一种承插式管道密封圈的制备模具及其使用方法与流程
1.本发明涉及管道辅设技术领域,尤其涉及一种承插式管道密封圈的制备模具及其使用方法。
背景技术:
2.承插管是指为了连接管道/件或分叉管道,把管道两端分别制成承口与插口,把一管道的插口插入另一管道的承口内,然后密封接缝。承插连接主要用于带承插接头的铸铁管、混凝土管、陶瓷管、塑料管、钢管等,有刚性承插连接和柔性承插连两种。刚性承插连接是用管道的插口插入管道的承口内,对位后先用嵌缝材料嵌缝,然后再用密封材料密封,使之成为一个牢固的封闭整体。柔性承插连接接头是在管道承插口的止封口上放入富有弹性的橡胶圈,然后施力将管子插端插入,形成一个能适应一定范围内的位移、振动及偏转的封闭管。
3.目前,对承插管连接结构考量的主要技术指标,一是连接处密封结构的合理性,要求管的两连接端能在一定范围内承受相对滑移及偏转后,依然具有良好的密封性;二是要求连接处能够相对较顺畅的安装,而又不损坏密封处相应部位的结构。然而,现有技术中的承插式管件连接密封结构还不尽合理,还有较大的改进空间。本技术就针对所改进的密封圈的制备而进行配套的模具设计。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种承插式管道密封圈的制备模具及其使用方法,制备得到高性能的专用密封圈,以满足特定结构的承插管道安装及使用需求。
5.为实现以上目的,第一方面,本发明提供了一种承插式管道密封圈的制备模具,包括:
6.上模,具有带开口的上模环腔,所述上模环腔依次由:上模第一外环凹面、上模第二内环凹面、上模第三内环锥面、上模第四内环锥面、上模第五内环面相接围合而成;其中,在沿上模至下模的轴线方向上,上模第一外环凹面、上模第三内环锥面呈渐缩状设置,上模第二内环凹面、上模第四内环锥面呈渐扩状设置;
7.下模,具有带开口的下模环腔,所述下模环腔依次由:下模第一外环面、下模第二外锥面、下模第三环底面、下模第四内环面相接围合而成;其中,在沿上模至下模的轴线方向上,下模第一外环面呈渐缩状设置,下模第二外锥面呈渐扩状设置;
8.其中,上模环腔与下模环腔围合形成制备密封圈的模腔;所述上模第一外环凹面与下模第一外环面相抵处为内环分型面;所述上模第五内环面与下模第四内环面相抵处为外环分型面。
9.在一些实施例中,所述内环分型面、外环分型面上均设有排气环槽。
10.在一些实施例中,所述排气环槽包括:同轴的第一排气环槽、第二排气环槽,所述第一排气环槽靠近模腔侧设置,所述第二排气环槽远离模腔侧设置,且上模与下模的分型
面上还设有与第二排气环槽相通的排气流道。
11.在一些实施例中,所述上模第四内环锥面上设有朝向模腔内的环状凸条。
12.在一些实施例中,所述上模上同轴设有上模圆锥孔、上模圆锥面,相应地,下模上设有与上模圆锥孔相配合的下模圆锥面,以及与上模圆锥面相配合的下模圆锥孔;其中,在沿上模至下模的轴线方向上,上模圆锥孔、下模圆锥面呈渐扩状设置,上模圆锥面、下模圆锥孔呈渐扩状设置。
13.在一些实施例中,还包括:环状隔挡片,所述环状隔挡片的内孔边抵接于下模第一外环面与下模第二外锥面相接处,环状隔挡片的外圆边抵接于上模第三内环锥面上。
14.在一些实施例中,所述环状隔挡片由至少两块弧状的隔挡板围合拼装而成。
15.第二方面,本发明还提供了一种上述制备模具的使用方法,包括如下步骤:
16.s1、装填胶条:根据工艺要求对硬质胶条、软质胶条进行称量裁剪,先将硬质胶条放入模具相应位置的腔内并贴紧内壁,接头处搭接平整;再将软质胶条放入模具相应位置的腔内并贴紧内壁,接头处搭接平整,最后合模硫化;
17.s2、合模硫化:硫化,完成后开模取出密封圈。
18.在一些实施例中,所述步骤s1中,在硬质胶条与软质胶条之间接触界面上装入环状隔挡片进行阻隔。
19.在一些实施例中,所述步骤s2中,在预硫阶段前,开模将环状隔挡片取出,再合模进行后续硫化。
20.与现有技术相比,本发明的有益效果是:提供的承插式管道密封圈的制备模具及其使用方法,制备得到高性能的专用密封圈,以满足特定结构的承插管道安装及使用需求。
21.此外,通过特定的隔挡片得出规整的软硬胶部分界面,满足特定的使用性能要求;而且该模具上的分型面位置设计合理,能够保证产品的整体质量、完好性,以及便于出模。
附图说明
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.图1为本发明制备密封圈的主视结构示意图;
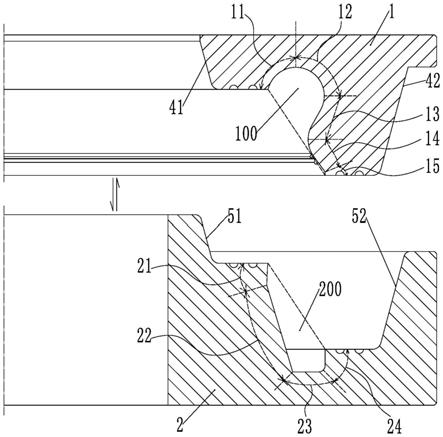
24.图2为本发明实施例的制备模具的主剖结构示意图;
25.图3为本发明实施例的环状隔挡片主剖结构示意图;
26.图4为本发明图3中的俯视结构示意图;
27.图5为本发明图2中合模后的主剖结构示意图;
28.图6为本发明模具制备密封圈的实物拍摄图。
29.图中:1、上模;100、上模环腔;101、内环分型面;11、上模第一外环凹面;12、上模第二内环凹面;13、上模第三内环锥面;14、上模第四内环锥面;15、上模第五内环面;2、下模;
200、下模环腔;201、外环分型面;21、下模第一外环面;22、下模第二外锥面;23、下模第三环底面;24、下模第四内环面;3、排气环槽;31、第一排气环槽;32、第二排气环槽;33、排气流道;41、上模圆锥孔;42、上模圆锥面;51、下模圆锥面;52、下模圆锥孔;6、环状隔挡片。
具体实施方式
30.下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.请参阅图1,本次所需要进行硫化成型的承插管道用密封圏,其横截面由硬质橡胶部ⅰ、软质橡胶部ⅱ组合而成,其目的是以不同硬度组成的橡胶部分别对承插管的两连接端进行支撑、密封,使得两连接端能在一定范围内承受相对滑移后,依然具有良好的密封性;而且其安装也较为简单、顺畅。以下为硫化生产该密封圈所使用的模具。
32.请参阅图2
‑
图6,本发明实施例提供了一种承插式管道密封圈的制备模具,包括:
33.上模1,具有带开口的上模环腔100,所述上模环腔100依次由:上模第一外环凹面11、上模第二内环凹面12、上模第三内环锥面13、上模第四内环锥面14、上模第五内环面15相接围合而成,且连接处圆滑过渡;其中,在沿上模1至下模2的轴线方向上,上模第一外环凹面11、上模第三内环锥面13呈渐缩状设置,上模第二内环凹面12、上模第四内环锥面14呈渐扩状设置,上模第五内环面15内径一致;
34.下模2,具有带开口的下模环腔200,所述下模环腔200依次由:下模第一外环面21、下模第二外锥面22、下模第三环底面23、下模第四内环面24相接围合而成;其中,在沿上模1至下模2的轴线方向上,下模第一外环面21呈渐缩状设置,下模第二外锥面22呈渐扩状设置,下模第四内环面24内径一致;
35.其中,上模环腔100与下模环腔200围合形成制备密封圈的模腔;所述上模第一外环凹面11与下模第一外环面21相抵处为内环分型面101;所述上模第五内环面15与下模第四内环面24相抵处为外环分型面201。该模腔的下部分用于装填硬质橡胶,上部分用于装填软质橡胶,其分界线一侧位于下模第一外环面21与下模第二外锥面22交界点处,分界线另一侧位于上模第三内环锥面13的范围上;该模具上的分型面设计合理,硫化完成后也非常便于密封圏的脱出。
36.为了利于密封圏硫化过程中的排气,本发明的实施例中,可选地,所述内环分型面101、外环分型面201上均设有排气环槽3。排气环槽3与环形横腔同轴设置,模腔内硫化时产生的气体经过分型面上的间隙进入到排气环槽3内后排出。
37.进一步地,所述排气环槽3包括:同轴的第一排气环槽31、第二排气环槽32,所述第一排气环槽31靠近模腔侧设置,所述第二排气环槽32远离模腔侧设置,且上模1与下模2的分型面上还设有与第二排气环槽32相通的排气流道33。其中,排气流道33沿模腔的径向开设,且远离与第二排气环槽32相通的一端延伸至模腔外。第一排气环槽31主要便于收集硫化时的余胶,不易堵胶,第二排气环槽32利于第一排气环槽31中的气体收集后从排气流道
33中排出。
38.为了形成硬质橡胶部所需要的防滑凹槽,本发明的实施例中,可选地,所述上模第四内环锥面14上设有朝向模腔内的环状凸条。而且可以设置两条。
39.为了保证,上、下模的准确合模操作,本发明的实施例中,可选地,所述上模1上同轴设有上模圆锥孔41、上模圆锥面42,相应地,下模2上设有与上模圆锥孔41相配合的下模圆锥面51,以及与上模圆锥面42相配合的下模圆锥孔52;其中,在沿上模1至下模2的轴线方向上,上模圆锥孔41、下模圆锥面51呈渐扩状设置,上模圆锥面42、下模圆锥孔52呈渐扩状设置。当合模时,上模圆锥孔41与下模圆锥面51定位配合,上模圆锥面42与下模圆锥孔52定位配合,保证合模精度。
40.为了能够得到规整的软、硬质胶的分界面,本发明的实施例中,可选地,还包括:环状隔挡片6,所述环状隔挡片6的内孔边抵接于下模第一外环面21与下模第二外锥面22相接处,环状隔挡片6的外圆边抵接于上模第三内环锥面13上。在硫化的初期,即硫化诱导期使用界面流动定型。
41.进一步地,所述环状隔挡片6由至少两块弧状的隔挡板围合拼装而成。便于拆装。
42.第二方面,本发明还提供了一种上述制备模具的使用方法,包括如下步骤:
43.s1、装填胶条:根据工艺要求对硬质胶条、软质胶条进行称量裁剪,先将硬质胶条放入模具相应位置的腔内并贴紧内壁,接头处搭接平整;再将软质胶条放入模具相应位置的腔内并贴紧内壁,接头处搭接平整,最后合模硫化;
44.s2、合模硫化:硫化,完成后开模取出密封圈。产品从模具取出时用力应柔和均匀,不能猛然用大力扯出。
45.本发明的实施例中,可选地,所述步骤s1中,在硬质胶条与软质胶条之间接触界面上装入环状隔挡片进行阻隔。
46.本发明的实施例中,可选地,所述步骤s2中,在预硫阶段前,即接近预硫阶段时,开模将环状隔挡片取出,再合模进行后续硫化。
47.可以理解地,该模具及其使用方法能够制备得到高性能的专用密封圈,以满足特定结构的承插管道安装及使用需求。
48.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
49.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1