一种自动冲压注塑成型裁切系统的制作方法
1.本发明涉及机械自动化技术领域,具体为一种自动冲压注塑成型裁切系统。
背景技术:
2.随着科技的不断进步和人力资源的缺少,在工业制作过程中,常常出现以下问题:一、通过人工手动将金属件埋入模具内成型的方式,射出成型周期长且不稳定,导致产能低,产品品质不稳定,产品异常频发;二、通过人工或自动化治具摆金属件,机械手将摆好的金属件然后埋入模具内成型,此方式射出成型周期稳定,但机械手从模具内退出后,金属件有偏摆掉落风险,导致产品生产不良情况的发生,时常会压坏模具,并不适用于所有产品状态;三、通过自动拉料,成型后卷成料盘,再移转到裁切治具上加工,这样浪费人力,并且卷料容易出现不良,浪费大,产品状态不稳定。
3.以上方式在成型周期上和产品品质方面都有一定的局限性,在注塑的过程中,发生异常的次数多,且注塑后还需去除料带,人工操作,效率低,人工劳动量大,产品产生损伤、混穴异常多,产品的生产效率低。
技术实现要素:
4.本发明的目的在于提供一种自动冲压注塑成型裁切系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种自动冲压注塑成型裁切系统,包括左右顺序排列的料带定位支架、冲压成型工作台、裁切回收部和注塑成型工作台,所述裁切回收部和注塑成型工作台的上方均铺设有供料部流道,所述冲压成型工作台设有冲压成型模具,所述注塑成型工作台设有注塑机;
6.所述裁切回收部包含裁切回收机台、裁切模具、废料回收部、废料折断结构和产品分穴回收部,所述裁切模具设置于裁切回收机台上并靠近注塑成型工作台设置,所述废料回收部设置于裁切模具的左侧,所述裁切模具和废料回收部之间设有废料输送器,所述裁切模具的下方设有前后滑动设置的第一产品输送结构,所述废料输送器的侧边设有废料折断结构,所述废料回收部的侧边设有产品分穴回收部,其与废料折断结构同侧设置,所述废料折断结构的远离废料输送器的侧边设有第二产品输送结构。
7.进一步优选,所述第一产品输送结构包含第一产品固定座和输送架,所述输送架的下方设有固定于裁切回收机台上前后设置的第一直线模组,所述输送架上固定有升降气缸,其活塞杆端与第一产品固定座固定连接。
8.进一步优选,所述废料折断结构包含折断气缸和第二产品固定座,多个所述折断气缸对称设置于第二产品固定座的前后两侧,所述折断气缸的活塞杆端连接有折断治具。
9.进一步优选,所述第二产品固定座的下方设有废料收集漏斗,其下方设有废料收集盒。
10.进一步优选,所述第二产品输送结构包含固定于裁切回收机台上的第二直线模
组,所述第二直线模组上左右滑动连接有固定板,所述固定板上设有两个左右排列的抓取气缸,所述抓取气缸的活塞杆端均连接有产品吸盘。
11.进一步优选,所述产品分穴回收部包含多个均匀阵列排列的产品回收穴,多个所述产品回收穴均连接有回收管道。
12.进一步优选,所述裁切模具的右侧设有ccd检测相机。
13.进一步优选,所述注塑成型工作台上设有多个送料器,所述送料器包含送料电机,所述送料电机的输出轴端连接有两个间隙设置的棘轮,所述废料输送器的结构与送料器的结构相同。
14.进一步优选,所述料带定位支架上固定有料盘,所述料带定位支架的下方设有移动小车。
15.进一步优选,所述裁切回收机台上设有防护罩,其右侧设有显示器。
16.有益效果:本发明的自动冲压注塑成型裁切系统,实现了五金料带的冲压成型、注塑成型、裁断、裁切去废料和分穴,联机一体化作业,所有工序配合注塑周期联动,自动作业,无需人工操作,生产过程安全可靠,品质稳定,生产作业效率高,生产成本低。
附图说明
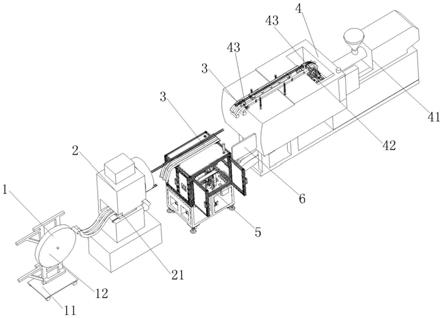
17.图1为本发明实施例所公开的自动冲压注塑成型裁切系统的轴侧结构示意图;
18.图2为本发明实施例所公开的自动冲压注塑成型裁切系统的主视结构示意图;
19.图3为本发明实施例所公开的注塑成型工作台的局部结构示意图;
20.图4为本发明实施例所公开的裁切回收部的内部结构示意图;
21.图5为本发明实施例所公开的另一裁切回收部的内部结构示意图;
22.图6为本发明实施例所公开的初始五金料带的结构示意图;
23.图7为本发明实施例所公开的冲压成型后五金料带的结构示意图;
24.图8为本发明实施例所公开的注塑成型后产品的结构示意图;
25.图9为本发明实施例所公开的最终产品的结构示意图。
26.附图标记:1
‑
料带定位支架,11
‑
移动小车,12
‑
料盘,2
‑
冲压成型工作台,21
‑
冲压成型模具,3
‑
供料部流道,4
‑
注塑成型工作台,41
‑
注塑机,42
‑
注塑成型模具,43
‑
送料器,5
‑
裁切回收部,51
‑
裁切回收机台,52
‑
裁切模具,53
‑
废料输送器,54
‑
废料回收部,55
‑
第一产品输送结构,551
‑
第一产品固定座,552
‑
输送架,553
‑
升降气缸,554
‑
第一直线模组,56
‑
废料折断结构,561
‑
折断气缸,562
‑
折断治具,563
‑
第二产品固定座,57
‑
第二产品输送结构,571
‑
第二直线模组,572
‑
固定板,573
‑
抓取气缸,574
‑
产品吸盘,58
‑
产品分穴回收部,581
‑
产品回收穴,582
‑
回收管道,59
‑
ccd检测相机,6
‑
显示器。
具体实施方式
27.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
28.实施例
29.如图1
‑
5所示,一种自动冲压注塑成型裁切系统,包括左右顺序排列的料带定位支架1、冲压成型工作台2、裁切回收部5和注塑成型工作台4,所述裁切回收部5和注塑成型工
作台4的上方均铺设有供料部流道3,所述冲压成型工作台2设有冲压成型模具21,所述注塑成型工作台4设有注塑机41;
30.所述裁切回收部5包含裁切回收机台51、裁切模具52、废料回收部54、废料折断结构56和产品分穴回收部58,所述裁切模具52设置于裁切回收机台51上并靠近注塑成型工作台4设置,所述废料回收部54设置于裁切模具52的左侧,所述裁切模具52和废料回收部54之间设有废料输送器53,所述裁切模具52的下方设有前后滑动设置的第一产品输送结构55,所述废料输送器53的侧边设有废料折断结构56,所述废料回收部54的侧边设有产品分穴回收部58,其与废料折断结构56同侧设置,所述废料折断结构56的远离废料输送器53的侧边设有第二产品输送结构57。
31.本申请中,所述自动冲压注塑成型裁切系统用于五金料带的冲压、注塑、裁断、废料折断和产品分穴,如图6
‑
9所示,为五金料带的初始结构、冲压后结构、注塑成型后的产品结构以及产品的最终结构,所述五金料带为电镀冲压后的铁件,通过冲压成型工作台2的冲压成型模具21对初始五金料带进行冲压,将初始五金料带进行折弯和裁切其中间的连接筋位,使初始五金料带变成两条分开的料带,形成塑模型腔定位需要的形状;通过注塑成型工作台4对分开的料带进行注塑,然后通过裁切回收部5的裁切模具52对注塑后的五金料带进行裁断,将产品从料带上冲切下来,通过第一产品输送结构55将注塑成型后产品移动至第二产品输送结构57的位置,通过第二产品输送结构57将注塑成型后产品移动至废料折断结构56工位进行除废,最后第二产品输送结构57将产品移动至产品分穴回收部58进行分穴收集,整个过程自动作业,无需人工操作,生产过程安全可靠,产品品质稳定,生产作业效率高。
32.优选的,所述第一产品输送结构55包含第一产品固定座551和输送架552,所述输送架552的下方设有固定于裁切回收机台51上前后设置的第一直线模组554,所述输送架552上固定有升降气缸553,其活塞杆端与第一产品固定座551固定连接。
33.本申请中,所述第一产品固定座551通过第一直线模组554移动至裁切模具52的下方,通过升降气缸553升起至设定位置,保证第一产品固定座551能够接住从裁切模具52裁切下来的注塑后产品,然后第一直线模组554将注塑成型后产品移动至第二产品输送结构57的工位,实现注塑成型后产品的自动输送。
34.优选的,所述废料折断结构56包含折断气缸561和第二产品固定座563,多个所述折断气缸561对称设置于第二产品固定座563的前后两侧,所述折断气缸561的活塞杆端连接有折断治具562。
35.本申请中,所述第二产品固定座563的结构与第一产品固定座551结构相同,均用于注塑成型后产品的固定,且均设有避让槽,保证注塑成型后产品上的铁件不会在输送过程中不会被压弯、压伤。所述折断气缸561驱动折断治具562对注塑成型后产品上的多余铁件进行折断动作,将其从注塑成型后产品上去除,完成产品的制作成型
36.优选的,所述第二产品固定座563的下方设有废料收集漏斗,其下方设有废料收集盒,用于废料折断结构56上去除的铁件废料的回收处理,保证裁切回收机台51的洁净。
37.优选的,所述第二产品输送结构57包含固定于裁切回收机台51上的第二直线模组571,所述第二直线模组571上左右滑动连接有固定板572,所述固定板572上设有两个左右排列的抓取气缸573,所述抓取气缸573的活塞杆端均连接有产品吸盘574。
38.本申请中,所述第二产品输送结构57用于将第一产品输送结构55上的注塑成型后产品移动至废料折断结构56的第二产品固定座563上,当其上的注塑成型后产品上的铁件废料去除后,然后第二产品输送结构57再将除废后的最终产品移动至产品分穴回收部58进行分穴作业,完成产品的收集整理。
39.优选的,所述产品分穴回收部58包含多个均匀阵列排列的产品回收穴581,多个所述产品回收穴581均连接有回收管道582,用于产品的自动回收。
40.优选的,所述裁切模具52的右侧设有ccd检测相机,用于检查五金料带上注塑成型后的产品的自动检测。
41.优选的,所述注塑成型工作台4上设有多个送料器43,所述送料器43包含送料电机431,所述送料电机431的输出轴端连接有两个间隙设置的棘轮432,所述废料输送器53的结构与送料器43的结构相同。所述送料电机431用于驱动棘轮432转动,所述棘轮432用于驱动五金料带的输送,通过棘轮432上的齿尖插入五金料带上的定位孔内,拉动五金料带的输送,输送精度高。
42.优选的,所述料带定位支架1上固定有料盘12,用于五金料带的固定,所述料带定位支架1的下方设有移动小车11,便于料带定位支架1的位置的移动。
43.优选的,所述裁切回收机台51上设有防护罩,其右侧设有显示器6,用于该自动冲压注塑成型裁切系统的实时监控。
44.本申请中,所述自动冲压注塑成型裁切系统的工作流程为:
45.1)所述冲压成型工作台2的冲压成型模具21动作,对初始五金料带进行折弯和裁切初始五金料带的中间连接筋位,使初始五金料带成为两条分开的料带,形成塑模型腔定位需要的形状;
46.2)所述注塑成型工作台4的注塑机41动作,通过注塑成型模具42对分成两条的初始五金料带进行注塑,注塑出产品外形;
47.3)所述裁切回收部5动作,所述第一产品输送结构55将第一产品固定座551移动至裁切模具52的下方,所述裁切模具52对注塑后的五金料带进行裁断动作,将注塑成型后产品从料带上裁切下来至第一产品固定座551上,所述第一直线模组554驱动输送架552至第二产品输送结构57的下方;
48.4)所述第二产品输送结构57动作,所述抓取气缸573驱动产品吸盘574动作,吸住第一产品固定座551上的注塑成型后产品,所述第二直线模组571动作,驱动固定板572向左移动并将产品放至第二产品固定座563上;
49.5)所述废料折断结构56动作,所述折断气缸561驱动折断治具562动作,对注塑成型后产品上的多余铁件进行折断动作,将铁件废料折断使其沿着废料收集漏斗进入到废料收集盒内;
50.6)所述第二产品输送结构57动作,所述抓取气缸573驱动产品吸盘574将最终产品向右移动并放至产品分穴回收部58的产品回收穴581内对产品进行收集整理;同时裁去注塑成型后产品的五金料带在废料输送器53的输送下进入到废料回收部进行回收处理。
51.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。
凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明性的保护范围之内的发明内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1