一种热塑性强韧发泡胶布的制备方法与流程
1.本发明涉及发泡胶布领域,尤其涉及一种热塑性强韧发泡胶布的制备方法。
背景技术:
2.发泡胶布有两层和三层结构,两层结构分为胶层(上层)及泡沫层(下层),三层结构分为胶层(上层)、泡沫层(中层)、胶层(下层)。发泡胶布具有重量较轻,体积较大的特点。目前,在现有技术中,发泡胶布的制备工艺无法保证胶布成品在具有良好物理性能的同时还能够保持极佳的弹性,导致发泡胶布应用受限,制约了发泡胶布行业的进一步发展。因此,开发一种物性良好,能够达到人造革标准,又兼具弹性体的高弹性热塑性发泡胶布是目前发泡胶布领域亟待解决的主要问题。
技术实现要素:
3.为解决上述问题,本发明提供了一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
4.1)将主料按比例混合;
5.2)将混合后的主料高速搅拌200~350s,再进行密炼胶化;
6.3)采用四棍压延机,在130~180℃的条件下对物料进行压延,然后再经过压花、冷却和卷取,制得胶布半成品;
7.4)采用发泡炉,在180~230℃的条件下对胶布进行发泡压花;
8.5)采用处理机,对胶布进行表面处理;
9.6)采用压花机,对胶布进行压花;
10.7)采用处理机,对胶布进行表面处理。
11.优选地,所述主料由以下重量份的原料构成:
12.热塑性弹性体10~100份,
13.聚氯乙烯树脂10~100份,
14.填充剂0~40份,
15.增塑剂20
‑
80份,
16.热稳定剂1~5份,
17.发泡剂3~20份,
18.发泡助剂0~5份,
19.泡孔调整剂0~5份。
20.进一步地,对成品胶布进行二次表面处理,以满足不同类型产品的需要。
21.进一步地,所述热塑性弹性体为苯乙烯类热塑性弹性体、烯烃类热塑性弹性体、二烯类热塑性弹性体、氯乙烯类热塑性弹性体、聚氨酯类热塑性弹性体中的一种或几种。
22.进一步地,所述填充剂为碳酸钙、陶土、滑石、硅藻土、二氧化硅、云母粉、石棉中的一种或几种。
23.进一步地,所述增塑剂为邻苯二甲酸酯类增塑剂、脂肪族/芳香族单羧酸酯类增塑剂、脂肪族类增塑剂、二羧酸酯类增塑剂、聚酯类增塑剂、多羧酸酯类增塑剂、磷酸酯类增塑剂、多元醇酯类增塑剂、环已烷酯类增塑剂中的一种或几种。
24.进一步地,所述热稳定剂为有机锡稳定剂、钙锌稳定剂、钡锌稳定剂、稀土稳定剂、混合金属稳定剂中的一种或几种。
25.进一步地,所述发泡剂为碳酸盐类发泡剂、柠檬酸盐类发泡剂、亚硝基盐类发泡剂、偶氮类发泡剂、磺酰肼类发泡剂中的一种或几种。
26.进一步地,所述发泡助剂为尿素类发泡助剂、磷酸酯类发泡助剂、有机酸类发泡助剂、金属盐类发泡助剂中的一种或几种。
27.进一步地,所述泡孔调整剂为季铵盐、磺酸盐、羧酸盐、甜菜碱、脂肪醇聚氧乙烯醚、壬基酚聚氧乙烯醚、环氧乙烷/环氧丙烷共聚物、烷醇酰胺中的一种或几种。
28.本发明采用苯乙烯类热塑性弹性体、烯烃类热塑性弹性体、二烯类热塑性弹性体、氯乙烯类热塑性弹性体、聚氨酯类热塑性弹性体等热塑性弹性体及聚乙烯树脂原料作为发泡胶布的主要原料之一。热塑性弹性体具有硫化橡胶的物理机械性能和软质塑料的工艺加工性能,不需经过热硫化,经过简单的加工即可制成最终产品。热塑性弹性体的采用,简化了本发明热塑性强韧发泡胶布的制备方法和生产成本,为成品提供了良好的弹性。而聚氯乙烯树脂则为本发明的发泡胶布提供了良好的化学稳定性。
29.本发明采用碳酸钙、陶土、滑石、硅藻土、二氧化硅、云母粉等原作为填充剂,为本申请所述热塑性强韧发泡胶布的制备起到了增强和增量的作用。填充剂能够减少成品发泡胶布中的细小缝隙,增强原料间的结合强度,以达到使制品的机械力学性能显着提高的物质。
30.本发明采用有机锡稳定剂、钙锌稳定剂、钡锌稳定剂、稀土稳定剂、混合金属稳定剂作为热稳定剂,从而降低成型温度,抑制原料的分解。
31.本发明采用邻苯二甲酸酯类增塑剂、脂肪族/芳香族单羧酸酯类增塑剂、脂肪族类增塑剂、二羧酸酯类增塑剂、聚酯类增塑剂、多羧酸酯类增塑剂、磷酸酯类增塑剂、多元醇酯类增塑剂、环已烷酯类增塑剂作为增塑剂,与本发明采用的其他助剂发挥了良好的协同作用。本发明的增塑剂不仅能够增加发泡胶布的柔韧性,还能增大其伸长率,降低拉伸强度。
32.本发明采用碳酸盐类发泡剂、柠檬酸盐类发泡剂、亚硝基盐类发泡剂、偶氮类发泡剂、磺酰肼类发泡剂,产生气泡,形成发泡层。
33.本发明采用尿素类、磷酸酯类、有机酸类、金属盐类作为发泡助剂,活化发泡剂,改善发泡效果。
34.本发明采用季铵盐类、磺酸盐类、羧酸盐类、甜菜碱类、脂肪醇聚氧乙烯醚、壬基酚聚氧乙烯醚、环氧乙烷/环氧丙烷共聚物、烷醇酰胺作为泡孔调整剂,保持泡孔稳定性,提供较佳的回弹性。
35.与现有技术相比,本发明具有以下有益效果:
36.本发明通过合理的选用热塑性弹性体与聚氯乙烯原料种类并调整各组分间的配比,使原料成为了一个有机整体,原料之间产生了良好的协同效应,使得最终成品发泡胶布的物性达到了人造革的标准,同时还兼具弹性体的高弹性特性。且本发明提供的制备方法,工艺简单,成本低廉,确保了成品胶布的良好品质,扩大了其应用范围,延长了使用寿命,为
企业带来了较高的经济效益,推动了发泡胶布行业的进一步发展。
具体实施方式
37.本发明提供了一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
38.1)将主料按比例混合;
39.2)将混合后的主料高速搅拌200~350s,再进行密炼胶化;
40.3)采用四棍压延机,在130~180℃的条件下对物料进行压延,然后再经过压花、冷却和卷取,制得胶布半成品;
41.4)采用发泡炉,在180~230℃的条件下对胶布进行发泡压花;
42.5)采用处理机,对胶布进行表面处理;
43.6)采用压花机,对胶布进行压花;
44.7)采用处理机,对胶布进行表面处理。
45.在一个实施例中,所述主料由以下重量份的原料构成:
46.热塑性弹性体10~100份,
47.聚氯乙烯树脂10~100份,
48.填充剂0~40份,
49.增塑剂20~80份,
50.热稳定剂1~5份,
51.发泡剂3~20份,
52.发泡助剂0~5份,
53.泡孔调整剂0~5份。
54.在一个实施例中,对成品胶布进行二次表面处理。
55.在一个实施例中,所述热塑性弹性体为苯乙烯类热塑性弹性体、烯烃类热塑性弹性体、二烯类热塑性弹性体、氯乙烯类热塑性弹性体、聚氨酯类热塑性弹性体中的一种或几种。
56.在一个实施例中,所述填充剂为碳酸钙、陶土、滑石、硅藻土、二氧化硅、云母粉、石棉中的一种或几种。
57.在一个实施例中,所述增塑剂为邻苯二甲酸酯类增塑剂、脂肪族/芳香族单羧酸酯类增塑剂、脂肪族类增塑剂、二羧酸酯类增塑剂、聚酯类增塑剂、多羧酸酯类增塑剂、磷酸酯类增塑剂、多元醇酯类增塑剂、环已烷酯类增塑剂中的一种或几种。
58.在一个实施例中,所述热稳定剂为有机锡稳定剂、钙锌稳定剂、钡锌稳定剂、稀土稳定剂、混合金属稳定剂中的一种或几种。
59.在一个实施例中,所述发泡剂为碳酸盐类发泡剂、柠檬酸盐类发泡剂、亚硝基盐类发泡剂、偶氮类发泡剂、磺酰肼类发泡剂中的一种或几种。
60.在一个实施例中,所述发泡助剂为尿素类发泡助剂、磷酸酯类发泡助剂、有机酸类发泡助剂、金属盐类发泡助剂中的一种或几种。
61.在一个实施例中,所述泡孔调整剂为季铵盐、磺酸盐、羧酸盐、甜菜碱、脂肪醇聚氧乙烯醚、壬基酚聚氧乙烯醚、环氧乙烷/环氧丙烷共聚物、烷醇酰胺中的一种或几种。
62.以下结合实施例对本发明提供的热塑性强韧发泡胶布的制备方法进行进一步说
明。
63.实施例1
64.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
65.1)按以下质量份数称取主料并按比例混合;
66.苯乙烯类热塑性弹性体80份,
67.聚氯乙烯树脂80份,
68.碳酸钙20份,
69.邻苯二甲酸二辛酯50份,
70.钙锌稳定剂5份,
71.发泡剂6份,
72.发泡助剂1份。
73.2)将混合后的主料高速搅拌350s,再进行密炼胶化;
74.3)采用四棍压延机对物料进行压延,压延温度为160℃,然后再经过压花、冷却和卷取,制得胶布半成品;
75.4)采用新型微凹处理机,对胶布进行表面处理;
76.5)采用发泡炉,对胶布进行发泡,发泡温度为200℃
77.6)采用压花机,对胶布进行压花压花,压花温度为200℃。
78.实施例2
79.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
80.1)按以下质量份数称取主料并按比例混合;
81.二烯类热塑性弹性体70份,
82.聚氯乙烯树脂90份,
83.硅藻土30份,
84.环己烷二甲酸二异壬基酯30份,
85.钡锌稳定剂5份,
86.发泡剂10份,
87.发泡助剂0.2份,
88.泡孔调整剂2.5份。
89.2)将混合后的主料高速搅拌300s,再进行密炼胶化;
90.3)采用四棍压延机对物料进行压延,压延温度为130℃,然后再经过压花、冷却和卷取,制得胶布半成品;
91.4)采用新型微凹处理机,对胶布进行表面水性处理;
92.5)采用发泡机,对胶布进行发泡,发泡温度为180℃;
93.6)采用压花机,对胶布进行压花,压花温度为145℃;
94.实施例3
95.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
96.1)按以下质量份数称取主料并按比例混合;
97.聚氨酯类热塑性弹性体100份,
98.聚氯乙烯树脂100份,
99.碳酸钙20份,
100.邻苯二甲酸二甲酯50份,
101.有机锡稳定剂3份,
102.发泡剂5份,
103.发泡助剂0.5份,
104.泡孔调整剂1.5份。
105.2)将混合后的主料高速搅拌550s,再进行密炼胶化;
106.3)采用四棍压延机对物料进行压延,压延温度为180℃,然后再经过压花、冷却和卷取,制得胶布半成品;
107.4)采用新型微凹处理机,对胶布进行表面处理;
108.5)采用发泡机,对胶布进行发泡,发泡温度为230℃;
109.6)采用压花机,对胶布进行压花,压花温度为190℃。
110.7)采用处理机,对强韧胶布进行表面水性处理凹版处理。
111.实施例4
112.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
113.1)按以下质量份数称取主料并按比例混合;
114.苯乙烯类热塑性弹性体50份,
115.聚氯乙烯树脂70份,
116.陶土20份,
117.偏苯三酸三辛酯50份,
118.混合金属稳定剂1份,
119.发泡剂5份,
120.泡孔调整剂1.5份。
121.2)将混合后的主料高速搅拌350s,再进行密炼胶化;
122.3)采用四棍压延机对物料进行压延,压延温度为150℃,然后再经过压花、冷却和卷取,制得胶布半成品;
123.4)采用处理机,对胶布进行表面水性微凹处理。
124.5)采用发泡炉,对胶布进行发泡压花,发泡温度为220℃;
125.6)采用处理机,对强韧胶布进行表面水性凹版处理。
126.实施例5
127.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
128.1)按以下质量份数称取主料并按比例混合;
129.苯乙烯类热塑性弹性体90份,
130.聚氯乙烯树脂60份,
131.碳酸钙10份,
132.邻苯二甲酸二酯40份,
133.有机锡稳定剂1份,
134.发泡剂10份,
135.发泡助剂2份,
136.泡孔调整剂2.5份。
137.2)将混合后的主料高速搅拌500s,再进行密炼胶化;
138.3)采用四棍压延机对物料进行压延,压延温度为160℃,然后再经过压花、冷却和卷取,制得胶布半成品;
139.4)采用发泡炉,对胶布进行发泡,发泡温度为220℃;
140.5)采用新型微凹处理机,对胶布进行表面水性处理;
141.6)采用压花机,对胶布进行压花,压花温度为175℃。
142.实施例6
143.一种热塑性强韧发泡胶布的制备方法,包括以下步骤:
144.1)按以下质量份数称取主料并按比例混合;
145.苯乙烯类热塑性弹性体85份,
146.聚氯乙烯树脂70份,
147.碳酸钙20份,
148.邻苯二甲酸二辛酯45份,
149.有机锡稳定剂2份,
150.发泡剂3份,
151.泡孔调整剂0.5份。
152.2)将混合后的主料高速搅拌450s,再进行密炼胶化;
153.3)采用四棍压延机对物料进行压延,压延温度为180℃,然后再经过压花、冷却和卷取,制得胶布半成品;
154.4)采用发泡炉,对胶布进行发泡压花,发泡温度为235℃;
155.5)采用新型微凹处理机,对胶布进行表面水性处理。
156.6)采用压花机,对胶布进行压花,压花温度为195℃。
157.7)采用处理机,对强韧胶布进行表面水性处理。
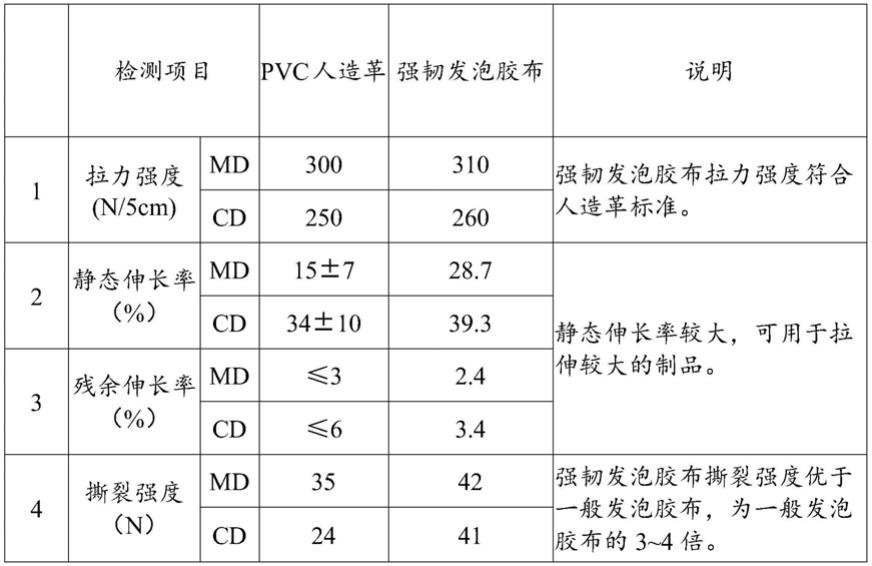
158.测试例1
159.分别以大众门板的标准对本申请所述热塑性强韧发泡胶布的力学性能进行测定并与pvc人造革进行比对,检测结果如下:
[0160][0161]
测试例2
[0162]
分别以大众中饰门板标准对本申请所述热塑性强韧发泡胶布的力学性能进行测定并与tpo胶布贴pp泡棉标准进行比对,检测结果如下
[0163][0164]
上述结果表明,本发明提供的强韧发泡胶布是以热塑性弹性体为基础,含有大量气泡的特种结构材料,这种独特的气固两相结构赋予了材料优良的力学性能、粘结性、抗冲击性能、质量比、隔音、隔热等优点,优于一般发泡材料。
[0165]
本发明提供的热塑性强韧发泡胶布的制备工艺简单,成本低。得到的成品热塑性强韧发泡胶布的物性能够达到人造革标准,同时兼具弹性体的高弹性特性。提高了成品胶布的品质,扩大了应用范围,延长了使用寿命,具有良好的工业化生产前景。
[0166]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1