一种医用CT机准直器的3D打印方法与流程
一种医用ct机准直器的3d打印方法
技术领域
1.本发明涉及医用ct机准直器的制造方法技术领域,具体是一种医用ct机准直器的3d打印方法。
背景技术:
2.ct机x射线探测器由x射线准直器、准直器支架和光电转换模块三个主要部分构成。其中的x射线准直器即ct机的准直器的结构多年来一直沿用1d的结构形式。该结构采用传统粉末冶金制备和深加工技术和精密组装技术,可以满足常规的一般医疗需求,但随着医疗高端影像行业发展和高精度诊疗的需求,特别是当前新冠疫情的快速精确识别和诊疗,需要更精密的准直器,需要准直器的筋的定位尺寸与设计的偏差值在0.02
‑
0.015mm以内,传统的3d打印后的或者通过精密组装技术焊接组装的ct机准直器,由于机器本身和材料本身热塑性原因,其设计要素筋的定位尺寸与设计值往往存在合理的偏差,该偏差会随着准直器打印后的急速冷却或者自然冷却,残存的热应力存在都会使得该合理偏差进一步扩大,从而造成准直器更大的变形和不稳定,进一步扩大的偏差范围如果大于0.025mm时则最终达不到医疗准直器精密度的要求,因此合理稳定保持打印后的偏差值范围,对于产品的合格率非常重要。
技术实现要素:
3.本发明的目的在于提供一种医用ct机准直器的3d打印方法,以解决上述背景技术中提出的传统的医用ct机准直器加工精度得不到稳定性的保持以及废品率大的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种医用ct机准直器的3d打印方法,包括采用3d建模软件建立准直器的3d模型、3d模型的切片处理、启动3d打印机进行打印,对打印出来的准直器进行热处理,其特征在于,所述准直器进行热处理的具体操作为:将打印好的准直器从打印仓取出后立即放入实验炉内,在氢气氛围下先快速升温至高温状态进行保温处理,然后再进行梯度降温保温处理。
6.进一步地,所述快速升温至高温状态进行保温处理的具体要求为:在氢气氛围下先将实验炉内的温度在1h内升高到450
‑
550℃高温状态,然后在此温度下保温1.5
‑
2.5h。
7.进一步地,所述梯度降温保温处理的具体要求为:在氢气氛围下,使实验炉内温度以95
‑
105℃/h的速度进行降温,当温度降为400℃时,保温1h,然后以同样的降温速度继续降温到300℃时,再保温1h,再以150℃/h的速度继续降温到150℃,在此温度下保温1h后,再自然冷却到室温状态。
8.进一步地,所述高温状态的温度500℃。
9.进一步地,所述高温状态的保温时间为2h。
10.进一步地,所述梯度降温保温处理时,当实验炉内的温度高于300℃时,降温速度为100℃/h。
11.进一步地,所述氢气氛围的形成方法为在密闭实验炉中,将实验炉抽真空至0.02mpa,然后充氢气,使得实验炉中的产品获取氢气保护。
12.进一步地,在获得氢气保护后,需对实验炉进行爆鸣处理。
13.进一步地,所述医用ct机准直器的材质为純钨材料。
14.与现有技术相比,本发明的有益效果是:
15.1、本发明中,通过上述温度的退火能消除医用ct机准直器的热应力,同时按等温降温曲线冷却的方式,进一步降低了医用ct机准直器的冷却应力,可让应力释放的更缓慢,使得产品的尺寸在打印后保持平稳,不会因为残余的应力而造成该精密的医用ct机准直器放置一段时间后或者急速冷却后尺寸进一步变化,导致其变为废品。
16.2、本发明中,对医用ct机准直器使用打印处理后,基本保留了打印件的尺寸精度,降低了变形,使得打印的产品与设计给定的筋的中心线到右侧孔中心的距离的以及打印的产品稳定后偏差值范围控制在0.015mm以内,增强产品的稳定性,使提高了合格率。
附图说明
17.图1为医用ct机准直器的剖面示意图;
18.图2为医用ct机准直器的筋的中心线到右侧定位孔的中心线的距离的理论数据图。
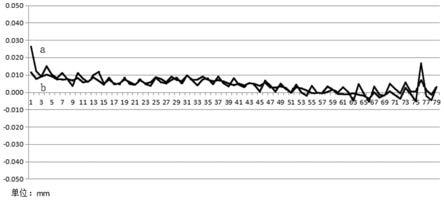
19.图3为实施例1中医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图;
20.图4为实施例2中医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图;
21.图5为实施例3中医用ct机准直器的医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图;
22.图6为对比例1中医用ct机准直器打印后立即测量的筋的位置度数据和静置处理后的筋的位置度数据与图2中的理论数据的偏差值图;
23.图7为对比例2中医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图;
24.图8为对比例3中医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图;
25.图9为对比例4中医用ct机准直器打印后立即测量的筋的位置度数据和热处理稳定后筋的位置度数据与图2中的理论数据的偏差值图。
26.其中,图1中,1
‑
0:医用ct机准直器;1
‑
1:筋的中心线;1
‑
2:右侧定位孔的中心线;
27.图3
‑
图中,a曲线:打印后立即测量的每个筋的中心线到右侧定位孔的中心线的距离与设计给定的筋的中心线到右侧定位孔的中心线的距离的偏差值连接线;
28.b曲线:处理后筋的中心线到右侧定位孔的中心线的距离与设计给定的筋的中心线到右侧定位孔的中心线的距离的偏差值连接线);横坐标(筋的号码);纵坐标(平均偏差值);wall number:筋的号码;bottom:筋的底面中心点到右侧中心孔中心线的距离;top:筋的上表面中心点到右侧中心孔中心线的距离。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.一种纯钨医用ct机准直器的3d打印方法,具体包括以下步骤:
32.s1、参阅图1所示,采用3d建模软件ug建立准直器的3d模型,通过软件拉伸出准直器的轮廓,轮廓的两端设置安装孔,设置右侧的安装孔为定位孔,在轮廓内设置均匀排布的筋,按照图2中的数据设置每个筋到定位孔的位置;
33.s2、将准直器的3d模型进行切片处理,通过软件simplify3dv3.0对准直器的模型进行切片,设置切片的层厚参数0.05mm;
34.s3、启动3d打印机进行打印,设置打印机的填充扫描功率:440
‑
460w;填充扫描速度:500
‑
550mm/s;填充扫描线间隙:0.05mm;轮廓扫描功率:320
‑
330w;轮廓扫描速度:600mm/s;棋盘格向量数/大小:8
×
8;棋盘格扫描功率:450w(填充功率)、320w(轮廓扫描功率);棋盘格扫描速度:500mm/s(填充扫描速度)、300mm/s(轮廓扫描速度);棋盘格填充扫描线间隙:0.06mm;层间旋转角度:67
°
,然后将3d打印机的粉仓以及电源装置检查好,在料仓内装上基板,关上打印机门,进行3d打印;
35.s4、对打印出来的准直器进行热处理:将打印好的准直器从打印仓取出后立即放入实验炉内,实验炉抽真空至0.02mpa后充入氢气,经过点火爆鸣处理后,在氢气氛围下先将验炉内的温度快速升温到500℃,然后在500℃进行保温处理2h,保温2h后以100℃/h的速度进行匀速降温,当炉内温度降到400℃进行保温1h,然后再以相同的速度降温到300℃,在此温度下保温1h,保温结束后,再以150℃/h的速度继续降温到150℃,再此温度下保温1h后,在自然冷却到室温状态,最终完成了准直器的热处理工序;
36.s5、将热处理后的准直器检测、合格品包装入库。
37.实施例2
38.在实施例1中步骤s1、s2、s3、s5相同的基础上,对实施例1中步骤s4进行变换,具体为:对打印出来的准直器进行热处理:将打印好的准直器从打印仓取出后立即放入实验炉内,在氢气氛围下先将验炉内的温度快速升温到550℃,然后在550℃进行保温处理1.5h,保温,1.5h后以105℃/h的速度进行匀速降温,当炉内温度降到400℃进行保温1h,然后再以相同的速度降温到300℃,在此温度下保温1h,保温结束后,再以150℃/h的速度继续降温到150℃,再此温度下保温1h后,在自然冷却到室温状态,最终完成了准直器的热处理工序,得到准直器成品。
39.实施例3
40.在实施例1中步骤s1、s2、s3、s5相同的基础上,对实施例1中步骤s4进行变换,具体为:对打印出来的准直器进行热处理:将打印好的准直器从打印仓取出后立即放入实验炉内,在氢气氛围下先将验炉内的温度快速升温到450℃,然后在450℃进行保温处理2.5h,保温2.5h后以95℃/h的速度进行匀速降温,当炉内温度降到400℃进行保温1h,然后再以相同的速度降温到300℃,在此温度下保温1h,保温结束后,再以150℃/h的速度继续降温到150
℃,再此温度下保温1h后,在自然冷却到室温状态,最终完成了准直器的热处理工序。
41.对比例1
42.一种纯钨医用ct机准直器的3d打印方法,具体包括以下步骤:
43.s1、参阅图1所示,采用3d建模软件ug建立准直器的3d模型,通过软件拉伸出准直器的轮廓,轮廓的两端设置安装孔,设置右侧的安装孔为定位孔,在轮廓内设置均匀排布的筋,按照图2中的数据设置每个筋到定位孔的位置;
44.s2、将准直器的3d模型进行切片处理,通过软件simplify3dv3.0对准直器的模型进行切片,设置切片的层厚参数0.05mm;
45.s3、启动3d打印机进行打印,设置打印机的填充扫描功率:440
‑
460w;填充扫描速度:500
‑
550mm/s;填充扫描线间隙:0.05mm;轮廓扫描功率:320
‑
330w;轮廓扫描速度:600mm/s;棋盘格向量数/大小:8
×
8;棋盘格扫描功率:450w(填充功率)、320w(轮廓扫描功率);棋盘格扫描速度:500mm/s(填充扫描速度)、300mm/s(轮廓扫描速度);棋盘格填充扫描线间隙:0.06mm;层间旋转角度:67
°
,然后将3d打印机的粉仓以及电源装置检查好,在料仓内装上基板,关上打印机门,进行3d打印,将打印好的准直器,直接自然冷却室温,得到没有进行热处理的准直器成品。
46.对比例2
47.采用与实施例1中的s1
‑
s3相同的步骤打印出准直器,然后将打印好的准直器清理料粉后,放入实验炉,在氢气氛围下加热至700℃保温3h,然后室温情况下降温至500℃时保温2h,自然降温至300℃保温1h后,最后自然冷却到室温,得到准直器成品。
48.对比例3
49.采用实施例1中步骤s1、s2、s3中3d打印下来的准直器清理料粉后,放入实验炉,在氢气氛围下加热至600℃保温3h,最后自然冷却到室温,得到准直器成品。
50.对比例4
51.采用与实施例1中s1
‑
s3相同的步骤打印出准直器,将打印好的准直器清理料粉后,放入实验炉,在氢气氛围下加热至400℃保温1h,然后降温至300℃时保温0.5h,自然降温至200℃保温0.5h后,最后自然冷却到室温状态,得到准直器成品。
52.性能检测数据:
53.将通过基本的总体外形全尺寸检验后,通过基恩士图像尺寸测量仪器im
‑
8000对实施例1、实施例2、实施例3、对比例1、对比例2、对比例3、对比例4中所得到的不同准直器的筋的底面中心点到右侧中心孔中心线的距离以及筋的上表面中心点到右侧中心孔中心线的距离进行检测,对比设计给定的每个筋然后取每个筋的底面中心点到右侧中心孔中心线的距离以及筋的上表面中心点到右侧中心孔中心线的距离算出偏差值,取每个筋偏差值的平均值,将所有筋的对应的平均偏差值通过平滑线连接即可得到待检测准直器的所有筋的偏差值图,检测结果分别如图3至图9所示,
54.上述实验均是通过多次重复实验,取得的平均数据。其中爆鸣处理可以使得实验操作更安全。
55.通过图3至图9我们可以得出,实施例1至实施3中打印后的立即测得的筋的中心线到右侧中心孔的距离与设计给定筋的中心线到右侧中心孔的距离的平均偏差值(图中a曲线表示)以及热处理稳定后测得的筋的中心线到右侧中心孔的距离与设计给定筋的中心线
到右侧中心孔的距离的平均偏差值(图中b曲线表示),两者的重合度,明显的优于对比例1至对比例4中的a、b两曲线的重合度,因此可以得出经过实施例1至实施例3中的方法处理的准直器的设计要素即筋的中心线与右侧定位孔中心线的距离打印后与经过热处理后的偏差值曲线重合度高,所以实施例1
‑
3中的准值器基本上保留了打印尺寸,满足了尺寸控制精度的要求,其中实施例1中的准直器尺寸偏差量最小,使得准直器的尺寸偏差量控制能够控制在0.015mm以内,增强了打印后产品的稳定性,消除了残存的热应力,提高了产品的合格率。
56.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1