚度18μm的pva类起偏镜f1。
[0127]
测定该起偏镜f1的烘箱3出侧的水分率,结果为14%。
[0128]
起偏镜f1的水分率如下所述地进行测定。
[0129]
从装置运转起约60分钟后,将刚刚从烘箱3中取出后的起偏镜f1的任意位置裁切成正方形状,得到了样品片。在标准状态下迅速地测定了裁切的样品片的重量。然后,用加热烘箱将该样品片在120℃下强制干燥了2小时后,在标准状态下迅速地测定了样品片的重量。需要说明的是,认为通过该强制干燥,样品片中所含的水分几乎全部消失。
[0130]
通过将强制干燥前的样品片的重量(干燥后的起偏镜f1的重量)和强制干燥后的样品片的重量(完全干燥后的起偏镜f1的重量)代入下式,从而求出了起偏镜f1的水分率。
[0131]
起偏镜f1的水分率=(干燥后的起偏镜f1的重量-完全干燥后的起偏镜f1的重量)/干燥后的起偏镜f1的重量
×
100
[0132]
在实施例中,如图1及图2所示,运送起偏镜f1时,进行张力恒定控制、即以使用配置于处理槽2与贴合辊7之间且位于第一张力切断辊20的下游侧的张力计30测得的张力达到预先确定的值的方式控制第一张力切断辊20的圆周速度,对起偏镜f1的断裂的有无进行了调查。另外,调查了用图2所示的张力计30a测得的张力的变动。需要说明的是,即使用张力计30b、30c测定张力的变动,其变动量也为与用张力计30a进行测定的情况相同程度。
[0133]
<比较例>
[0134]
在比较例中,运送起偏镜f1时,进行比率恒定控制、即以使贴合辊7的圆周速度、与配置于处理槽2与贴合辊7之间的第一张力切断辊20的圆周速度的比率达到预先确定的值的方式控制第一张力切断辊20的圆周速度,除此以外,在与实施例相同的条件下调查了起偏镜f1的断裂的有无、和用张力计30a测得的张力的变动。
[0135]
将上述试验的结果示于表1。
[0136]
如表1所示,在比较例中,张力变动非常大,在从运送开始起1小时以内发生了起偏镜f1的断裂。
[0137]
与此相对,在实施例中,张力变动小,未发生起偏镜f1的断裂。
[0138]
[表1]
[0139]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1