用于制造纤维强化的构件的设备的制作方法
1.本发明涉及一种用于根据三维的卷绕方法来制造纤维强化的构件的设备,其中,所述设备包括至少一个计算机控制的卷绕机,该卷绕机用于利用在至少一个卷轴上提供的线状的连续纤维条以至少一种卷绕图案来缠绕至少一个布置在旋转轴上的纤维支架。此外,本发明按照权利要求13涉及一种用于在纤维支架上产生卷绕图案的方法。
背景技术:
2.由文献de 10 2017 222 479 a1已知一种用于根据三维的卷绕方法来制造纤维强化的构件的设备以及一种用于在纤维支架上产生卷绕图案的方法。因此,文献de 10 2017 222 479 a1描述了一种机械手,用该机械手将由纤维合成复合材料构成的纱线卷绕到芯部上,以便构造构件。在此,将所述芯部容纳在机械臂上,其中所述芯部在用纱线来缠绕的期间由机械臂导引或者所述芯部被容纳在轴上,其中所述纱线由机械臂导引,以便用纱线来缠绕所述芯部。
3.文献de 10 2017 005 754 a1描述了一种用于根据三维的卷绕方法来制造纤维强化的构件的设备。所述能三维地运动的卷绕机居中地定位在环形的保持架中,其中沿着所述保持架的圆周固定有多个能转动的板形的支架元件,以便从外部用纤维支架来装备。所述纤维支架在装备之后朝向卷绕机。在所述卷绕机上固定有具有连续纤维条的卷轴单元,其中所述卷绕机的头部用于导引连续纤维条并且用于利用连续纤维条来三维地缠绕纤维支架。所述纤维支架的缠绕在此逐渐地根据用纤维支架来装备的支架元件的环形布置而进行。
技术实现要素:
4.现在从之前所描述的现有技术出发,本发明的任务是,改进一种根据三维的卷绕方法来制造纤维强化的构件的设备以及一种用于在纤维支架上产生卷绕图案的方法,从而使得所述设备和方法的突出之处在于在制造纤维强化的构件时的更高的效率。
5.该任务从设备技术的眼光看从权利要求1的前序部分出发结合其特征部分的特征来解决。从方法技术的眼光看,该任务从并列的权利要求13的前序部分出发结合其特征部分的特征来解决。相应紧随其后的从属权利要求分别反映了本发明的有利的改进方案。
6.按照本发明,提出一种用于根据三维的卷绕方法来制造纤维强化的构件的设备,其中,该设备包括至少一个计算机控制的卷绕机,所述卷绕机用于利用在至少一个卷轴上提供的线状的连续纤维条以至少一种卷绕图案来缠绕布置在旋转轴上的纤维支架。按照本发明规定,所述至少一个卷绕机是具有多个转动轴的机械臂,所述机械臂同时铺设至少两根纤维条,其中至少一个机械臂用于将至少两根纤维条同时分布地铺设在至少两个分别布置在单独的旋转轴上的纤维支架上并且/或者用于将至少两根纤维条同时铺设在仅仅一个布置在单独的旋转轴上的纤维支架上。尤其所述至少一个卷绕机是有六个转动轴的机械臂。特别地,相应的旋转轴形成所述设备的第七轴,相应的纤维支架在铺设纱线时围绕该第
七轴旋转。由此,可以提高有待同时制造的构件的数量或者降低单个构件的制造持续时间。在同时并行地将两根或者更多根纤维条铺设在相应的纤维支架上时,通过对于两个或者更多个纤维支架的并行的缠绕的组合可以实现制造速度的翻倍。进行所述制造过程的多维的平行化,由此能够作为由纤维支架的数量m和有待铺设的纤维条的数量的乘积来提高制造速度。
7.在此,所述设备能够具有至少一个装置,该装置用于在与相应的纤维条的在卷轴与纤维支架之间的输送方向的无关情况下维持能预先设定的纤维条张力。借助于所述装置,不仅在开卷时、也就是在输送相应的纤维条时而且在倒卷时、也就是在重新卷绕过剩地抽出的纤维条时都能够维持相应的纤维条的能预先设定的纤维条张力。
8.为此,所述至少一个装置能够包括至少一个电子调节的同步马达,所述同步马达驱动所述卷轴。同步马达有利地适合于以下应用情况,在所述应用情况中要求不取决负荷的稳定的转速,如在维持纤维条张力时就是这种情况一样。此外,同步马达实现所述用于维持纤维条张力的装置的一种紧凑的且有效的设计方案,这反映在所述至少一个装置的总重中。每根卷轴由电子调节的同步马达来驱动。
9.特别地,所述至少一个装置能够包括至少一个用于探测纤维条张力的传感器单元和至少一个用于根据所探测到的纤维条张力对至少一个同步马达进行操控的计算单元。所述至少一个传感器单元优选无接触地工作,以便使对有待探测的纤维条张力的影响最小化。
10.按照一种优选的实施方式,所述至少一个用于维持纤维条张力的装置能够与用于容纳至少一个卷轴的容纳单元连接。在所述容纳单元上能够布置至少一个承载有待开卷的纤维条的卷轴。优选所述卷轴传力锁合地与同步马达相连接。特别优选的是,能够在所述容纳单元上布置两个或更多个卷轴,所述卷轴分别传力锁合地与相应的驱动的同步马达相连接。由此,可以相应地提高有待同时制造的纤维强化的构件的数量。对于所述容纳单元上的同步马达的操控能够通过共同的计算单元来进行。作为替代方案,能够通过单独的计算单元来操控所述同步马达中的每个同步马达。
11.特别地,所述至少一个卷轴能够与至少一个机械臂间隔距离地布置。这种布置方式具有以下优点:所述至少一个在空间上相对于机械臂间隔距离地布置的卷轴没有形成应该由所述机械臂承载的附加质量。在进行外部的材料储存时,所述机械臂仅仅承载一个铺设单元,用该铺设单元在缠绕且铺设在纤维支架上时导引所述纤维条。用至少一个卷轴,所述至少一个用于维持纤维条张力的装置连同容纳至少一个卷轴的容纳单元也相应地与机械臂间隔距离地布置。
12.按照一种作为替代方案的实施方式,所述至少一个卷轴能够布置在至少一个机械臂上。这种布置方式具有以下优点:将自由的纱线长度、也就是卷轴与纤维支架之间的间距保持得较小并且实现所述机械臂的更高的运动速度。在此,不仅所述至少一个用于维持纤维条张力的装置而且所述至少一个卷轴都直接在机器械手头部、也就是机械臂的自由端部上被带动。
13.按照另一种作为替代方案的实施方式,所述旋转轴能够布置在机械臂上,所述纤维支架布置在所述旋转轴上。按照这种布置方式,设置有外部的材料储存,对于所述外部的材料储备来说除了至少一个卷轴之外所述至少一个用于维持纤维条张力的装置连同容纳
单元也相应地在空间上与机械臂间隔距离地布置。
14.特别是为了基本上低摩擦地输送相应的纤维条,能够在所述至少一个机械臂上布置至少一个导纱眼(fadenauge)。这在输送纤维条时是重要的,因为所述纤维条是预浸渍的线状的半成品、比如长丝浸渍体半成品、yampreg半成品、单一带式半成品或者预浸渍体半成品。使用预浸渍的半成品,因为由此与传统的湿卷绕方法相比可以产生高了多达10倍的卷绕速度。由于所述预浸渍的纤维条的粘性以及三维的卷绕方法的使用以及构件的围绕旋转轴的旋转,能够在构件的大地测量的线条之外产生弯曲的卷绕幅面。
15.按照一种优选的改进方案,至少两个纤维支架能够基本上彼此平行地布置在单独的旋转轴上。为此,能够设有转向架,该转向架包括至少两个被驱动的旋转轴,在所述旋转轴上分别布置有一个纤维支架。在此,能够运行多个平行的、以同种方式受控制的旋转轴,在所述旋转轴上分别布置有一个纤维支架并且所述纤维支架由此能够围绕其卷绕轴旋转。所有平行的旋转轴同步地或者几乎同步地旋转,从而用控制指令能够同时触发所述转向架上的所有旋转轴。所述承载卷轴的容纳单元在此为了操控相应的同步马达而能够分别具有用于维持纤维条张力的装置。
16.在出现所述卷绕轴的平稳的同步并且外部干扰的影响、比如像有待制造的构件的几何形状偏差或者或者相同的开卷状态、也就是卷轴的直径等等受到限制的前提下,能够实现一种简化的布置方式,在该简化的布置方式中使用所述承载卷轴的容纳单元连同仅仅一个用于为卷轴维持纤维条张力的装置。所述同步马达在此能够由刚好一个用于维持纤维条张力的装置来调节。
17.特别有利的是一种用于制造纤维强化的构件的设备的、具有由卷轴组件和纤维支架组件构成的组合的设计方案。因此,能够如此设置所述卷轴组件,从而在容纳单元上矩阵状地布置有多个卷轴,也就是说,至少两个卷轴在一行中并排地布置并且至少两个卷轴在一列中上下布置,其中从分别处于一行中的卷轴上平行化地抽出纤维条。所述纤维支架组件能够具有至少两个有待缠绕的纤维支架,所述纤维支架布置在至少两个彼此平行地布置的旋转轴上。从相应的布置在一行中的卷轴上向相应的纤维支架输送相应地平行化的纤维条。由此,可以实现制造过程的多维的平行化,通过所述制造过程能够以纤维支架的数量和纤维条的数量的乘积的程度来提高制造速度。
18.尤其两个机械臂能够彼此对置地布置,所述两个机械臂用于分别将至少一根纤维条相反地铺设在在这两个机械臂之间布置在旋转轴上的纤维支架上。所谓“相反地铺设”是指同时镜像对称地或者反向地将相应的纤维条关于所述纤维支架的对称轴线铺设在布置在所述旋转轴上的纤维支架上。在此,所述纤维支架的对称轴线应该与旋转轴重合。为了提高效率,两个彼此对置的机械臂能够用于相反地分别将两根或更多根纤维条铺设在在这两个机械臂之间布置在旋转轴上的纤维支架上。
19.此外可以想到,两个纤维支架能够并排地布置在一个共同的旋转轴上。在此,能够分布地将至少各两根平行化的纤维条铺设在两个在机械臂之间布置在旋转轴上的纤维支架上。
20.此外,开头所提出的任务通过一种具有权利要求13的特征的方法来解决。
21.按照权利要求13,提出一种用于利用根据权利要求1到12中任一项所述的设备在纤维支架上产生卷绕图案的方法,其中利用所述设备将偶数倍的平行化的纤维条、但是至
少两根纤维条卷绕到至少一个纤维支架上。
22.为此能够规定,在卷绕过程期间在与纤维条在卷轴与纤维支架之间的纤维输送方向无关的情况下维持能预先设定的纤维条张力。借助于所述用于维持纤维条张力的装置,不仅在开卷时、也就是在输送相应的纤维条时而且在倒卷时、也就是在重新卷绕过剩地抽出的纤维条时能够维持相应的纤维条的能预先设定的纤维条张力。为此,所述至少一个装置能够包括至少一个电子调节的同步马达,所述同步马达驱动卷轴,从所述卷轴上抽出所述纤维条。为了操控所述至少一个同步马达,借助于传感器单元来探测所述纤维条张力并且由所述至少一个装置的计算单元进行测评,以便根据所述纤维条张力来操控同步马达。
23.尤其是能够在将纤维条分布地平行化地铺设在彼此平行地布置的纤维支架上时如此操控至少一个具有多个转动轴的机械臂的两个转动轴,从而使得这两个转动轴在整个卷绕过程期间以恒定的角度运行。在此,从彼此平行地布置在容纳单元上的卷轴上抽出两根或者更多根纤维条,用所述纤维条来缠绕所述彼此平行地布置的纤维支架。为了保证所有所抽出的纤维条相应精确地平行地运行、在纤维支架与相应的卷轴之间具有相同的长度或者相同的间距并且到达纤维支架上的相同的点处,所述机械臂的运动特性受到限制。尤其所述至少一个机械臂具有六根旋转轴。
24.借助于按照本发明的设备以及按照本发明的方法,可以制造用于车辆的底盘的尤其纤维强化的构件。特别是具有明确的、尽可能恒定的负荷流的构件可以通过所述设备或者方法来制造,其中所述负荷流被限于少量占优势的负荷方向。比如所有类型的多点式导杆、两点式导杆、三点式导杆、四点式导杆或者五点式导杆能够用这种方法来产生。产生具有最小的质量以及同时高的强度值及刚性值的功能构件。
附图说明
25.本发明的在下面得到阐述的有利的实施方式在附图示出。附图示出:
26.图1a-1e是构造为多点式导杆的纤维强化的构件的示意图;
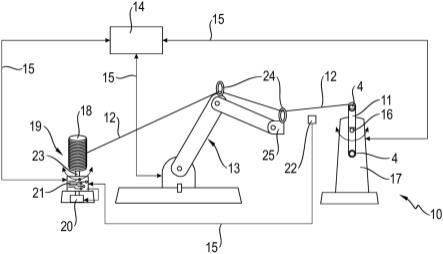
27.图2是用于根据三维的卷绕方法来制造纤维强化的构件的设备的示意图;
28.图3是按照另一种实施方式的、按照图2的设备的示意图;
29.图4是按照第三种实施方式的、按照图2的设备的示意图;
30.图5是用于平行化地将两根纤维条铺设在两个纤维支架上的设备的示意图;
31.图6是按照图5的设备的一种改进方案的示意图;
32.图7是用于平行化地将两根纤维条铺设在一个纤维支架上的设备的示意图;并且
33.图8是按照另一种实施方式的、用于平行化地将两根纤维条铺设在一个纤维支架上的设备的示意图。
34.以下相同的或者功能相同的构件或组件使用相同的附图标记。
具体实施方式
35.在图1a到1e中示出了构造为多点式导杆的纤维强化的构件1的示意图。因此,图1a示出了构造为两点式导杆的底盘结构构件1。所述底盘结构构件1包括本体2,该本体具有至少两个负荷导入区域4,所述负荷导入区域通过连接结构3彼此连接。所述本体2的连续结构3尤其能够是空心型材。所述本体2基本上确定车辆结构构件1的基本形状。在图1b到1c中示
范性地示出了构造为三点式导杆的底盘结构构件1的两种变型方案。在图1d到1e中示范性地示出了构造为四点式导杆或者构造为五点式导杆的底盘结构构件1。构造为多点式导杆的底盘结构构件1能够将底盘中和/或车轮悬架中的运动点连接起来并且传递运动和/或力。在此,所述多点式导杆与底盘的另外的组成部分的连接能够借助于布置在负荷导入区域4中的活节实现。这些构件1由于其外形的对称性以及负荷导入区域4的布置方式而具有明确的基本上恒定的负荷流,所述负荷流限于少许占优势的负荷方向。这样的构件1作为纤维强化的构件的制造借助于三维的卷绕方法来进行,这允许制造具有最小的质量以及同时高的强度数值和刚性数值的功能构件。
36.下面对用于根据三维的卷绕方法来制造这样的纤维强化的构件1的设备10的不同的实施方式以及一种用于利用这种设备10在纤维支架11上产生卷绕图案的方法进行描述。
37.在图1中示意性地示出了一种用于根据三维的卷绕方法来制造纤维强化的构件1的设备10。所述纤维支架11形成构件1的核心元件,其中所述纤维支架11由泡沫材料制成,该泡沫材料用至少一个由纤维合成复合材料制成的线状的连续纤维条12(下面被称为纤维条)来缠绕。所述纤维支架11在此基本上预先设定有待制造的构件的轮廓,但没有履行承载的功能。所述图示示出了纤维支架11连同已经布置在其上面的、处于负荷导入区域4中的活节元件。所述铺设以一种或者多种不同的卷绕图案来进行,其中为每种卷绕图案分配了特定的、影响构件1的一种或多种机械特性的任务。
38.所述设备10包括至少一个计算机控制的卷绕机,所述卷绕机是具有六个转动轴的机械臂13。为了操控至少一个机械臂13而设置了控制单元14,该控制单元通过信号线或总线系统15与机械臂13进行通信。在转向架7的被驱动的旋转轴16上布置有所述纤维支架11,所述至少一根纤维条12以至少一种能够通过控制单元14预先设定的卷绕图案被卷绕到所述纤维支架上。所述旋转轴16的驱动同样能够由控制单元14通过总线系统15来操控。所述转向架的旋转轴16形成设备10的第七转动轴。所述至少一根纤维条12在至少一个卷轴18上提供。所述卷轴18在空间上与机械臂13间隔距离地布置。
39.此外,所述设备10包括至少一个用于维持能预先设定的纤维条张力的装置19。相应的装置19包括驱动马达、计算单元21以及至少一个用于探测纤维条张力的传感器单元22。所述卷轴18不可相对转动地布置在轴23上,该轴由构造为电子调节的同步马达20的驱动马达驱动。从卷轴18上抽出的纤维条12基本上无摩擦地经由布置在机械臂13上的导纱眼24输送给纤维支架11。为了监控纤维条张力,沿着所述至少一根纤维条12的在卷轴18上的开卷点与纤维支架11上的铺设点之间的自由路径布置有至少一个传感器单元22。
40.所述计算单元21用于对至少一个传感器单元22的信号进行测评并且根据所探测到的纤维条张力来操控至少一个同步马达20。通过计算单元21来操控所述至少一个同步马达20,这允许维持能预先设定的纤维条张力。这是必要的,以便避免所述纤维条12的通过机械臂13的运动所引起的拉长或缩短。为此,所述机械臂13的控制单元14能够通过总线系统15与计算单元21相连接,以便将具有六个转动轴的机械臂13的运动分布传递给计算单元21。由此,能够提高以下精确度,以所述精确度通过对于同步马达20的操控来维持所述纤维条张力。所述由同步马达20驱动的卷轴18可以如此运行,从面能够通过旋转方向改变来交替地进行所述纤维条12的开卷和倒卷。
41.图3中的图示示意性地示出了按照图2所示的设备10的另一种实施方式。所述设备
10的这种实施方式与前面所描述的实施方式的区别在于所述至少一个卷轴18和用于维持至少一个纤维条12的能预先设定的纤维条张力的装置19的、有偏差的定位。所述卷轴18和装置19布置在机械臂13的头部25上并且由其带动。这种布置的优点在于纤维条12的较短的自由的行程长度,由此对于所述同步马达20的操控得到简化。此外,由此可以提高所述机械臂13的运动速度。
42.在图4中示意性地示出了按照图2所示的设备10的第三种实施方式。在此,与所述设备10的前面所描述的实施方式有区别的是,所述旋转轴16布置在机械臂13的头部25上,所述至少一个纤维支架12可旋转地布置在所述旋转轴16上。所述卷轴18以及所述用于维持纤维条张力的装置19在空间上与机械臂13间隔距离地布置。
43.在按照图2和图3的实施方式中,至少一根纤维条12通过机械臂13来导引并且所述至少一个有待缠绕的纤维支架11布置在转向架的至少一个被驱动的旋转轴16上,而按照这种在图4中示出的第三实施方式所述纤维支架11则由机械臂13来导引。
44.图5示意性地示出了所述用于平行化地将两根纤维条12铺设在两个纤维支架11上的设备10。通过m倍平行化地将纤维条铺设在多个平行地定向的纤维支架11上这种方式,实现所述用于在纤维支架11上产生卷绕图案的方法的效率提高并且由此实现所述构件1的制造的效率提高。在此,所述设备10基于借助于图3所描述的实施方式。在所述机械臂13的头部25上布置有容纳单元26,其用于垂直地上下容纳两个或更多个卷轴18。在此,根据所述卷轴18的数量,两个或者更多个用于维持纤维条张力的、如上面已经描述的那样的装置19与容纳单元26相连接。每个装置19用于维持相应的从卷轴18上抽出的纤维条12的纤维条张力。所述转向架17根据列状地上下布置的卷轴18的数量而包括两个或更多个被驱动的旋转轴16,在所述旋转轴上分别布置了一个纤维支架11。在此,所述控制单元14以如此方式操控旋转轴16的驱动设备(所述旋转轴16形成设备10的第七转动轴)),从而以相同方式运行所述转向架的彼此平行的旋转轴16。所述装置19的计算单元21以如此方式操控驱动轴23的同步马达20,从而使得纤维条输送过程从所述平行地由容纳单元26容纳的卷轴18上同样以相同方式进行。优选所有彼此平行地定向的旋转轴16或者轴23能够同步地旋转,从而能够用控制指令同时触发所有的旋转轴16或者轴23。
45.图6中的图示示意性地示出了按照图5所示的设备10的一种改进方案。在此,如果在输送纤维条时能够通过自身的操控产生所述旋转轴16的平稳的同步,则能够实现所述设备10的结构的简化。此外,在实现所述设备10的这种改进方案时,应该实现对于通过外部干扰、像比如几何形状偏差引起的影响的限制、基本上相同的开卷状态、也就是卷轴18的基本上相同的直径等等。在考虑到这些前提中的至少一个前提的情况下,所述设备10的一种简化的设计方案能够在于,该设备能够用仅仅一个装置19、但是用两个或更多个用于驱动卷轴18的同步马达20来运行。
46.用在图5和图6中示出的设备10,能够在相同的总制造时间里用仅仅一条机械臂13来实施多个数量为m的构件1的平行的制造。每个构件1的制造时间能够降低到总时间的第m个部分。
47.图7示意性地示出了所述设备10的一种实施方式,该设备用于平行化地将两根纤维条12铺设在一个单独的纤维支架11上。所述容纳单元26承载至少两个以水平的行并排地布置的卷轴18。在此,所述纤维条12的铺设根据相应有待产生的卷绕图案在几乎平行的铺
设幅面上、也就是以各根纤维条12的小的空间上的偏移来进行。整个构件1通常由不同的卷绕图案所组成,所述卷绕图案又由多条平行的纤维条幅面(卷绕轨道)构建。由此,这些三维的所卷绕的构件1的基本的设计原理非常好地适合于纤维条12的平行化。在此,两根或者更多根纤维条12能够由相应数量的用于维持纤维条张力的装置19以小的空间间距平行地铺设在一个单独的纤维支架11上。由此,能够用x根平行的纤维条12通过x/n条卷绕轨道(wickelorbit)来产生相应的卷绕图案。
48.尤其通过在图5或图6中示出的实施方式与在图7中示出的实施方式的组合可以实现制造过程的多维的平行化,通过所述制造过程能够以纤维支架11的数量与纤维条12的数量的乘积的程度提高制造程度。
49.图8示意性地示出了按照另一种实施方式的设备10,该设备用于平行化地将两根纤维条12铺设在一个单独的纤维支架11上。在此设置有两个机械臂13,所述机械臂同时将至少一根纤维条12卷绕到布置在转向架17上的纤维支架11上。所述两个机械臂13彼此对置地布置,从而使得所述转向架17处于其之间。所述控制单元14用于操控两个机械臂13,以便相反地分别将至少一根纤维条12铺设在在这两个机械臂13之间布置在旋转轴16上的纤维支架11上。所谓“在纤维支架11上相反地铺设”是指同时镜像对称地或者反向地将相应的纤维条12关于所述纤维支架的对称轴线铺设在布置在所述旋转轴16上的纤维支架11上。因此,在所示出的实施例中,针对构造为四点式导杆的构件1缠绕所述纤维支架11。在此,比如同时分别缠绕两个彼此对置的负荷导入区域4。这也相应地适用于构件1的本体2。这种实施方式同样可以得到改进,方法是:在所述机械臂13的头部25上分别布置一个用于容纳两个或者更多个卷轴18的容纳单元26。通过相应的机械臂13铺设两根或更多根纤维条12,这在此相应地如示范性地借助于按照图7的实施方式所描述的那样平行化地进行。
50.附图标记列表:
[0051]1ꢀꢀꢀꢀ
构件
[0052]2ꢀꢀꢀꢀ
本体
[0053]3ꢀꢀꢀꢀ
连接结构
[0054]4ꢀꢀꢀꢀ
负荷导入区域
[0055]
10
ꢀꢀꢀ
设备
[0056]
11
ꢀꢀꢀ
纤维支架
[0057]
12
ꢀꢀꢀ
纤维条
[0058]
13
ꢀꢀꢀ
机械臂
[0059]
14
ꢀꢀꢀ
控制单元
[0060]
15
ꢀꢀꢀ
总线系统
[0061]
16
ꢀꢀꢀ
旋转轴
[0062]
17
ꢀꢀꢀ
转向架
[0063]
18
ꢀꢀꢀ
卷轴
[0064]
19
ꢀꢀꢀ
用于维持纤维条张力的装置
[0065]
20
ꢀꢀꢀ
同步马达
[0066]
21
ꢀꢀꢀ
计算单元
[0067]
22
ꢀꢀꢀ
传感器单元
[0068]
23
ꢀꢀꢀ
轴
[0069]
24
ꢀꢀꢀ
导纱眼
[0070]
25
ꢀꢀꢀ
机械臂13的头部
[0071]
26
ꢀꢀꢀ
容纳单元
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1