一种用于风扇机匣内壁的弧形复合材料胶接方法与流程
1.本发明属于复合材料技术领域,特别涉及一种用于风扇机匣内壁的弧形复合材料胶接方法。
背景技术:
2.风扇机匣内壁胶接复合材料通常会在机匣内壁加工出凹槽,以便容易定位和胶接复合材料,同时,复合材料胶接过程需要接触压力,方可达到需要的胶接强度,一般胶接采取分段胶接加压的方式。
技术实现要素:
3.为了解决现有技术中存在的问题,本发明的目的是提供一种用于风扇机匣内壁的弧形复合材料胶接方法,特别适用于航空发动机,本发明可解决弧形复合材料与金属机匣的胶接;相较于现有的胶接技术,本发明设计了搭接式固定夹紧装置,可实现同时定位、加压两片复合材料板材的目的,大大提高了胶接效率和效果,满足设计要求。同时,采用室温固化环氧胶粘剂获得较高的胶接强度。
4.为了实现上述目的,本发明采用的技术方案是,一种用于风扇机匣内壁的弧形复合材料胶接方法,包括胶接过程:将相邻弧形复合材料涂敷胶粘剂,并采用工装夹具压板压紧,然后,从风扇机匣外工艺孔中穿过螺栓,同时拧紧螺母;在拧紧螺母过程中,调整相邻复合材料上端面处于同一水平线上;然后在室温下,保证弧形复合材料与风扇机匣紧密贴合,静置至弧形复合材料胶接固化。
5.进一步的,在拧紧过程中,通过水平仪调整相邻复合材料上端面处于同一水平线上;
6.进一步的,静置时间至少24h,后去除工装夹具。
7.进一步的,需要胶接多个弧形复合材料时,重复上述步骤即可。
8.进一步的,所述胶粘剂为环氧胶粘剂,按组分质量比进行配制,环氧树脂:丁腈橡胶:固化剂:石棉碎末=100:20:12:5,混合均匀制得。
9.进一步的,在进行胶接过程之前还包括预处理过程,所述预处理过程包括,弧形复合材料轴向定位,弧形复合材料表面清洁,以及风扇机匣金属表面清洁。
10.进一步的,所述弧形复合材料胶接的轴向位置,采用浸渍油墨的棉线和卡尺确定固定区域;
11.进一步的,弧形复合材料表面清理包括,对待胶接面采用非卤代有机溶剂除油。
12.进一步的,风扇机匣金属表面清洁包括采用氧化铝砂或者砂纸对待胶接表面进行粗化和清理,然后,采用非卤代有机清洗剂清洗待胶接表面。
13.进一步的,所述氧化铝砂为120目到150目的氧化铝砂;所述砂纸为与120目到150目的氧化铝砂相当的砂纸。
14.本发明涉及的风扇机匣内壁无任何定位,需要通过控制划线定位轴向复合材料胶
接位置。另外,本发明制备了专用夹具,可实现整体复合材料胶接加压、固化目的;相对于其它胶接方式,本发明效率较高,质量较好,且定位准确,可实现周向准确胶接。
15.与现有技术相比,本发明至少具有以下有益效果,当弧形复合材料与金属胶接时,可通过上述步骤加工,可以不用加温炉固化,对于没有空气循环炉来说可以节约成本;由于采用专用工装夹具可同时固定两块弧形复合材料即可实现相邻零件的周向定位,也能减少工装夹具数量。本方法不需要复杂设备,按本发明的方法进行加工,不用三坐标,不用空气循环炉,即可达到周向和轴向的准确定位,大大节约了胶接成本。
附图说明
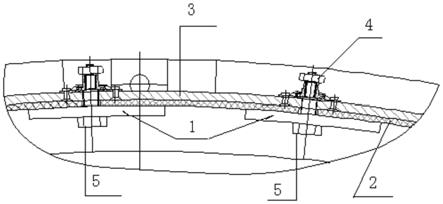
16.图1是本发明提出的周向定位及固定夹具的结构示意图;
17.图中:1-工装夹具压板,2-弧形复合材料,3-金属风扇机匣,4-螺栓,5-螺母。
具体实施方式
18.下面结合具体实施方式对本发明进行说明。
19.在本发明的某一实施例中:弧形复合材料的胶接方法:其步骤如下:
20.(1)弧形复合材料2轴向定位:根据弧形复合材料2胶接轴向位置,采用浸渍油墨的棉线和卡尺确定固定区域;
21.(2)弧形复合材料表面准备:弧形复合材料胶接表面在模具成型时,为提高粘接强度,在胶接表面形成了均匀的压痕,因此,仅需对待胶接面采用非卤代有机溶剂除油;
22.(3)金属风扇机匣3金属表面准备:采用120目到150目氧化铝砂对待胶接表面进行粗化、清理,再用非卤代有机清洗剂清洗待胶接表面;
23.(4)室温固化环氧胶粘剂配制:按四种组分质量比进行配制,具体如下:环氧树脂:丁腈橡胶:固化剂:石棉碎末=100:20:12:5,按上述配比顺序依次称量并混合均匀;
24.(5)弧形复合材料胶接加压:采用专用工装夹具固定,具体如下:将相邻弧形复合材料涂敷胶粘剂,并采用专用工装夹具压板1压紧,随后从风扇机匣外工艺孔中穿过螺栓4,同时拧紧螺母5;在拧紧过程中,通过水平仪反复调整相邻复合材料上端面处于同一水平线上;
25.(6)弧形复合材料胶接固化:室温下,保证弧形复合材料与风扇机匣紧密贴合,静置至少24h后方可去除专用工装夹具。
26.需要胶接多个弧形复合材料时,重复步骤(4)至(7)即可。
27.在本发明的另一实施例中:弧形复合材料的胶接方法:其步骤如下:
28.(1)弧形复合材料轴向定位:根据弧形复合材料胶接轴向位置,采用浸渍油墨的棉线和卡尺确定固定区域;
29.(2)弧形复合材料表面准备:弧形复合材料胶接表面在模具成型时,为提高粘接强度,在胶接表面形成了均匀的压痕,因此,仅需对待胶接面采用非卤代有机溶剂除油;
30.(3)风扇机匣金属表面准备:采用150目到220目氧化铝砂对待胶接表面进行粗化、清理,再用非卤代有机清洗剂清洗待胶接表面;
31.(4)室温固化环氧胶粘剂配制:按四种组分质量比进行配制,具体如下:环氧树脂:丁腈橡胶:固化剂:石棉碎末=100:20:12:5,按上述配比顺序依次称量并混合均匀;
32.(5)弧形复合材料胶接加压:采用专用工装夹具固定,具体如下:将相邻弧形复合材料涂敷胶粘剂,并采用专用工装夹具压板压紧,随后从风扇机匣外工艺孔中穿过螺栓,同时拧紧螺母;在拧紧过程中,通过水平仪反复调整相邻复合材料上端面处于同一水平线上;
33.(6)弧形复合材料胶接固化:室温下,保证弧形复合材料与风扇机匣紧密贴合,静置至少48h后方可去除专用工装夹具。
34.需要胶接多个弧形复合材料时,重复步骤(4)至(7)即可。
35.具体实施方式3:弧形复合材料的胶接方法:其步骤如下:
36.(1)弧形复合材料轴向定位:根据弧形复合材料胶接轴向位置,采用浸渍油墨的棉线和卡尺确定固定区域;
37.(2)弧形复合材料表面准备:弧形复合材料胶接表面在模具成型时,为提高粘接强度,在胶接表面形成了均匀的压痕,因此,仅需对待胶接面采用非卤代有机溶剂除油;
38.(3)风扇机匣金属表面准备:采用120目砂纸对待胶接表面进行粗化、清理,再用非卤代有机清洗剂清洗待胶接表面;
39.(4)室温固化环氧胶粘剂配制:按四种组分质量比进行配制,具体如下:环氧树脂:丁腈橡胶:固化剂:石棉碎末=100:20:12:5,按上述配比顺序依次称量并混合均匀;
40.(5)弧形复合材料胶接加压:采用专用工装夹具固定,具体如下:将相邻弧形复合材料涂敷胶粘剂,并采用专用工装夹具压板压紧,随后从风扇机匣外工艺孔中穿过螺栓,同时拧紧螺母;在拧紧过程中,通过水平仪反复调整相邻复合材料上端面处于同一水平线上;
41.(6)弧形复合材料胶接固化:室温下,保证弧形复合材料与风扇机匣紧密贴合,静置至少72h后方可去除专用工装夹具。
42.需要胶接多个弧形复合材料时,重复步骤(4)至(7)即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1