操作空心体的操作夹钳及其制造方法与流程
1.本发明的领域是由塑料预成型件制造容器的制造单元的维护的领域。
2.更具体地,本发明涉及操作空心体的操作夹钳,该操作夹钳抓持要在制造单元内输送的空心体。
背景技术:
3.为了制造塑料容器,例如pet(聚对苯二甲酸乙二醇酯)容器,预成型件在被送到成型单元之前首先在加热单元中被加热。在成型单元中,预成型件被插入模具中,然后将加压流体注入预成型件中,以拉伸塑料材料,使其紧贴模具壁,从而形成容器。
4.在说明书的后续部分中,空心体将用于表示预成型件和已经经历至少一次吹塑操作或拉伸吹塑操作的最终容器。
5.在容器的制造单元中,操作夹钳将预成型件、坯件和容器从一个工位输送到另一个工位。
6.这些夹钳包括两个独立的臂,并且这两个臂通常彼此对称。
7.臂包括联结到保持构件的基部和从基部延伸的钳口。钳口具有前缘,当空心体插入夹钳、从夹钳中抽出或被夹钳夹住时,前缘用于与空心体接触。
8.这些夹钳是通过精密加工获得的金属零件。以此方式,夹钳能够具有精密的特性以承受容器的制造条件(温度、速率、作用力等)。
9.这些夹钳的形状精度也是特别重要的,用于避免在空心体传送过程中空心体被夹钳的前缘留下痕迹。事实上,空心体上夹钳的痕迹对于将要制造并因此具有相同痕迹的容器的销售来说是可引起取消购货合同的货物瑕疵。
10.在实践中,令人遗憾的是,这些夹钳是脆弱的。实际上,特别是当预成型件或容器被插入夹钳中时或者当由操作夹钳保持的这些空心体被操作构件抓持并从夹钳上拔出时,这些夹钳相对频繁地损坏。
11.尤其是在这种拔出过程中,产生了包覆力(effort de v
é
tissage),该包覆力对应于将空心体从夹钳上拔出的力。这种包覆会导致夹钳弯曲,然后损坏。
12.这些夹钳是精密的机械零件。
13.容器制造商拥有的制造单元可能需要超过三十种不同形状的操作夹钳。因此,不组建更换零件的库存。因此,操作夹钳的损坏会导致该夹钳不能被更换的一段时间,或者在此期间制造单元必须停止。这导致产量下降。
14.这些夹钳的更换还可能是昂贵的,如果订单是零碎的并且要求交货非常快的,就更是如此。
15.因此,一个或多个夹钳损坏的情况将引发问题,因为这导致产量下降,甚至停工,以及用于能够快速更换该夹钳的高成本。
16.本发明的目的是补救这种情况。
技术实现要素:
17.更具体地,本发明的目的是提出一种解决方案,旨在至少暂时补救与在塑料容器的制造单元中操作空心体的操作夹钳的损坏相关的缺陷。
18.本发明还旨在提供这样一种解决方案,其使得以与损坏前相同的速度快速重新开始容器的生产成为可能。
19.本发明的另一个目的是提供这样一种解决方案,其不会产生要实施的不合理的额外成本。
20.这些目的以及随后将出现的其它目的由于本发明而得以实现,本发明涉及一种在塑料容器的制造单元中操作空心体的操作夹钳的臂,该操作夹钳包括用于被保持构件保持并且用于夹持空心体的两个臂,该臂包括:
[0021]-基部,其具有用于与保持构件配合以建立臂与保持构件的联结的配合装置;
[0022]-钳口,其从基部延伸且具有用于与空心体接触的前缘;
[0023]
其特征在于,该臂由以下部分形成:
[0024]-金属芯,其至少部分地构成基部和配合装置,该金属芯回缩在前缘后地在钳口中延伸;
[0025]-塑料补体,其至少部分地覆盖金属芯,该塑料补体至少构成前缘并固连至金属芯。
[0026]
由于根据本发明的夹钳的臂,夹钳能够被部分地或完全地、快速地修复,并且不会具有与通过精密机械加工获得的夹钳的紧急订单一样高的成本。
[0027]
更准确地说,根据本发明的夹钳的臂具有与待修复的夹钳的臂的形状相同的形状。
[0028]
根据本发明的原理,夹钳的臂具有金属芯和覆盖的塑料补体的复合设计。这种复合设计允许结合:
[0029]-由标准化金属加强件形成的第一部分,该第一部分容易获得且便宜,因此能够被大量制造以构成库存;
[0030]-由塑料材料形成的第二部分,该第二部分能够容易且快速地(尤其是直接在制造单元所在的位置处)被生产,同时具有低制造成本。
[0031]
这种复合设计允许更换夹钳支持容器的制造条件,尤其是制造单元的烘箱的高温。
[0032]
虽然该复合夹钳不具有很长的使用寿命,但是这种复合夹钳为制造单元的操作者提供了足够的时间来以合理的成本提供通过精密机械加工获得的金属的操作夹钳。
[0033]
由于根据本发明的更换夹钳能够在现场快速生产,更换操作夹钳的库存的缺乏不会导致特别长的生产中断。
[0034]
最后,只要该塑料材料制成的前缘与由精密机械制造的夹钳的前缘相同并且其中所使用的塑料具有比钢更低的硬度,则由塑料材料制成的前缘具有在制造单元中对空心体不留下痕迹的能力。
[0035]
塑料补体实际上允许根据本发明的操作夹钳的臂不损伤空心体。
[0036]
这种塑料材料可能具有相对的脆性,但是这种脆性被金属芯的存在所补偿。
[0037]
根据本发明的夹钳的臂还具有能够容易地且低成本地适于更换不同规格的操作
夹钳的优点。
[0038]
事实上,金属芯能够具有允许用于生产具有不同间距(间隙)的操作夹钳的标准化设计。至于塑料补体,塑料补体以不同的方式设计以适应要更换的操作夹钳的所需最终形状。
[0039]
根据第一实施例,金属芯包括:
[0040]-金属块,其至少部分地构成基部和配合装置;
[0041]-金属杆,其联结到金属块并从金属块延伸到钳口中。
[0042]
基本上形成了臂的基部的金属块是一种强度高、与夹钳的臂的钳口相反为受应力小的元件。因此,金属块能够通过精密机械加工生产并可重复使用。
[0043]
金属杆本身形成生产成本低廉的元件,并且在制造新的夹钳的臂的过程中能够容易地与重复使用的金属块一起被更换。
[0044]
有利地,金属块具有两个腔室,每个腔室适于容纳金属杆以将金属杆联结到金属块,腔室设置在金属块的中心轴线的两侧。
[0045]
由于这种设计,金属块能够无区别地用于生产夹钳的右臂或左臂。
[0046]
根据第二实施例,金属芯是金属平板。
[0047]
使用金属平板被证明是特别合适的,因为这种材料具有生产金属芯所需的结构阻力的能力。
[0048]
这种金属平板还具有低制造成本。
[0049]
金属平板可以通过机械加工、激光切割或冲压来获得金属芯。
[0050]
值得注意的是,这种金属芯不是必须通过精密加工获得。非常有利的是,与空心体接触的是覆盖金属芯的至少一部分的塑料补体。
[0051]
根据优选的设计,金属芯具有至少一个在其厚度上设置的通孔,塑料补体具有位于通孔两侧的两个面并穿过通孔固连。
[0052]
以这种方式,塑料补体以特别坚固的方式固连至金属芯。
[0053]
其结果是,塑料补体被金属芯加强,并且金属芯能够最佳地吸收施加在塑料补体上的力。
[0054]
优选地,金属芯埋入塑料补体中。在这种情况下,塑料补体在金属芯上的固连被优化,并且金属芯吸收力的能力被增强。
[0055]
这种设计也使用于形成金属芯的材料量最小化。因此,塑料补体形成根据本发明的操作夹钳的臂的主要部分并且最终构成操作夹钳的臂的形状。
[0056]
优选地,塑料补体是整体件。
[0057]
以这种方式,这种塑料补体的强度被优化。
[0058]
根据另一个可能的实施例,塑料补体由至少两个相互组装在一起的零件制成。
[0059]
根据优选实施例,塑料补体通过塑料增材制造获得。由于该实施例,塑料补体能够根据需要以低成本快速生产。
[0060]
需要注意的是,在这种情况下,塑料补体能够在塑料容器制造单元所在的位置处直接被生产。这种能力对于需要能够快速响应空心体操作夹钳的损坏的制造单元的操作者来说尤其重要。
[0061]
这种用于生产塑料补体的塑料增材制造也使得能够非常快速地适配人们寻求获
得的塑料补体的形状。
[0062]
本发明还涉及制造如上所述的操作空心体的操作夹钳的臂的制造方法。
[0063]
该制造方法的特征在于其包括:
[0064]-获得金属芯的预备步骤;
[0065]-将塑料补体固连到金属芯的固连步骤,该塑料补体实施为至少部分地覆盖金属芯。
[0066]
在获得金属芯的预备步骤中,该金属芯是被制造或直接购买的。
[0067]
该方法使得能够快速制造用于塑料容器的制造单元的操作空心体的操作夹钳,该操作夹钳具有能够暂时承受制造单元的约束,同时不会损伤将暂时被操作夹钳插入、输送和抽出的空心体。
[0068]
因此,这种制造方法特别适于能够对通过精密加工获得的、可能被损坏并且其快速更换将非常昂贵或者其不更换将导致产量下降或不期望的生产中断的操作夹钳执行暂时更换。
[0069]
有利地,该制造方法包括塑料补体的增材制造步骤。
[0070]
因此,该制造方法提供了快速适配塑料补体的形状并且快速和低成本地获得这种塑料补体的能力。
[0071]
例如,能够在不到一个小时的时间内制造出根据本发明的操作空心体的操作夹钳。
[0072]
根据优选实施例,增材制造步骤包括:
[0073]-第一打印子步骤,打印塑料补体的中间形状,该中间形状具有金属芯的模腔,模腔开口在中间形状的一个面上;
[0074]-第二打印子步骤,从中间形状打印塑料补体的最终形状;
[0075]
该制造方法包括将金属芯插入到由中间形状呈现的模腔中的插入步骤,该插入步骤介于第一打印子步骤和第二打印子步骤之间。
[0076]
然后,在增材制造步骤期间,金属芯至少部分地直接埋入塑料补体内。
[0077]
这使得能够最大化由此获得的根据本发明的操作夹钳的臂的结构强度。
[0078]
更具体地,该增材制造步骤促进了塑料补体的塑料材料在金属芯上的附着。
[0079]
优选地,在插入步骤之前加热金属芯。
[0080]
塑料材料因此在金属芯上具有更好的附着。
[0081]
根据有利的解决方案,在插入步骤之前,金属芯至少部分地被打印漆覆盖。
[0082]
在这种情况下,已经发现,塑料材料在金属芯上的附着得到进一步改善,并且获得的操作夹钳的臂具有与通过没有打印漆的方法获得的操作夹钳的臂相比更高质量的精加工度。
附图说明
[0083]
通过阅读以下对本发明的以说明性和非限制性的例子给出的两个优选实施例的描述以及附图,本发明的其它特征和优点将变得更加清楚,其中:
[0084]
图1是根据本发明的具有两个臂的操作空心体的操作夹钳的俯视透视图;
[0085]
图2是根据第一实施例的包括金属芯和覆盖该金属芯的塑料补体的臂的俯视透视
图,该塑料补体以部分截面图示出;
[0086]
图3是根据第一实施例的金属芯的俯视透视图;
[0087]
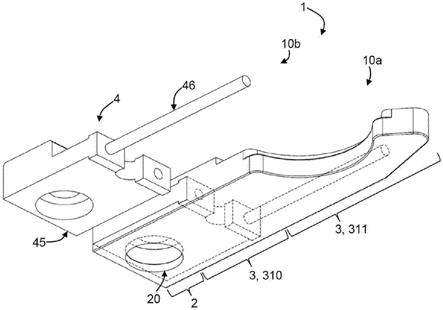
图4是操作空心体的操作夹钳的仰视透视图,操作夹钳包括根据本发明第二实施例的两个臂,其中一个臂去掉了其塑料补体,另一个臂透过其塑料补体通过透视呈现其金属加强件;
[0088]
图5是根据第二实施例的臂的金属加强件的金属块的俯视透视图;
[0089]
图6是根据第二实施例的臂的塑料补体的俯视透视图。
具体实施方式
[0090]
术语“空心体”在下文中用于表示预成型件和已经经历至少一次吹塑操作或拉伸吹塑操作的最终容器。
[0091]
参考图1,示出了操作空心体的操作夹钳1。这种操作夹钳1用在塑料容器的制造单元中,该制造单元包括以下机器:吹塑机、灌装机、贴标机等。
[0092]
该操作夹钳1包括两个臂10。
[0093]
这两个臂10被设计成由制造单元的保持构件(未示出)保持。为此目的,每个臂10包括用于与保持构件配合以建立臂10与保持构件的联结的配合装置20。
[0094]
臂10用于通过空心体的颈部抓持空心体。这两个臂10共同限定了当空心体被抓持时接收空心体的接收空间100。
[0095]
空心体基本上嵌套在该接收空间100中。
[0096]
更具体地,每个臂10由保持构件保持就位,并且这些臂10仅具有用于允许空心体的插入、输送和抽出的相对于彼此的相对移动性。
[0097]
参考图1、图2和图4,每个臂10包括:
[0098]-基部2;
[0099]-钳口3,其从基部2延伸。
[0100]
基部2具有配合装置20,该配合装置用于与保持构件配合以建立臂10与保持构件的联结。这些配合装置采用穿过基部2的通孔的形状。
[0101]
该基部2具有基本上矩形的平行六面体形状。
[0102]
钳口3本身具有用于与空心体接触的前缘30。
[0103]
更具体地,参考图1、图2和图4,钳口3包括:
[0104]-主体310,其从基部2直接延伸;
[0105]-头部311,其相对于主体310与基部2相对地位于主体310的端部,并且具有前缘30。
[0106]
如图1、图4和图6所示,前缘30包括凹部300。由操作夹钳1抓持的空心体的颈部靠置在由操作夹钳1的每个臂10具有的凹部300上。
[0107]
因此,根据本发明的操作夹钳1的臂10的形状与原始金属操作夹钳的臂的形状相同。
[0108]
这些原始金属操作夹钳是通过精密机械加工生产的。当原始操作夹钳的臂损坏时,根据本发明的臂10用于暂时更换该损坏的臂。
[0109]
根据本发明的原理并参考图1至图6,臂10由金属芯4和塑料补体5形成。
[0110]
金属芯4至少部分地构成基部2和配合装置20。
[0111]
参考图2和图4,该金属芯4回缩在前缘30后地在钳口3中延伸。在钳口3中延伸的金属芯4具有加固该钳口的功能。
[0112]
因此,在钳口3中、更具体地说在钳口3的头部311中,金属芯4的端部具有回缩在前缘30后且沿着前缘定位的部分。
[0113]
根据本发明的原理并参考图1至图6,塑料补体5:
[0114]-至少部分地覆盖金属芯4;
[0115]-至少构成钳口3的前缘30。
[0116]
通过表述“塑料补体至少构成前缘”,可以理解为只有塑料补体形成前缘30。金属芯4不形成或不构成该前缘30的至少一部分。因此,只有根据本发明的操作夹钳1的臂10的塑料补体5能够与空心体接触。
[0117]
该塑料补体5固连至金属芯4。
[0118]
根据图1至图3所示的实施例,塑料补体5覆盖除了位于基部2中的第一通孔41之外的金属芯4的整体。
[0119]
参考图1和图2,金属芯4部分地埋入塑料补体5中。
[0120]
该塑料补体5特别是整体件,并且特别是通过塑料增材制造获得的。
[0121]
换句话说,塑料补体5是通过围绕金属芯4的三维打印(3d打印)生产的。
[0122]
塑料补体5具有允许其容纳金属芯的金属芯4的模腔。
[0123]
模腔特别对应于增加了0.1mm间隙的金属芯4的外部形状。
[0124]
参考图2,金属芯4是平的,更具体地说是在金属平板中生产的。
[0125]
更具体地说,金属芯是通过激光切割金属平板获得的。
[0126]
该金属芯4包括:
[0127]-第一通孔41,其用于参与配合装置20的形成;
[0128]-第二通孔42;
[0129]-第三通孔43。
[0130]
第二孔42和第三孔43参与将塑料补体5固连到金属芯4上。
[0131]
事实上,塑料补体5具有位于第二孔42和第三孔43两侧的两个面,并且塑料补体通过这些孔42、43被固定。
[0132]
更具体地,金属芯4纵向延伸,依次具有:
[0133]-包括第一孔41的第一区段401;
[0134]-包括第二孔42和第三孔43的第二区段402;
[0135]-第三区段403。
[0136]
根据图2和图3,通过与塑料补体5相配合:
[0137]-金属芯4的第一区段401参与形成臂10的基部2;
[0138]-金属芯4的第二区段402参与形成钳口3的主体310;
[0139]-金属芯4的第三区段403参与形成钳口3的头部311。
[0140]
金属芯4的第三区段403尤其具有与由塑料补体5形成的前缘30的形状相匹配的弯曲形状。
[0141]
根据图4至图6所示的第二实施例,塑料补体5覆盖金属芯4的一部分。
[0142]
此外,根据该第二实施例,金属芯4包括:
[0143]-金属块45;
[0144]-金属杆46,其联结到金属块45。
[0145]
金属块45至少部分地构成基部和配合装置。
[0146]
金属杆46从金属块45延伸到钳口3中。
[0147]
金属块45具有第一通孔41,该第一通孔用于参与配合装置20的形成。
[0148]
为了允许金属杆46的联结,金属块45具有两个腔室450,每个腔室适于接收金属杆46。
[0149]
参考图5,这些腔室450设置在金属块45的对称中心平面p的两侧。
[0150]
如图4所示,金属块45被设计用于制造操作空心体的操作夹钳1的右臂10a或左臂10b。
[0151]
如果塑料补体5损坏,该金属块45能够被重复使用。
[0152]
该金属块45能够通过精密机械加工来生产。
[0153]
为了制造右臂10a或左臂10b,金属杆46必须插入合适的腔室450中。
[0154]
然后,塑料补体5完全覆盖金属杆46并部分覆盖金属块45。
[0155]
金属块45在其表面上具有用于被塑料补体5覆盖的特殊凸起。这种特殊凸起用于改善塑料补体5对金属块45的固连。
[0156]
更具体地,如图4和图5所示,金属块45包括具有t形轮廓的端部47和垂直于t形轮廓的凹口471,塑料补体5从该端部延伸。
[0157]
换句话说,金属块45在其端部47具有两个凸片470,其中一个位于端部47的上表面上,另一个位于端部47的下表面上。凹口471穿过该两个凸片的中心垂直于凸片470延伸。
[0158]
参考图6,塑料补体5具有:
[0159]-与凸片470的形状互补的两个凹槽51;
[0160]-与凹口471的形状互补的凸缘52。
[0161]
当然,塑料补体5还具有与金属杆46的形状互补的孔53。
[0162]
操作夹钳1的臂10通过根据本发明的制造方法获得。
[0163]
该制造方法包括:
[0164]-获得金属芯4的预备步骤;
[0165]-将塑料补体5固连到金属芯4的固连步骤,塑料补体5被实施为覆盖金属芯4的至少一部分。
[0166]
对于获得金属芯4的预备步骤,其为进行金属芯4的制造或获取金属芯的方法。
[0167]
例如,在金属芯4包括通过精密机械加工生产的金属块45的情况下,该金属块45可以是购买的。
[0168]
该制造方法有利地包括增材制造塑料补体5的增材制造步骤。
[0169]
然后,固连步骤能够与增材制造步骤同时发生,例如,如果塑料补体5是整体件的并且至少部分地埋入金属芯4。
[0170]
在这种情况下,增材制造步骤依次包括:
[0171]-第一打印子步骤,打印塑料补体5的中间形状;
[0172]-第二打印子步骤,从中间形状打印塑料补体的最终形状;
[0173]
增材制造步骤有利地通过由精密机械加工产生的原始的操作夹钳的三维绘图来进行参数化。通过将加上了0.1mm间隙的、应至少部分地埋入的金属芯的体积减去,重新加工该三维绘图。
[0174]
塑料补体5的中间形状具有金属芯4的模腔,模腔开口在中间形状的一个面上。
[0175]
因此,制造方法包括将金属芯4插入由塑料补体5的中间形状呈现的模腔中的插入步骤。
[0176]
该插入步骤介于第一打印子步骤和第二打印子步骤之间,以允许金属芯4至少部分地埋入塑料补体5中,从而组装金属芯4和塑料补体5。
[0177]
为了改善塑料补体5在金属芯4上的附着,在插入步骤之前加热金属芯4。
[0178]
例如,如果用于打印塑料补体5的材料设置有加热的打印板,则金属芯4在第一打印子步骤之前放置在该打印板上。
[0179]
此外,在插入步骤之前,金属芯4至少部分地被打印漆覆盖。
[0180]
打印漆对应于在用于与3d打印材料接触的表面上喷涂的产品。这种打印漆使得能够改善打印在用漆喷涂的表面上的材料的粘附性(或者换句话说“附着性”)。
[0181]
塑料容器的制造单元能够结合实施根据本发明的制造方法的三维打印机。
[0182]
有利的是,打印机包括用于选择要生产的夹钳的选择界面和连接到提供操作夹钳的方案的远程服务器的连接装置。
[0183]
因此,借助于选择界面启动操作夹钳的制造,该选择界面引起与远程服务器的连接和对应于期望的操作夹钳的方案的下载。
[0184]
该远程服务器可以位于容器的制造单元的设计者处,并由该设计者管理。因此,设计者能够对各种操作夹钳的方案快速地做出修改,例如修正已识别的制造缺陷,所有这些对于只需要启动制造操作夹钳的终端用户来说是透明的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1