用于灭菌焊接的设备的制作方法
用于灭菌焊接的设备
背景技术:
1.无菌连接用于连接各种型材以递送和去除流体。此类无菌连接可以用于包括医疗行业和制药行业的多种行业。热塑性弹性体和热固性弹性体通常用于此类应用,因为这些弹性体是无毒、柔韧、热稳定的、具有较低的化学反应性,并且能够以各种尺寸生产。在许多实例中,需要连接两个不同的型材以形成无菌流体连接。不幸的是,使用高温方法的传统焊接设备不能有效地将热固性弹性体(诸如不能熔化的有机硅弹性体)接合到另一种热固性弹性体或其他聚合物材料。进一步地,接合这些材料也对保持连接处的无菌性提出了挑战。
技术实现要素:
2.本公开总体上涉及一种等离子焊接设备和多种方法,该方法用于优选在无菌环境中将等离子处理应用于第一型材和第二型材的端部接触表面;操纵第一型材和第二型材中的至少一者以使第一型材的端部接触表面与第二型材的端部接触表面之间强制接触,以将第一型材和第二型材的端部接触表面永久地连接、接合或焊接在一起,从而在第一型材与第二型材之间形成无菌连接。
附图说明
3.为了更详细地理解实现实施例的特征和优点的方式,可以参考附图中示出的实施例进行更全面的描述。然而,附图仅示出了一些实施例,因此不应认为是对范围的限制,因为可能存在其他同样有效的实施例。
4.图1为根据本公开的一个实施例的等离子焊接设备的示意图。
5.图2为根据本公开的一个实施例的机械运动模块的示意图。
6.图3为根据本公开的一个实施例的机械运动模块的示意图。
7.图4示出了用于等离子焊接的处于打开位置的第一型材和第二型材。
8.图5示出了在第一型材和第二型材中的每一者的远端端部的闭合位置的用于等离子焊接的第一型材和第二型材。
9.图6示出了在远离第一型材和第二型材中的每一者的远端端部的闭合位置的用于等离子焊接的第一型材和第二型材。
10.图7为根据本公开的一个实施例的操作等离子焊接设备的方法的流程图。
11.图8a至图8g为根据本公开的一个实施例的机械运动模块的示意图,并且示出了操作焊接设备中的机械运动模块的各个步骤。
12.图9为根据本公开的另一实施例的机械运动模块的示意图。
13.图10为根据本公开的一个实施例的机械运动模块的一部分的示意图。
14.在不同附图中,使用相同的参考符号来指示相似或相同的项。
具体实施方式
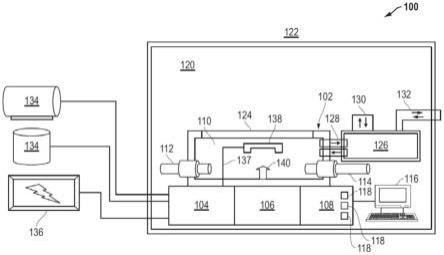
15.图1示出了根据本公开的一个实施例的等离子焊接设备100的示意图。最通常地,
等离子焊接设备100可以配置为在无菌环境中接合两个型材(例如,管、软管或具有可以通过其运送、泵送或以其他方式输送流体的内腔的其他形状或结构)。两个型材的接合可以通过经过表面活化处理将第一型材的第一端部与第二型材的第二端部同时焊接来完成。当第一型材的第一端部与第二型材的第二端部直接接触时,表面活化处理将第一型材的第一端部与第二型材的第二端部同时地和化学地焊接在一起。任何表面活化处理被设想并且包括处理向第一型材、第二型材或它们的组合的表面的输入能量。在一个实施例中,处理输入能量通过波辐射、特定辐射或它们的组合来完成。在一个实施例中,波辐射包括设想的任何波辐射,诸如无线电波、微波、红外线、可见光、紫外线、x射线、γ辐射或它们的组合。在特定实施例中,波辐射包括微波、紫外线、x射线、γ辐射或它们的组合。在一个实施例中,粒子辐射包括α辐射、β辐射、带电离子、中子辐射或它们的组合。表面活化处理在两个型材之间提供有效的密封。
16.等离子焊接设备100通常可以包括操作室102、等离子发生器104、机械运动模块106和控制系统108。操作室102通常可以包括限定基本上密封的内部环境110的封装件,在该内部环境中可发生第一型材112和第二型材114的无菌切割和/或等离子焊接操作。等离子发生器104通常可以配置为通过操作室102内的等离子处理(例如,电晕处理、c-处理、火焰处理、离子处理、等离子处理或它们的组合)生成离子化的粒子,该等离子处理可以选择性地应用于第一型材112和第二型材114以活化第一型材112和第二型材114的端部接触表面上的材料。机械运动模块106通常可以配置为轴向或以其他方式对齐第一型材112和第二型材114和/或使第一型材112与第二型材114的端部接触表面之间强制接触,从而使第一型材112和第二型材114的端部接触表面连接、接合或焊接在一起。控制系统108通常可以包括用户界面116和多个传感器118、指示器、仪表或它们的组合,以便于等离子焊接工序的控制、监测和操作。
17.应当理解,使用高温方法的传统焊接设备不能有效地将热固性弹性体(诸如不能熔化的有机硅弹性体)接合到另一种热固性弹性体或其他聚合物材料。然而,等离子焊接设备100配置为连接、接合或焊接多种材料。在一些实施例中,第一型材和第二型材中的至少一者可以由聚合物材料形成。然而,在一些实施例中,第一型材和第二型材两者都可以由聚合物材料形成。因此,在一些实施例中,第一型材和第二型材可以由相同的聚合物材料形成。在其他实施例中,第一型材和第二型材可以由不同的聚合物材料形成。在一些实施例中,第一型材和第二型材可以由热塑性弹性体、热固性弹性体或它们的组合形成。进一步地,在一些实施例中,第一型材和/或第二型材的热塑性弹性体可以包括聚苯乙烯、聚酯、有机硅共聚物、有机硅热塑性硫化橡胶、共聚酯、聚酰胺、含氟聚合物、聚烯烃、聚醚-酯共聚物、热塑性聚氨酯、聚醚酰胺嵌段共聚物、聚酰胺共聚物、苯乙烯嵌段共聚物、聚碳酸酯、热塑性硫化橡胶、离聚物、聚甲醛(pom)、丙烯腈丁二烯苯乙烯(abs)、缩醛、丙烯酸、聚氯乙烯(pvc)、共混物或它们的组合。在一些实施例中,第一型材和/或第二型材的热固性弹性体可以包括有机硅弹性体、二烯弹性体、丁基橡胶、天然橡胶、聚氨酯橡胶、三元乙丙橡胶、异戊二烯橡胶、丁腈橡胶、丁苯橡胶、共混物或它们的组合。
18.在一些实施例中,操作室102可以包括限定基本上密封的内部环境110的封装件,该内部环境与诸如洁净室120的外部环境和/或洁净室120外的环境气氛122和/或诸如医疗设施的结构分离。在一些实施例中,操作室102可以配置为至少部分地容纳第一型材112和
第二型材114以便于无菌切割和/或等离子焊接操作。然而,为了在操作室102内保持无菌的内部环境110,操作室102可以配置为当第一型材112和第二型材114被容纳在操作室102内并从其中部分突出时保持液密密封。因此,在一些实施例中,操作室可以起到将等离子或等离子处理限制在内部环境110内的作用。
19.在一些实施例中,操作室102可以包括至少一个透明表面124,通过该透明表面可以看到第一型材112和第二型材114。在其他实施例中,操作室102可以包括多个透明表面124,通过这些透明表面可以看到第一型材112和第二型材114。在又一些实施例中,操作室102可以由透明材料(例如,丙烯酸、丙烯酸玻璃、有机玻璃、聚碳酸酯或它们的组合)形成,该透明材料允许操作者从操作室102的所有角度和/或侧面观察第一型材112和第二型材114。这些实施例可以允许操作者观察等离子焊接工序和/或检查第一型材112与第二型材114之间的最终连接的完成度、质量或它们的组合。此外,在一些实施例中,为了保护操作者的安全和/或等离子处理的完整性,透明表面可以至少部分地阻挡紫外光进入或离开封装件。
20.如上所述,操作室102可以在操作室102内维持基本上无菌的内部环境110。在一些实施例中,这可以通过双向通风系统126来促成。在一些实施例中,通风系统126可以通过第一交换系统128交换和/或过滤内部环境110内的空气。在一些实施例中,通风系统126可以通过第二交换系统130在洁净室120与内部环境110之间交换和/或过滤空气。进一步地,在一些实施例中,通风系统126可以通过第三交换系统132在环境气氛122与内部环境110之间交换和/或过滤空气。因此,通风系统126可以包括过滤器、催化转化器、辐射元件或它们的组合,其通过第二交换系统130处理(例如,过滤、灭菌、减少臭氧、温度条件或其组合)从洁净室120接收的并且通过第一交换系统128进入或离开操作室102的内部环境110的空气。此外,通风系统126还可以包括过滤器、催化转化器、辐射元件或它们的组合,其处理通过第三交换系统132从环境气氛122接收的并且通过第一交换系统128进入或离开操作室102的内部环境110的空气。
21.等离子发生器104通常可以包括气体供应源134、电力供应源136和至少一个等离子头138,并且配置为通过操作室102内的等离子处理(例如,电晕处理、c-处理、火焰处理、离子处理、等离子处理或它们的组合)生成离子化的粒子,该等离子处理可以选择性地应用于第一型材112和第二型材114以活化第一型材112和第二型材114的端部接触表面上的材料。气体供应源134可以配置为提供一个或多个气流,诸如惰性气体、含氧气体、含氮气体、含氟气体或它们的组合。在一些实施例中,气体供应源134可以包括大气空气供应源、压缩机、压缩气瓶、内部气体管线、内部压缩气体管线、风扇、涡轮或它们的任意组合以产生气流。在一些实施例中,惰性气体可以包括氩气、氖气、氦气或它们的任意组合。在其他实施例中,含氧气体可以包括大气空气、纯氧、乙醇、水蒸气或它们的组合。在又一些实施例中,含氮气体可以包括大气空气、纯氮、氨或它们的组合。此外,在其他实施例中,含氟气体可以包括六氟化硫(sf6)、三氟甲烷(chf3)、四氟甲烷(cf4)、八氟环丁烷(c4f8)或它们的组合。
22.电力供应源136通常可以配置为通过将电荷赋予气流以产生等离子处理来使气流离子化。在一些实施例中,电力供应源136可以配置为提供至少110vac、至少120vac、至少220vac或至少240vac的交流电压。然而,在其他实施例中,电力供应源136可以配置为提供至少6vdc、至少9vdc、至少12vdc、至少24vdc或至少48vdc的直流电压。
23.等离子处理可以通过至少一个供应管线137传送到设置在操作室102的内部环境110内的至少一个等离子头138。等离子头138可以设置在操作室102的内部环境110内并且位于操作室内,使得至少一个等离子头138将等离子处理应用于第一型材112和第二型材114的端部接触表面。因此,向第一型材112和第二型材114的端部接触表面应用等离子处理可以包括使第一型材112和第二型材114的端部接触表面暴露或经受等离子处理,或者传送或引导等离子处理使第一型材112和第二型材114的端部接触表面接触或基本上包封。通过将等离子处理应用于端部接触表面,可以活化端部接触表面处的材料以在第一型材112和第二型材114强制接触时将第一型材焊接到第二型材。
24.在一些实施例中,等离子发生器104可以包括设置在操作室102的内部环境110内的单个等离子头138。然而,在一些实施例中,等离子发生器104可以包括设置在操作室102的内部环境110内的多个等离子头138。在特定实施例中,多个等离子头138中的至少一个可以与操作室102内的第一型材112邻接设置,并且多个等离子头138中的至少一个可以与操作室102的内部环境110内的第二型材114邻接设置。此外,在另一特定实施例中,多个等离子头138中的至少一个可以配置为对操作室102内的内部环境110进行灭菌。
25.机械运动模块106通常可以配置为轴向或以其他方式对齐第一型材112和第二型材114和/或使第一型材112与第二型材114的端部接触表面之间强制接触,从而使第一型材112和第二型材114的端部接触表面连接、接合或焊接在一起。在一些实施例中,机械运动模块106可以至少部分地设置在操作室102内,或者至少部分地形成操作室102的内部环境110的下部屏障或周界。在一些实施例中,机械运动模块106可以包括切割系统140。然而,在一些实施例中,切割系统140可以是独立部件。在一些实施例中,切割系统140可以设置在操作室102的内部环境110中。切割系统140通常可以配置为选择性地切割第一管件部件以形成第一型材112和选择性地切割第二管件部件以形成第二型材114。因此,在一些实施例中,切割系统140可以包括至少一个切割装置,诸如至少一个刀片,并且该至少一个刀片可以被加热、预灭菌、通过等离子处理灭菌或它们的组合。在切割系统140的至少一个刀片被加热并且第一管件部件111和第二管件部件113由热塑性弹性体形成的一些实施例中,至少一个刀片可以用于切割第一管件部件111以形成第一型材112并切割第二管件部件113以形成第二型材114,该刀片熔化型材112、114的端部,并且型材112、114的熔化端部可以在不使用等离子处理的情况下而在操作室104的等离子灭菌的内部环境110中接合到型材112、114的端部。然而,在一些实施例中,切割装置可以包括激光切割装置或系统。
26.图2示出了根据本公开的一个实施例的机械运动模块106的示意图。在所示实施例中,机械运动模块106包括线性运动模块。为了准备用于等离子焊接的第一型材112和第二型材114,可以选择性地操作切割系统140来切割两个部件以形成第一型材112和第二型材114。在一些实施例中,可以在切割工序之前、期间和/或之后应用等离子处理以活化第一型材112和第二型材114的端部接触表面上的材料。机械运动模块106可以配置为轴向地对齐第一型材112和第二型材114的端部接触表面。在一些实施例中,机械运动模块106可以使第一型材112和第二型材114中的至少一者线性地位移(基本上垂直于轴向)以轴向地对齐第一型材112和第二型材114的端部接触表面。在其他实施例中,机械运动模块106可以使第一型材112和第二型材114两者线性地位移以轴向地对齐第一型材112和第二型材114的端部接触表面。此外,一旦轴向地对齐,机械运动模块106还可以配置为使第一型材112和第二型
材114的通过等离子处理活化的端部接触表面强制接触,以在第一型材112和第二型材114的端部接触表面处焊接第一型材112和第二型材114,从而形成接头或等离子焊接连接部142。在一些实施例中,等离子处理可以在第一型材112与第二型材114接合之后继续以确保无菌连接,从而形成接头或等离子焊接连接部142。
27.图3示出了根据本公开的另一实施例的机械运动模块106的示意图。在所示实施例中,机械运动模块106包括旋转运动模块。为了准备用于等离子焊接的第一型材112和第二型材114,由旋转运动装置144捕获的两个部件可以选择性地旋转以使这两个部件与相应的切割装置接触以形成第一型材112和第二型材114。在一些实施例中,可以在切割工序之前、期间和/或之后应用等离子处理以活化第一型材112和第二型材114的端部接触表面上的材料。机械运动模块106的旋转运动装置144可以配置为连续旋转第一型材和第二型材以轴向地对齐第一型材112和第二型材114的端部接触表面以轴向地对齐第一型材112和第二型材114的端部接触表面。在其他实施例中,机械运动模块106可以使第一型材112和第二型材114两者线性地位移以轴向地对齐第一型材112和第二型材114的端部接触表面。此外,一旦轴向地对齐,机械运动模块106的旋转运动装置144还可以配置为使第一型材112和第二型材114的通过等离子处理活化的端部接触表面强制接触,以在第一型材112和第二型材114的端部接触表面处焊接第一型材112和第二型材114,从而形成接头或等离子焊接连接部142。在一些实施例中,等离子处理可以在第一型材112与第二型材114接合之后继续,以确保形成无菌接头或等离子焊接连接部142。
28.在一些实施例中,机械运动模块106可以配置为在等离子焊接之前操纵第一型材112和第二型材114的一个或多个内腔。因此,在一些实施例中,第一型材112和第二型材114可以在对第一型材112和第二型材114进行等离子处理和/或接合期间保持打开。图4示出了用于等离子焊接的处于打开位置的第一型材112和第二型材114。在其他实施例中,机械运动模块106可以在等离子焊接之前至少部分地关闭第一型材112和第二型材114的一个或多个内腔。在一些实施例中,第一型材112和第二型材114可以在接合第一型材112与第二型材114之前被闭合和/或密封。图5示出了在第一型材112和第二型材114的每一者的远端端部的闭合位置的用于等离子焊接的第一型材112和第二型材114。图6示出了在远离第一型材112和第二型材114的每一者的远端端部的闭合位置的用于等离子焊接的第一型材112和第二型材114。
29.如上所述,可以在切割工序和/或接合工序之前、期间和/或之后应用等离子处理,以活化第一型材112和第二型材114的端部接触表面上的材料。在一些实施例中,可以在切割第一型材112和第二型材之前应用等离子处理以确保无菌连接。在一些实施例中,等离子处理可以在切割第一型材112和第二型材114之前至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒时开始。在一些实施例中,等离子处理可以在第一型材与第二型材接合之后继续以确保无菌连接。在一些实施例中,等离子处理可以在接合第一型材112与第二型材114之后持续至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒。
30.确保第一型材112和第二型材114之间的无菌连接可以是以下操作所产生的结果:用等离子处理对操作室104的内部环境110进行预处理;或在第一型材112和第二型材114的
切割操作之前开始等离子处理。进一步地,确保第一型材112与第二型材114之间的无菌连接也可以是在通过等离子焊接接合第一型材112和第二型材114之后继续应用等离子处理所产生的结果。因此,等离子处理为操作室102的内部环境110提供无菌环境,其中无菌环境是通过在暴露于等离子处理或等离子至少10秒、至少15秒、至少20秒、至少25秒、至少30秒或至少60秒之后,操作室的内部环境110内的活微生物数量以至少106个的水平减少来定义的。
31.此外,应当理解,等离子焊接工序可以在操作室102的内部环境110内的各种温度下执行。例如,在一些实施例中,等离子焊接工序可以在室温下,诸如在洁净室120内进行。然而,应当理解,等离子焊接工序可以被执行和配置以在约10摄氏度到350摄氏度之间的任何温度下提供第一型材112与第二型材114之间的无菌连接。
32.控制系统108通常可以包括用户界面116和多个传感器118、指示器、仪表或它们的组合,以便于等离子发生器104、机械运动模块106和等离子焊接工序的控制、监测和操作。用户界面116通常可以包括显示器,该显示器配置为显示温度、气体流速、气体压力、气体检测水平、第一型材和第二型材的材料、等离子处理进度水平、工作周期、工作周期的总数,或它们的组合。在特定实施例中,用户界面116可以包括材料选择输入部,该材料选择输入部用于选择第一型材112和第二型材114中的每一者的材料的特性。此外,在一些实施例中,用户界面116可以包括警告系统,该警告系统配置为当存在不符合规范的条件时警告操作者。用户界面116还可以配置为当存在不符合规范的条件时自动停止等离子处理。不符合规范条件的示例包括但不限于低温、高温、低压、高压、低气体流速、高气体流速、等离子副产物的检测、材料的无效选择、操作室中的泄漏或它们的组合。当该情况发生时,控制系统108可以防止操作室102的打开和/或移除。进一步地,控制系统108还可以防止在应用等离子处理期间操作室102的打开和/或移除。
33.多个传感器118、指示器、仪表或它们的组合通常可以配置为将关于等离子焊接操作的数据(例如,操作参数)传送给操作者,并且允许操作者监督等离子焊接工序。在一些实施例中,多个传感器118可以包括温度传感器、气体流速传感器、气体压力传感器、气体检测传感器、等离子副产物传感器、张力传感器或它们的组合。进一步地,在一些实施例中,控制系统108可以配置为记录或存储从传感器118传输的与等离子焊接设备100的操作相关的数据。该数据可以用于故障排除和/或调整等离子焊接设备100的部件102、104、106、108或等离子焊接工序的操作参数。
34.进一步地,在一些实施例中,控制系统108可以包括至少一个视觉系统(例如,相机、检查设备、视频设备),该视觉系统配置为验证第一型材112和第二型材114的端部接触表面的轴向对齐,确认第一型材112与第二型材114的成功接合或它们的组合。在一些实施例中,确认第一型材112与第二型材114的成功接合可以通过以一定角度(例如,30度、45度)检查焊接的型材来完成,其中未成功接合的区域看起来比成功接合的区域更暗。进一步地,在一些实施例中,控制系统108还可以包括标记系统,该标记系统配置为通过激光标记、墨水标记或它们的任意组合标记第一型材112、第二型材114、形成在第一型材112与第二型材114之间的接头或焊接连接部142或它们的组合,这些标记方式允许对形成在第一型材112与第二型材114之间的接头或焊接连接部142的一个或多个特征进行识别、验证、故障排除或它们的任意组合。
35.等离子焊接设备100可以配置为在第一型材112与第二型材114之间形成无菌等离子焊接连接部142。所得等离子焊接连接部142可以保持与第一型材112或第二型材114的未改性对照散装材料相称的特定性能特征。因此,在一些实施例中,在第一型材112与第二型材114之间的接头或等离子焊接连接部142形成之后,控制系统108可以配置为在第一型材112与第二型材114之间执行爆裂测试、拉伸测试或它们的组合,以确保第一型材112与第二型材114之间成功地形成等离子焊接连接部142。在一些实施例中,形成在第一型材112与第二型材114之间的接头或焊接连接部142可以包括第一型材112或第二型材114的未改性对照散装材料的拉伸强度的至少10%、至少15%、至少25%、至少30%、至少35%、至少40%、至少45%或至少50%的拉伸强度。此外,在一些实施例中,形成在第一型材112与第二型材114之间的接头或焊接连接部142可以包括第一型材或第二型材的未改性对照散装材料的爆裂压力的至少10%、至少25%、至少50%、至少60%、至少65%、至少70%、至少75%、至少76%、至少77%、至少78%、至少79%、至少80%、至少81%、至少82%、至少83%、至少84%、至少85%、至少86%、至少87%、至少88%、至少89%或至少90%的爆裂压力。
36.更进一步地,在一些实施例中,可以在第一型材112与第二型材114之间的等离子焊接连接部142周围至少部分地应用增强件。加强件可以包括胶带、聚合物胶带、包覆成型聚合物、等离子焊接聚合物或聚合物胶带,或它们的组合。
37.等离子焊接设备100通常可以配置为使得操作室102和机械运动模块106配置为用于移动使用并且远程地联接至等离子发生器104和/或控制系统108。此外,在一些实施例中,等离子焊接设备100可以是安装到推车或其他用于移动设施的设备的一体式设备,在该一体式设备中整个等离子焊接设备100可以被移动或重新定位。
38.参考图7,示出了根据本公开的一个实施例的操作等离子焊接设备100的方法700的流程图。方法700可以从方框702开始,用等离子发生器104产生等离子处理。方法700可以在方框704处继续,将等离子施加于操作室102内的第一型材112的端部接触表面和第二型材114的端部接触表面。方法700可以在方框706处继续,操纵第一型材112和第二型材114中的至少一者以将第一型材112的端部接触表面与第二型材114的端部接触表面之间强制接触,以接合第一型材112与第二型材114。
39.图8a至图8g是根据本公开的一个实施例的机械运动模块800的示意图,并且示出了操作等离子焊接设备100中的机械运动模块800的各个步骤。根据本文公开的实施例,机械运动模块800通常可以基本上类似于机械运动模块106,并且配置为在等离子焊接设备100中操作。因此,机械运动模块800通常可以配置为选择性地切割第一管件部件111以形成第一型材112和选择性切割第二管件部件113以形成第二型材114,轴向地对齐第一型材112和第二型材114,并且当经受等离子处理时,使第一型材112和第二型材114的端部接触表面之间强制接触以将第一型材112和第二型材114的端部接触表面连接、接合或焊接在一起。进一步地,应当理解,在一些实施例中,机械运动模块800可以至少部分地设置在等离子焊接设备100的操作室102内,或者至少部分地形成等离子焊接设备100的操作室102的内部环境110的下部屏障或周界。
40.机械运动模块800可以包括可以基本上类似于切割系统140的切割系统。在一些实施例中,切割系统可以配置为选择性地切割第一管件部件111以形成第一型材112和选择性地切割第二管件部件113以形成第二型材114。切割系统通常可以包括至少一个切割装置
803、805,并且切割装置803、805可以包括刀片或激光切割装置或系统。在一些实施例中,切割系统可以包括第一切割装置803和第二切割装置805。更具体地,第一切割装置803可以配置为切割第一管件部件111以形成第一型材112,并且第二切割装置可以配置为切割第二管件部件113以形成第二型材114。根据本文公开的实施例,切割第一型材112和第二型材114通常可以暴露第一型材112和第二型材114的端部接触表面。进一步地,在一些实施例中,根据本文公开的实施例,第一切割装置803和第二切割装置805可以被加热、预灭菌或它们的组合。在切割系统140的至少一个刀片被加热并且第一管件部件111和第二管件部件113由热塑性弹性体形成的一些实施例中,至少一个刀片可以用于切割第一管件部件111以形成第一型材112并切割第二管件部件113以形成第二型材114,该刀片熔化型材112、114的端部,并且型材112、114的熔化端部可以在不使用等离子处理的情况下而在操作室104的等离子灭菌的内部环境110中接合到型材112、114的端部。
41.机械运动模块800可以包括多个致动装置802、804、806、808、810,这些致动配置为沿着多个钢轨或轨道812、814、816、818、820移动机械运动模块800的各种部件以执行等离子焊接工序。在一些实施例中,致动装置802、804、806、808、810可以包括电动步进电机、机电致动器、气动致动器或气缸,或者可以沿多个轨道812、814、816、818、820移动机械运动模块800的部件的任何其他合适的致动模块。在一些实施例中,每个致动装置802、804、806、808、810可以包括联接到等离子焊接设备100的控制系统108的传感器,诸如传感器118。在一些实施例中,每个传感器可以监测与致动装置802、804、806、808、810的操作相关联的信息并将其中继到控制系统118。在一些实施例中,由传感器中继到控制系统108的信息可以包括方向信息、位置信息和/或其他操作信息。在一些实施例中,多个轨道812、814、816、818、820可以包括多个导向装置822、824、826。导向装置通常可以配置为控制相对运动和/或保持部件沿多个轨道812、814、816、818、820的适当对齐。
42.机械运动模块800还可以包括静止管件支架828和可动管件支架830。静止管件支架828可以配置为保持静止并将第一管件部件111和第二管件部件113固定在机械运动模块800中。在一些实施例中,静止管件支架828和可动管件支架830可以至少部分地围绕第一管件部件111和第二管件部件113中的每一者周向延伸至少25%、至少50%或至少75%。然而,在一些实施例中,静止管件支架828和可动管件支架830可以围绕每个管件部件111、113完全周向延伸。在一些实施例中,静止管件支架828可以包括可调节管件夹,该管件夹允许将各种尺寸的管件部件111、113插入静止管件支架828内。可动管件支架830也可以配置为将第一管件部件111和第二管件部件113固定在机械运动模块800中。一旦第一管件部件111和第二管件部件113被切割以分别形成第一型材112和第二型材114,为了进行焊接操作,可动管件支架114也可以配置为轴向和横向地移动以轴向地对齐第一型材112和第二型材114的端部接触表面。
43.图8a至图8g进一步描绘了根据本公开一个实施例的操作等离子焊接设备100中的机械运动模块800的各个步骤。如图8a所示,第一型材112和第二型材114已被插入静止管件支架828和可动管件支架830并准备进行焊接操作。在一些实施例中,在切割第一部件111以形成第一型材112和切割第二部件113以形成第二型材114之前,静止管件支架828和可动管件支架830可以隔开预定距离。在一些实施例中,静止管件支架828与可动管件支架830之间的预定距离可以是至少1.0mm、至少2.0mm、至少3.0mm、至少4.0mm或至少5.0mm。在一些实施
例中,静止管件支架828与可动管件支架830之间的预定距离可以不大于15.0mm、不大于14.0mm、不大于13.0mm、不大于12.0mm、不大于11.0mm,或不大于10.0mm。进一步地,应当理解,静止管件支架828与可动管件支架830之间的预定距离可以在这些最小值和最大值中的任何值之间,诸如至少1.0mm至不大于15.0mm,或者甚至至少5.0mm至不大于10.0mm。
44.如图8b所示,通常可以第一致动装置802操作以沿第一轨道812横向地移动第一切割装置803以切割第一型材112。联接到可动管件支架830的导向装置822可以保持第一切割装置803和第一型材112的适当对齐。通常可以操作第二致动装置804以沿第二轨道814横向地移动第二切割装置805以切割第二型材114。导向装置824可以保持第二切割装置805和第二型材114的适当对齐。在一些实施例中,第一切割装置803和第二切割装置805可以在横向方向对齐。然而,在其他实施例中,第一切割装置803和第二切割装置805可以在横向方向错位。在一些实施例中,第一切割装置803和第二切割装置805可以配置为以相对于第一型材112和第二型材114的长度小于90度的角度切割第一型材112和第二型材114。然而,在其他实施例中,第一切割装置803和第二切割装置805可以配置为以相对于第一型材112和第二型材114的长度基本上正交地切割第一型材112和第二型材114。
45.如图8c所示,通常可以操作第三致动装置以沿第三轨道816横向地移动可动管件支架830以轴向地对齐第一型材112和第二型材114。在可动管件支架830的移动期间,静止管件支架828保持静止,从而可动管件支架830相对于静止管件支架828横向地位移以轴向地对齐第一型材112和第二型材114。
46.如图8d所示,等离子处理可以应用于第一型材112和第二型材114。更具体地,在一些实施例中,根据本文公开的实施例,等离子处理可以应用于第一型材112和第二型材114以活化第一型材112和第二型材114的端部接触表面上的材料。进一步地,应当理解,在一些实施例中,可以在切割工序之前、期间和/或之后应用等离子处理。
47.如图8e所示,一旦已激活等离子处理,通常可以操作第一致动装置802使第一切割装置803沿轨道812缩回,以将第一型材112的端部接触表面和/或内腔暴露于等离子处理,并且通常可以操作第二致动装置804使第二切割装置805沿轨道814缩回,以将第二型材114的端部接触表面和/或内腔暴露于等离子处理。应当理解,等离子处理可以在焊接工序中的该步骤期间保持激活。
48.如图8f所示,在使第二切割装置805缩回之后,通常可以操作第四致动装置808以沿第四轨道818轴向移动第二切割装置805。在一些实施例中,第二切割装置805的轴向移动可以为可动管件支架830的轴向移动提供间隙。应当理解,等离子处理可以在焊接工序中的该步骤期间保持激活。
49.如图8g所示,在轴向移动第二切割装置805之后,通常可以操作第五致动装置810以沿第五轨道820轴向移动可动管件支架830,使第一型材112和第二型材114的通过等离子处理激活的端部接触表面强制接触,以将第一型材112和第二型材114在它们的端部接触表面处焊接,从而形成接头或等离子焊接连接部。在一些实施例中,等离子处理可以在第一型材112和第二型材114接合之后继续以确保无菌连接,从而形成根据本文公开的实施例的接头或等离子焊接连接部。
50.图9示出了根据本公开的另一实施例的机械运动模块900的示意图。根据本文公开的实施例,机械运动模块900通常可以基本上类似于机械运动模块800,并且配置为在等离
子焊接设备100中操作。类似地,机械运动模块900包括第一切割装置910、第二切割装置905、多个致动装置902、904、906、910、静止管件支架928以及可动管件支架930,这些致动装置配置为沿多个钢轨或轨道916、918、920移动机械运动模块800的各个部件。在一些实施例中,机械运动模块900还可以包括一对导向装置926。然而,在所描绘的实施例中,机械运动模块900可以不包括第四致动装置808、第一轨道812、第二轨道814、第四轨道818和/或导向装置824。取而代之的是,第二切割装置905由第五致动装置910轴向平移以提供用于可动管件支架930的轴向移动的间隙。因此,在一些实施例中,这可以通过消除轴向移动第二切割装置905的步骤来简化焊接工序的操作(如图8g所示),来为可动管件支架930的轴向移动提供间隙。
51.图10为根据本公开的一个实施例的机械运动模块1000的一部分的示意图。在一些实施例中,机械运动模块1000可以包括一个或多个对齐杆1002、1004。更具体地,在所示的实施例中,固定管件支架1028可以包括一个或多个对齐杆1002,而可动管件支架1030可以包括一个或多个对齐杆1004。在一些实施例中,在切割管件部件111、113以形成型材112、114之前,每个管件部件111、113可以由固定管件支架1028的对齐杆1002和可动管件支架1030的对齐杆支撑。在一些实施例中,固定管件支架1028的一个或多个对齐杆1002和可动管件支架1030的一个或多个对齐杆1004可以配置为邻接、接合或以其他方式相互作用以对齐固定管件支架1028和可动道支架1030。在一些实施例中,固定管件支架1028的一个或多个对齐杆1002和可动管件支架1030的一个或多个对齐杆1004可以配置为选择性地延伸并引导第一型材112和第二型材114相互接触,使得第一型材112和第二型材114的端部接触表面接触,并且第一型材112和第二型材114轴向地对齐。在一些实施例中,这可以在等离子处理的激活或应用期间完成。进一步地,在一些实施例中,静止管件支架1028的一个或多个对齐杆1002和可动管件支架1030的一个或多个对齐杆1004可以配置为在形成第一型材112和第二型材114的切割操作之前选择性地延伸和支撑第一管件部件111和第二部件113。
52.在一些实施例中,机械运动模块106、800、900、1000可以包括所描绘的部件中的一个以上。例如,在一些实施例中,机械运动模块800可以包括两个固定管件支架828和两个可动管件支架830,使得可以切割四个管件部件111、113并且两个型材112、114可以经受等离子焊接工序以形成两个等离子焊接管。
53.进一步地,在一些实施例中,等离子焊接设备100可以包括一个或多个机械运动模块106、800、900、1000。在一些实施例中,多个机械运动模块106、800、900、1000可以是独立系统或可以至少部分集成。在一些实施例中,多个机械运动模块106、800、900、1000可以配置为同时切割多个管件部件111、113并焊接多个型材112、114。
54.在一些实施例中,方法700可以包括以下中的一项或多项:使包括惰性气体、含氧气体、含氮气体、含氟气体或它们组合的气流离子化以产生等离子处理;通过在操作室102内应用等离子处理对操作室102内的内部环境110进行灭菌;切割第一型材112和第二型材114以暴露第一型材和第二型材的端部接触表面;在切割第一型材112和第二型材114之前对第一型材112和第二型材114进行等离子处理,其中在切割第一型材112和第二型材114之前,将等离子施加于第一型材和第二型材至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒;在接合第一型材112和第二型材114之后,将等离子施加于第一型材112和第二型材114,其中在接合第一型材112和
第二型材114之后,将等离子施加于第一型材和第二型材至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒。
55.在一些实施例中,方法700还可以包括以下中的一个或多个:在切割第一型材112和第二型材114之后轴向地对齐第一型材112和第二型材114的端部接触表面;通过照相机系统验证第一型材112和第二型材114的端部接触表面的轴向对齐;监测温度、气体流速、气体压力、气体检测水平、第一型材和第二型材的材料、等离子处理进度水平、工作周期、工作周期总数或它们的组合;在用户界面上显示温度、气体流速、气体压力、气体检测水平、第一型材112和第二型材114的材料、等离子处理进度水平、工作周期、工作周期总数或它们的组合;当存在不符合规范的条件时警告用户;当存在不符合规范的条件时自动停止等离子处理,其中不符合规范的条件包括低温、高温、低压、高压、低气体流速、高气体流速、检测出等离子副产物、材料的无效选择、操作室中的泄漏或它们的组合;存储与等离子焊接设备100的操作有关的数据;在第一型材与第二型材接合之后,在第一型材与第二型材测试之间进行爆裂测试、拉伸测试或它们的组合;通过用户界面选择第一型材112和第二型材114中的每一者的材料;以及至少部分地在第一型材与第二型材之间形成的重合焊缝周围应用增强件,其中增强件包括胶带、聚合物胶带、包覆成型聚合物、等离子焊接聚合物或它们的组合。
56.在另一些实施例中,等离子焊接设备可以包括以下项目中的一项或多项:
57.实施例1一种等离子焊接设备,其包括:操作室和等离子发生器,所述等离子发生器具有至少一个等离子头,所述等离子头设置在所述操作室内,并且靠近所述操作室内的第一型材的端部接触表面和所述操作室内的第二型材的端部接触表面,其中所述等离子头配置为对所述第一型材和所述第二型材的端部接触表面应用等离子处理,以接合所述第一型材和所述第二型材。
58.实施例2一种用于无菌连接第一型材和第二型材的等离子焊接设备,其包括:具有无菌环境的操作室和等离子发生器,所述等离子发生器具有至少一个等离子头,所述等离子头设置在所述操作室内,并且靠近所述操作室内的第一型材的端部接触表面和所述操作室内的第二型材的端部接触表面,其中所述等离子头配置为对所述第一型材和所述第二型材的端部接触表面应用等离子处理,以接合所述第一型材和所述第二型材。
59.实施例3根据实施例1至2中任一项所述的等离子焊接设备,其中所述第一型材和所述第二型材中的至少一者由聚合物材料形成。
60.实施例4根据实施例1至3中任一项所述的等离子焊接设备,其中所述第一型材和所述第二型材中的每一者由聚合物材料形成。
61.实施例5根据实施例4所述的等离子焊接设备,其中所述第一型材和所述第二型材由相同的聚合物材料形成。
62.实施例6根据实施例4所述的等离子焊接设备,其中所述第一型材和所述第二型材由不同的聚合物材料形成。
63.实施例7根据实施例1至6中任一项所述的等离子焊接设备,其中所述第一型材和所述第二型材由热塑性弹性体、热固性弹性体或它们的组合形成。
64.实施例8根据实施例7所述的等离子焊接设备,其中所述热塑性弹性体包括聚苯乙烯、聚酯、有机硅共聚物、有机硅热塑性硫化橡胶、共聚酯、聚酰胺、含氟聚合物、聚烯烃、聚醚-酯共聚物、热塑性聚氨酯、聚醚酰胺嵌段共聚物、聚酰胺共聚物、苯乙烯嵌段共聚物、聚
碳酸酯、热塑性硫化橡胶、离聚物、聚甲醛(pom)、丙烯腈丁二烯苯乙烯(abs)、缩醛、丙烯酸、聚氯乙烯(pvc)、共混物或它们的组合。
65.实施例9根据实施例7所述的等离子焊接设备,其中所述热固性弹性体包括有机硅弹性体、二烯弹性体、丁基橡胶、天然橡胶、聚氨酯橡胶、三元乙丙橡胶、异戊二烯橡胶、丁腈橡胶、丁苯橡胶、共混物或它们的组合。
66.实施例10根据实施例1至9中任一项所述的等离子焊接设备,其中所述操作室包括具有至少一个透明表面的封装件,通过所述透明表面可以看到所述第一型材和所述第二型材。
67.实施例11根据实施例1至10中任一项所述的等离子焊接设备,其中所述操作室包括具有多个透明表面的封装件,通过所述透明表面可以看到所述第一型材和所述第二型材。
68.实施例12根据实施例10至11中任一项所述的等离子焊接设备,其中所述透明表面至少部分地阻挡紫外光进入或离开所述封装件。
69.实施例13根据实施例1至12中任一项所述的等离子焊接设备,其中所述操作室形成基本上密封的环境。
70.实施例14根据实施例1至13中任一项所述的等离子焊接设备,其中所述操作室将所述等离子处理限制在所述基本上密封的环境内。
71.实施例15根据实施例1至14中任一项所述的等离子焊接设备,其中所述操作室包括通风系统,所述通风系统提供与所述操作室的双向换气。
72.实施例16根据实施例15所述的等离子焊接设备,其中所述通风系统包括过滤器、催化转化器、辐射元件或它们的组合,这些装置在空气进入或离开所述操作室之前处理大气空气。
73.实施例17根据实施例1至16中任一项所述的等离子焊接设备,其中在应用所述等离子处理期间防止所述操作室的打开或移除。
74.实施例18根据实施例1至17中任一项所述的等离子焊接设备,其中所述等离子发生器包括气体供应源和电力供应源。
75.实施例19根据实施例18所述的等离子焊接设备,其中气体供应源包括大气空气供应源、压缩机、压缩气瓶、内部气体管线、内部压缩气体管线、风扇、涡轮或它们的组合。
76.实施例20根据实施例19所述的等离子焊接设备,其中所述气体供应源提供包括惰性气体、含氧气体、含氮气体、含氟气体或它们的组合的气流。
77.实施例21根据实施例20所述的等离子焊接设备,其中所述惰性气体包括氩气、氖气、氦气或它们的任意组合。
78.实施例22根据实施例20所述的等离子焊接设备,其中所述含氧气体包括大气空气、纯氧、乙醇、水蒸气或它们的组合。
79.实施例23根据实施例20所述的等离子焊接设备,其中所述含氮气体包括大气空气、纯氮、氨气或它们的组合。
80.实施例24根据实施例20所述的等离子焊接设备,其中所述含氟气体包括六氟化硫(sf6)、三氟甲烷(chf3)、四氟甲烷(cf4)、八氟环丁烷(c4f8)或它们的组合。
81.实施例25根据实施例18所述的等离子焊接设备,其中所述电力供应源使气流离子
化以产生等离子处理。
82.实施例26根据实施例25所述的等离子焊接设备,其中所述电力供应源提供至少110vac、至少120vac、至少220vac或至少240vac。
83.实施例27根据实施例25所述的等离子焊接设备,其中所述电力供应源提供至少6vdc、至少9vdc、至少12vdc、至少24vdc或至少48vdc。
84.实施例28根据实施例1至27中任一项所述的等离子焊接设备,其中所述等离子发生器包括联接到所述至少一个等离子头的供应线。
85.实施例29根据实施例1至28中任一项所述的等离子焊接设备,其进一步包括:多个等离子头,所述等离子头设置在所述操作室内。
86.实施例30根据实施例29所述的等离子焊接设备,其中所述多个等离子头中的至少一个与所述第一型材相邻地设置在所述操作室内,并且其中所述多个等离子头中的至少一个与所述第二型材相邻地设置在所述操作室内。
87.实施例31根据实施例29至30中任一项所述的等离子焊接设备,其中所述多个等离子头中的至少一个配置为对所述操作室内的所述环境进行灭菌。
88.实施例32根据实施例1至31中任一项所述的等离子焊接设备,其进一步包括:切割装置,所述切割装置设置在所述操作室中并且配置为切割所述第一型材和所述第二型材。
89.实施例33根据实施例32所述的等离子焊接设备,其中所述切割装置包括至少一个刀片。
90.实施例34根据实施例33所述的等离子焊接设备,其中所述至少一个刀片被加热、预灭菌或它们的组合。
91.实施例35根据实施例32所述的等离子焊接设备,其中所述切割装置包括激光切割系统。
92.实施例36根据实施例1至34中任一项所述的等离子焊接设备,其进一步包括:机械运动模块。
93.实施例37根据实施例36所述的等离子焊接设备,其中所述机械运动模块配置为轴向地对齐所述第一型材和所述第二型材的所述端部接触表面。
94.实施例38根据实施例37所述的等离子焊接设备,其中所述机械运动模块使所述第一型材和所述第二型材中的至少一者线性地位移以轴向地对齐所述第一型材和所述第二型材的所述端部接触表面。
95.实施例39根据实施例37所述的等离子焊接设备,其中所述机械运动模块旋转所述第一型材和所述第二型材中的至少一者以轴向地对齐所述第一型材和所述第二型材的所述端部接触表面。
96.实施例40根据实施例36至39中任一项所述的等离子焊接设备,其中所述机械运动模块使所述第一型材和所述第二型材的所述端部接触表面强制接触以将所述第一型材和所述第二型材焊接在一起。
97.实施例41根据实施例36至40中任一项所述的等离子焊接设备,其中在接合第一型材和第二型材期间,第一型材和第二型材是打开的。
98.实施例42根据实施例36至40中任一项所述的等离子焊接设备,其中在接合所述第一型材和所述第二型材之前,所述第一型材和所述第二型材是闭合的。
99.实施例43根据实施例42所述的等离子焊接设备,其中所述第一型材和所述第二型材在用于等离子焊接的所述第一型材和所述第二型材中的每一者的远端端部处闭合。
100.实施例44根据实施例42所述的等离子焊接设备,其中所述第一型材和所述第二型材远离用于等离子焊接的所述第一型材和所述第二型材中的每一者的远端端部处闭合。
101.实施例45根据实施例1至44中任一项所述的等离子焊接设备,进一步包括:控制系统。
102.实施例46根据实施例45所述的等离子焊接设备,其中所述控制系统包括用户界面和多个传感器、指示器、仪表或它们的组合。
103.实施例47根据实施例46所述的等离子焊接设备,其中所述用户界面包括显示器。
104.实施例48根据实施例47所述的等离子焊接设备,其中所述显示器配置为显示温度、气体流速、气体压力、气体检测水平、所述第一型材和所述第二型材的材料、等离子处理进度水平、工作周期、工作周期的总数,或它们的组合。
105.实施例49根据实施例46所述的等离子焊接设备,其中所述用户界面包括材料选择输入部,所述材料选择输入部用于选择所述第一型材和所述第二型材中的每一者的材料的特性。
106.实施例50根据实施例46所述的等离子焊接设备,其中所述用户界面包括警告系统,所述警告系统配置为在存在不符合规范的条件时警告用户。
107.实施例51根据实施例50所述的等离子焊接设备,其中所述用户界面配置为当存在不符合规范的条件时自动停止所述等离子处理。
108.实施例52根据实施例51所述的等离子焊接设备,其中所述不符合规范的条件包括低温、高温、低压、高压、低气体流速、高气体流速、等离子副产物的检测、材料的无效选择、所述操作室中的泄漏或它们的组合。
109.实施例53根据实施例46所述的等离子焊接设备,其中所述多个传感器包括温度传感器、气体流速传感器、气体压力传感器、气体检测传感器、等离子副产物传感器、张力传感器或它们的组合。
110.实施例54根据实施例45至53中任一项所述的等离子焊接设备,其中所述控制系统包括至少一个视觉系统,所述视觉系统配置为验证所述第一型材和所述第二型材的所述端部接触表面的轴向对齐、所述第一型材与所述第二型材的接合或它们的组合。
111.实施例55根据实施例45至54中任一项所述的等离子焊接设备,其中所述控制系统配置为在所述第一型材与所述第二型材接合之后在所述第一型材和所述第二型材之间执行爆裂测试、拉伸测试或它们的组合。
112.实施例56根据实施例45至55中任一项所述的等离子焊接设备,其中所述控制系统配置为存储与所述等离子焊接设备的操作相关的数据。
113.实施例57根据实施例1至56中任一项所述的等离子焊接设备,其中所述等离子处理活化所述第一型材和所述第二型材的所述端部接触表面处的材料。
114.实施例58根据实施例1至57中任一项所述的等离子焊接设备,其中所述等离子处理发生在10摄氏度至350摄氏度之间。
115.实施例59根据实施例1至58中任一项所述的等离子焊接设备,其中所述等离子处理在切割所述第一型材和所述第二型材之前开始。
116.实施例60根据实施例59所述的等离子焊接设备,其中所述等离子处理在切割所述第一型材和所述第二型材之前至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒时开始。
117.实施例61根据实施例1至60中任一项所述的等离子焊接设备,其中所述等离子处理在接合所述第一型材与所述第二型材之后继续。
118.实施例62根据实施例61所述的等离子焊接设备,其中接合所述第一型材与所述第二型材之后,所述等离子处理继续至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒。
119.实施例63根据实施例1至62中任一项所述的等离子焊接设备,其中在所述第一型材与所述第二型材之间形成的重合焊缝包括所述第一型材或所述第二型材的未改性对照散装材料的拉伸强度的至少10%、至少15%、至少25%、至少30%、至少35%、至少40%、至少45%或至少50%的拉伸强度。
120.实施例64根据实施例1至63中任一项所述的等离子焊接设备,其中在所述第一型材与所述第二型材之间形成的重合焊缝包括所述第一型材或所述第二型材的未改性对照散装材料的爆裂压力的至少10%、至少25%、至少50%、至少60%、至少65%、至少70%、至少75%、至少76%、至少77%、至少78%、至少79%、至少80%、至少81%、至少82%、至少83%、至少84%、至少85%、至少86%、至少87%、至少88%、至少89%或至少90%的爆裂压力。
121.实施例65一种操作等离子焊接设备的方法,其包括:用等离子发生器产生等离子处理;对操作室内的第一型材的端部接触表面和第二型材的端部接触表面应用所述等离子处理;以及操纵所述第一型材和所述第二型材中的至少一者使所述第一型材的所述端部接触表面与所述第二型材的所述端部接触表面之间强制接触以接合所述第一型材与所述第二型材。
122.实施例66根据实施例65所述的方法,其中所述操作室在所述第一型材的所述端部接触表面和所述第二型材的所述端部接触表面周围形成基本上密封的环境。
123.实施例67根据实施例65所述的方法,其进一步包括:使包括惰性气体、含氧气体、含氮气体、含氟气体或其它们组合的气流离子化以产生所述等离子处理。
124.实施例68根据实施例67所述的方法,其进一步包括:通过在所述操作室内应用所述等离子处理对所述操作室内的环境进行灭菌。
125.实施例69根据实施例65至68中任一项所述的方法,其中通过设置在所述操作室内的至少一个等离子头在所述操作室内应用所述等离子处理。
126.实施例70根据实施例65至69中任一项所述的方法,其进一步包括:切割所述第一型材和所述第二型材以暴露所述第一型材和所述第二型材的所述端部接触表面。
127.实施例71根据实施例70所述的方法,其进一步包括:在切割所述第一型材和所述第二型材之前,对所述第一型材和所述第二型材应用所述等离子处理。
128.实施例72根据实施例71所述的方法,其中切割所述第一型材和所述第二型材之前,对所述第一型材和所述第二型材应用所述等离子处理至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒。
129.实施例73根据实施例65至72中任一项所述的方法,其进一步包括:在接合所述第
一型材与所述第二型材之后,对所述第一型材和所述第二型材应用所述等离子处理。
130.实施例74根据实施例73所述的方法,其中接合所述第一型材与所述第二型材之后,对所述第一型材和所述第二型材应用所述等离子处理至少1秒、至少2秒、至少3秒、至少5秒、至少10秒、至少15秒、至少30秒、至少45秒、至少60秒、至少90秒或至少120秒。
131.实施例75根据实施例70至74中任一项所述的方法,其进一步包括:在切割所述第一型材和所述第二型材之后,轴向地对齐所述第一型材和所述第二型材的所述端接触表面。
132.实施例76根据实施例75所述的方法,其进一步包括:通过照相机系统验证所述第一型材和所述第二型材的所述端部接触表面的所述轴向对齐。
133.实施例77根据实施例75至76中任一项所述的方法,其中轴向地对齐所述第一型材和所述第二型材的所述端接触表面包括使所述第一型材和所述第二型材中的至少一者线性地位移或旋转。
134.实施例78根据实施例65至77中任一项所述的方法,其中在接合所述第一型材和所述第二型材期间,所述第一型材和所述第二型材是打开的。
135.实施例79根据实施例65至77中任一项所述的方法,其进一步包括:在接合所述第一型材与所述第二型材之前闭合所述第一型材和所述第二型材。
136.实施例80根据实施例79所述的方法,其中所述第一型材和所述第二型材在所述第一型材和所述第二型材中的每一者的远端端部处闭合。
137.实施例81根据实施例79所述的方法,其中所述第一型材和所述第二型材在远离所述第一型材和所述第二型材中的每一者的远端端部处闭合。
138.实施例82根据实施例65至81中任一项所述的方法,其进一步包括:监测温度、气体流速、气体压力、气体检测水平、所述第一型材和所述第二型材的材料、等离子处理进度水平、工作周期、工作周期的总数,或它们的组合。
139.实施例83根据实施例82所述的方法,其进一步包括:在用户界面显示所述温度、所述气体流速、所述气体压力、所述气体检测水平、所述第一型材和所述第二型材的所述材料、所述等离子处理进度水平、所述工作周期、所述工作周期的总数,或它们的组合。
140.实施例84根据实施例82至83中任一项所述的方法,其进一步包括:当存在不符合规范的条件时警告用户。
141.实施例85根据实施例84所述的方法,其进一步包括:当存在不符合规范的条件时自动停止所述等离子处理。
142.实施例86根据实施例85所述的方法,其中所述不符合规范的条件包括低温、高温、低压、高压、低气体流速、高气体流速、等离子副产物的检测、材料的无效选择、所述操作室中的泄漏或它们的组合。
143.实施例87根据实施例65至86中任一项所述的方法,其进一步包括:存储与所述等离子焊接设备的操作有关的数据。
144.实施例88根据实施例65至87中任一项所述的方法,其进一步包括:在所述第一型材与所述第二型材接合之后,在所述第一型材和所述第二型材的测试之间进行爆裂测试、拉伸测试或它们组合。
145.实施例89根据实施例83所述的方法,其进一步包括:通过所述用户界面选择所述
第一型材和所述第二型材中的每一者的材料。
146.实施例90根据实施例65至89中任一项所述的方法,其中所述第一型材和所述第二型材中的至少一者由聚合物材料形成。
147.实施例91根据实施例65至90中任一项所述的方法,其中所述第一型材和所述第二型材中的每一者由聚合物材料形成。
148.实施例92根据实施例90至91中任一项所述的方法,其中所述第一型材和所述第二型材由相同的聚合物材料形成。
149.实施例93根据实施例90至91中任一项所述的方法,其中所述第一型材和所述第二型材由不同的聚合物材料形成。
150.实施例94根据实施例65至93中任一项所述的方法,其中所述第一型材和所述第二型材由热塑性弹性体、热固性弹性体或它们的组合形成。
151.实施例95根据实施例94所述的方法,其中所述热塑性弹性体包括聚苯乙烯、聚酯、有机硅共聚物、有机硅热塑性硫化橡胶、共聚酯、聚酰胺、含氟聚合物、聚烯烃、聚醚-酯共聚物、热塑性聚氨酯、聚醚酰胺嵌段共聚物、聚酰胺共聚物、苯乙烯嵌段共聚物、聚碳酸酯、热塑性硫化橡胶、离聚物、聚甲醛(pom)、丙烯腈丁二烯苯乙烯(abs)、缩醛、丙烯酸、聚氯乙烯(pvc)、共混物或它们的组合。
152.实施例96根据实施例94所述的方法,其中所述热固性弹性体包括有机硅弹性体、二烯弹性体、丁基橡胶、天然橡胶、聚氨酯橡胶、三元乙丙橡胶、异戊二烯橡胶、丁腈橡胶、丁苯橡胶、共混物或它们的组合。
153.实施例97根据实施例65至96中任一项所述的方法,其中在所述第一型材与所述第二型材之间形成的重合焊缝包括所述第一型材或所述第二型材的未改性对照散装材料的拉伸强度的至少10%、至少15%、至少25%、至少30%、至少35%、至少40%、至少45%或至少50%的拉伸强度。
154.实施例98根据实施例65至97中任一项所述的方法,其中在所述第一型材与所述第二型材之间形成的重合焊缝包括所述第一型材或所述第二型材的未改性对照散装材料的爆裂压力的至少10%、至少25%、至少50%、至少60%、至少65%、至少70%、至少75%、至少76%、至少77%、至少78%、至少79%、至少80%、至少81%、至少82%、至少83%、至少84%、至少85%、至少86%、至少87%、至少88%、至少89%或至少90%的爆裂压力。
155.实施例99根据实施例65至98中任一项所述的方法,其进一步包括:至少部分地在所述第一型材与所述第二型材之间的所述重合焊缝周围应用增强件。
156.实施例100根据实施例99所述的方法,其中所述增强件包括胶带、聚合物胶带、包覆成型聚合物、等离子焊接聚合物或它们的组合。
157.实施例101根据实施例1至64中任一项所述的等离子焊接设备或根据实施例65至100中任一项所述的方法,其中对所述第一型材和所述第二型材的所述端部接触表面应用所述等离子处理包括使所述第一型材和所述第二型材的所述端部接触表面暴露或经受所述等离子体处理,或者引导所述等离子体处理使所述第一型材和所述第二型材的所述端部接触表面接触或基本上包封。
158.实施例102根据实施例1至64中任一项所述的等离子焊接设备或实施例65至101中任一项所述的方法,其中产生所述等离子处理是通过电晕处理、c-处理、等离子处理、火焰
处理或它们的任意组合产生离子化的粒子来实现。
159.实施例103根据实施例1至64中任一项所述的等离子焊接设备或根据实施例65至102中任一项所述的方法,其进一步包括:标记系统,所述标记系统配置为通过激光标记、墨水标记或它们的任意组合标记所述第一型材、所述第二型材、形成在所述第一型材与所述第二型材之间的接头或它们的组合,这些标记方式允许对所述第一型材与所述第二型材之间的接头的一个或多个特征进行识别、验证、故障排除或它们的任意组合。
160.实施例104根据实施例1至64中任一项所述的等离子焊接设备或根据实施例65至102中任一项所述的方法,其中应用所述等离子处理为所述操作室的内部环境提供无菌环境,其中所述无菌环境是通过在暴露于所述等离子处理至少10秒、至少15秒、至少20秒、至少25秒或至少30秒之后,所述操作室的所述内部环境内的活微生物数量以至少106个的水平减少来定义的。
161.实施例105根据实施例1至64中任一项所述的等离子焊接设备或根据实施例65至102中任一项所述的方法,其中所述操作室、所述机械运动模块或它们的组合配置用于移动使用并且远程地联接到所述等离子发生器、所述控制系统或它们的组合。
162.实施例106根据实施例1至64中任一项所述的等离子焊接设备或根据实施例65至102中任一项所述的方法,其中所述等离子焊接设备包括配置为用于移动设施的一体式设备。
163.实施例107根据实施例1至31或36至64或101至106中任一项的等离子焊接设备,其进一步包括:机械运动模块。
164.实施例108根据实施例107所述的等离子焊接设备,其中所述机械运动模块包括第一切割装置和第二切割装置。
165.实施例109根据实施例108所述的等离子焊接设备,其中第一切割装置配置为切割第一管件部件以形成所述第一型材,第二切割装置配置为切割第二管件部件以形成所述第二型材。
166.实施例110根据实施例109所述的等离子焊接设备,其中所述第一切割装置由第一致动装置控制,所述第一致动装置配置为在横向方向移动所述第一切割装置以切割所述第一管件部件以形成所述第一型材,并且其中所述第二切割装置由第二致动装置控制,所述第二致动装置配置为在相反的横向方向移动所述第二切割装置以切割所述第二管件部件以形成所述第二型材。
167.实施例111根据实施例110所述的等离子焊接设备,其中所述第一切割装置和所述第二切割装置在所述横向方向对齐。
168.实施例112根据实施例110所述的等离子焊接设备,其中所述第一切割装置和所述第二切割装置在所述横向方向未对齐。
169.实施例113根据实施例108至110中任一项所述的等离子焊接设备,其中所述第一切割装置和所述第二切割装置分别以相对于所述第一型材和所述第二型材的长度小于90度的角度切割所述第一型材和所述第二型材。
170.实施例114根据实施例108至110中任一项所述的等离子焊接设备,其中所述第一切割装置和所述第二切割装置分别相对于所述第一型材和所述第二型材的长度基本正交地切割所述第一型材和所述第二型材。
171.实施例115根据实施例108至114中任一项所述的等离子焊接设备,其中在切割所述第一管件部件以形成所述第一型材之后,操作所述第一致动装置以使所述第一切割装置缩回以将所述第一型材的所述端部接触表面暴露于所述等离子处理,并且其中在切割所述第二管件部件以形成所述第二型材之后,操作所述第二致动装置以使所述第二切割装置缩回以将所述第二型材的所述端部接触表面暴露于所述等离子处理。
172.实施例116根据实施例108至115中任一项所述的等离子焊接设备,其中所述第一切割装置和所述第二切割装置被加热、预灭菌或它们的组合。
173.实施例117根据实施例107至116中任一项所述的等离子焊接设备,其中所述机械运动模块包括静止管件支架和可动管件支架。
174.实施例118根据实施例117所述的等离子焊接设备,其中所述静止管件支架配置为保持静止并固定要被切割以形成所述第一型材的第一管件部件和要被切割以形成所述第二型材的第二管件部件。
175.实施例119根据实施例118所述的等离子焊接设备,其中所述静止管件支架包括可调节管件夹,所述管件夹允许将各种尺寸的管件部件插入所述静止管件支架内。
176.实施例120根据实施例117至119中任一项所述的等离子焊接设备,其中所述可动管件支架配置为固定要被切割以形成所述第一型材的所述第一管件部件和要被切割以形成所述第二型材的所述第二管件部件。
177.实施例121根据实施例120所述的等离子焊接设备,其中所述可动管件支架配置为在切割所述第一部件以形成所述第一型材和切割所述第二部件以形成所述第二型材之后,轴向和横向地移动以轴向地对齐所述第一型材和所述第二型材的端部接触表面。
178.实施例122根据实施例121所述的等离子焊接设备,其中所述第一型材固定在所述可动管件支架中,并且其中所述第二型材固定在所述静止管件支架中。
179.实施例123根据实施例122所述的等离子焊接设备,其中所述可动管件支架由第三致动装置控制,所述第三致动装置配置为相对于所述静止管件支架横向地移动所述可动管件支架以轴向地对齐所述第一型材和所述第二型材。
180.实施例124根据实施例117至123中任一项的等离子焊接设备,其中所述第二切割装置由第四致动装置控制,所述第四致动装置配置为轴向地移动所述第二切割装置以提供用于可动管件支架的轴向移动的间隙。
181.实施例125根据实施例124所述的等离子焊接设备,其中所述可动切割装置由第五致动装置控制,所述第五致动装置配置为轴向地移动所述可动管件支架使所述第一型材和所述第二型材的所述端部接触表面强制接触以接合所述第一型材和所述第二型材。
182.实施例126根据实施例117至123中任一项所述的等离子焊接设备,其中所述第二切割装置由第五致动装置控制,所述第五致动装置配置为轴向地移动所述第二切割装置以为所述可动管件支架的轴向移动提供间隙,并且其中所述可动管件支架同时由所述第五致动装置控制以轴向地移动所述可动管件支架,使所述第一型材和所述第二型材的端部接触表面强制接触以接合所述第一型材和所述第二型材。
183.实施例127根据实施例107至126中任一项所述的等离子焊接设备,其中所述致动装置中的每一个包括联接到所述等离子焊接设备的所述控制系统的传感器。
184.实施例128根据实施例127所述的等离子焊接设备,其中所述传感器配置为将信息
中继到所述控制系统,并且其中所述信息包括方向信息、位置信息或其他操作信息。
185.实施例129根据实施例107至128中任一项所述的等离子焊接设备,其中所述机械运动模块包括多个轨道,沿所述轨道所述第一切割装置、所述第二切割装置和所述可动管件支架通过各自的致动装置平移。
186.实施例130根据实施例117至129中任一项所述的等离子焊接设备,其中在切割所述第一部件以形成所述第一型材和切割所述第二部件以形成所述第二型材之前,所述静止管件支架和所述可动管件支架隔开预定距离。
187.实施例131根据实施例130所述的等离子焊接设备,其中所述预定距离为至少1.0mm、至少2.0mm、至少3.0mm、至少4.0mm或至少5.0mm。
188.实施例132根据实施例130至131中任一项所述的等离子焊接设备,其中所述预定距离不大于15.0mm、不大于14.0mm、不大于13.0mm、不大于12.0mm、不大于11.0mm或不大于10.0mm。
189.实施例133根据实施例107至129中任一项所述的等离子焊接设备,其中所述机械运动模块包括一个或多个对齐杆。
190.实施例134根据实施例133所述的等离子焊接设备,其中所述静止管件支架包括一个或多个对齐杆,并且其中所述可动管件支架包括一个或多个对齐杆。
191.实施例135根据实施例134所述的等离子焊接设备,其中所述静止管件支架的所述一个或多个对齐杆和所述可动管件支架的所述一个或多个对齐杆配置为邻接、接合或以其他方式相互作用以对齐所述静止管件支架和所述可动管件支架。
192.实施例136根据实施例134所述的等离子焊接设备,其中所述静止管件支架的所述一个或多个对齐杆和所述可动管件支架的所述一个或多个对齐杆配置为选择性地延伸并引导所述第一型材和所述第二型材相互接触,使得所述第一型材和所述第二型材的所述端部接触表面接触,并且所述第一型材和所述第二型材轴向地对齐。
193.实施例137根据实施例136所述的等离子焊接设备,其中所述静止管件支架的所述一个或多个对齐杆和所述可动管件支架的所述一个或多个对齐杆延伸以引导所述第一型材和所述第二型材相互接触,使得所述第一型材和所述第二型材的所述端部接触表面接触,并且所述第一型材和所述第二型材在应用所述等离子处理期间轴向地对齐。
194.该书面描述使用包括最佳模式的实例来说明所述实施例,并且还使本领域的普通技术人员能够实现和使用本发明。本专利范围由权利要求书限定,并且可以包括本领域技术人员想到的其他实例。这些其他实例,如果它们具有与权利要求书的书面语言并无差异的结构元件,或者如果它们包括与权利要求书的书面语言并无实质性区别的等价结构元件,则它们意图在权利要求书的范围内。
195.需注意,并非所有上述一般说明或实例中的行为都是必需的,可能不一定需要具体行为的一部分,并且除描述的那些行为外,还可执行一个或多个进一步的行为。此外,所列行为的次序不一定是它们所执行的次序。
196.在上述说明书中,参考具体实施例描述了这些概念。然而,本领域普通技术人员理解,可以在不脱离下面权利要求书所述的本发明的范围的情况下进行各种修改和变化。因此,说明书和附图被视为例示性的而非限制性的,并且所有这些修改都将被包括在本发明的范围内。
197.如本文所用,术语“由...构成”、“包括”、“包含”、“具有”、“有”或它们的任何其他变型旨在涵盖非排他性的包含之意。例如,包含特征列表的工艺、方法、物件或装置不一定仅限于相应的特征,而是可包括没有明确列出或这类工艺、方法、物件或装置所固有的其他特征。另外,除非另有明确说明,否则“或”是指包括性的“或”而非排他性的“或”。例如,以下任何一项均可满足条件a或b:a为真(或存在的)而b为假(或不存在的)、a为假(或不存在的)而b为真(或存在的),以及a和b两者都为真(或存在的)。
198.而且,使用“一个”或“一种”来描述本文所述的要素和组分。这样做仅是为了方便并且给出本发明范围的一般性意义。除非很明显地另指他意,否则这种描述应被理解为包括一个或至少一个,并且单数也包括复数。
199.上面已经参考具体实施例描述了益处、其他优点及问题的解决方案。然而,益处、优点、问题的解决方案及可使任何益处、优点或解决方案被想到或变得更加显著的任何特征都不被认为是任何或所有权利要求的关键、所需或必要的特征。
200.在阅读本说明书之后,本领域的技术人员会理解,本文中为清楚起见而在单独实施例的上下文中描述的某些特征,也可在单个实施例中以组合的方式来提供。相反地,为简明起见而在单个实施例的上下文中描述的各种特征也可单独地提供,或以任何子组合的方式来提供。此外,对以范围表示的值的引用包括该范围内的每个值和所有各值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1