一种CNC手板快速模具成型工艺的制作方法
一种cnc手板快速模具成型工艺
技术领域
1.本发明涉及手板技术领域,具体为一种cnc手板快速模具成型工艺。
背景技术:
2.通常刚研发或设计完成的产品均需要做手板,手板是验证产品可行性的第一步,是找出设计产品的缺陷、不足、弊端最直接且有效的方式,从而对缺陷进行针对性的改善,直至不能从个别手板样中找出不足,至此,通常还需要进行小量的试产进而找出批量里的不足以改善,设计完成产品一般不能做到很完美,甚至无法使用,直接生产一旦有缺陷将全部报废,大大浪费人力和物力和时间;而手板一般情况是少数的样品,制作周期短,损耗人力物力少,很快地找出产品设计的不足进而改善,为产品定型量产提供充足的依据,而手板在生产时,则需要用到模具。
3.现有的大部分模具在对手板进行生产时,并不能对手板进行有效冷却,从而会降低手板的成型效率,以及现有的大部分模具在对手板生产后,一般需要通过人工将手板从模具取出,这样不仅会提高危险性,还会容易出现对手板造成损坏的现象,为此,我们提出一种cnc手板快速模具成型工艺。
技术实现要素:
4.鉴于上述和/或现有一种cnc手板快速模具成型工艺中存在的问题,提出了本发明。
5.因此,本发明的目的是提供一种cnc手板快速模具成型工艺,通过移动结构带动固定结构进行移动,直至固定结构移到合适的位置,从而使固定结构对手板进行冷却或固定,以及通过散热结构对手板进行冷却,能够解决上述提出现有的大部分模具在对手板进行生产时,并不能对手板进行有效冷却和现有的大部分模具在对手板生产后,一般需要通过人工将手板从模具取出的问题。
6.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
7.一种cnc手板快速模具成型工艺,其包括具体步骤如下:
8.s1,当需要对手板进行生产时,使下模块与上模块合并时,并使材料流入到型腔中;
9.s2,当材料流入到型腔中时,通过气缸四带动活塞二进行下降,下降的活塞二就会对散热槽中的液体进行挤压,受到挤压的液体就会对活塞三进行挤压,受到挤压的活塞三就会通过伸缩杆带动弹簧进行收缩,直至收缩到合适的位置,在弹簧收缩后,通过气缸四使活塞二进行上升,上升后,弹簧就会通过弹力带动活塞三进行下降,下降的活塞三就会对液体进行挤压,从而使液体在散热槽中进行流动,这样就会对型腔中的材料进行有效冷却;
10.s3,当材料冷却后,就会在型腔中形成手板,形成后,通过气缸一使活塞一进行上升,直至活塞一位于收纳槽上方,当活塞一位于收纳槽上方时,通过气缸三使移动块往升降槽处进行移动,直至移动块位于升降槽上,然后,通过气缸三使移动块在升降槽中进行下
降,直至移动块上的真空吸盘贴合手板;
11.s4,贴合后,启动外部真空泵,从而通过流动槽、连接软管和抽气槽对真空吸盘中的空气进行抽取,从而达到将真空吸盘吸附在手板上,吸附后,使上模块进行上升,当上模块上升时,手板就会随着真空吸盘上升,从而达到将手板从型腔中取出;
12.s5,其中当手板在刚凝固后,可先使上模块进行上升一段距离,上升后,使移动块位于升降槽下方,然后,通过伺服电机使移动块进行左右摆动,当移动块进行左右摆动时,通过外部气泵使空气经过流动槽、连接软管和抽气槽流入到真空吸盘中,从而使空气通过真空吸盘对凝固后的手板进行冷却,从而提高手板的冷却效率。
13.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:还包括模具,所述模具是由下模块和上模块组成,所述上模块两端内壁均开设有升降槽和收纳槽,所述升降槽的外侧连接收纳槽;
14.所述升降槽中连接有封堵结构,所述收纳槽中连接有移动结构,所述移动结构一端连接固定结构,所述下模块上设有散热结构。
15.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述移动结构包括安装在收纳槽上的盒体二,所述盒体二内壁安装气缸二,所述气缸二的输出端通过活塞杆固定安装盒体三,所述盒体三内壁安装气缸三,所述气缸三的输出端通过活塞杆固定安装箱体,所述箱体内壁安装伺服电机,所述伺服电机的输出轴安装固定结构。
16.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述固定结构包括移动块,所述移动块顶部安装连接板,所述连接板的一侧安装在伺服电机的输出轴上。
17.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述移动块顶端内壁开设有抽气槽,所述移动块底端内壁安装真空吸盘,所述真空吸盘的输入端延伸至抽气槽内壁。
18.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述抽气槽的外侧内壁连接有连接软管,所述连接软管一端连接在流动槽内壁,所述流动槽开设在上模块的两端内壁上。
19.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述封堵结构包括安装在升降槽顶端的盒体一,所述盒体一内壁安装气缸一,所述气缸一的输出端通过活塞杆连接活塞一,所述活塞一插接在升降槽的底端内壁,所述活塞一的直径与所述升降槽的直径一致。
20.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述散热结构包括开设在下模块内壁的散热槽,所述散热槽的左侧顶端内壁安装有盒体四,所述盒体四内壁安装气缸四,所述气缸四的输出端通过活塞杆安装活塞二,所述活塞二插接在散热槽的左侧内壁;
21.所述散热槽的右侧顶端内壁安装有伸缩杆,所述伸缩杆表面插接有弹簧,所述伸缩杆的底部安装有活塞三,所述活塞三插接在散热槽的右侧内壁。
22.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述下模块的两端内壁均开设有减压槽,所述减压槽连接在散热槽的顶端内壁。
23.作为本发明所述的一种cnc手板快速模具成型工艺的一种优选方案,其中:所述下
模块的两端内壁均开设有流动水槽,所述流动水槽连接在散热槽的底端内壁,所述流动水槽内壁连接有管道,所述下模块的顶端内壁设有型腔。
24.与现有技术相比:
25.1.通过移动结构带动固定结构进行移动,直至固定结构移到合适的位置,从而使固定结构对手板进行固定,固定后,再通过移动结构使手板从型腔中取出,这样不仅会降低劳动成本,还会给工作人员带来便捷性,以及还会降低危险性和避免对手板造成损坏的作用;
26.2.通过移动结构使固定结构进行摆动,摆动的同时,使固定结构对手板进行冷却,不仅会提高冷却效率,还会提高手板的成型效率;
27.3.通过固定结构不仅可以将手板从型腔中取出,还可以对手板进行有效冷却,这样不仅会降低成本的投入,还会提高设备的利用率,以及具有零件少的作用;
28.4.通过散热结构将水留在下模块中,并使水在下模块中进行流动吸热,不仅会防止外部水泵一直很处于启动的状态,从而会节约用电,以及还会提高手板的成型效率。
附图说明
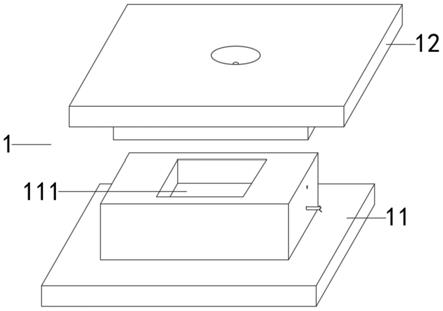
29.图1为本发明整体结构示意图;
30.图2为本发明结构正视示意图;
31.图3为本发明图2中a处结构放大示意图;
32.图4为本发明图3中d处结构放大示意图;
33.图5为本发明图2中b处结构放大示意图;
34.图6为本发明图2中c处结构放大示意图;
35.图7为本发明移动结构侧视示意图。
36.图中:模具1、下模块11、型腔111、上模块12、升降槽121、收纳槽122、封堵结构2、盒体一21、气缸一22、活塞一23、移动结构3、盒体二31、气缸二32、盒体三33、气缸三34、箱体35、伺服电机36、固定结构4、移动块41、抽气槽42、连接软管43、流动槽44、真空吸盘46、连接板47、散热结构5、散热槽51、盒体四52、气缸四53、活塞二54、减压槽55、伸缩杆56、弹簧57、活塞三58、流动水槽59、管道591。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
38.本发明提供一种cnc手板快速模具成型工艺,具有进行有效冷却和便于将手板取出的优点,请参阅图1
‑
图7,包括具体步骤如下:
39.s1,当需要对手板进行生产时,使下模块11与上模块12合并时,并使材料流入到型腔111中;
40.s2,当材料流入到型腔111中时,通过气缸四53带动活塞二54进行下降,下降的活塞二54就会对散热槽51中的液体进行挤压,受到挤压的液体就会对活塞三58进行挤压,受到挤压的活塞三58就会通过伸缩杆56带动弹簧57进行收缩,直至收缩到合适的位置,在弹簧57收缩后,通过气缸四53使活塞二54进行上升,上升后,弹簧57就会通过弹力带动活塞三
58进行下降,下降的活塞三58就会对液体进行挤压,从而使液体在散热槽51中进行流动,这样就会对型腔111中的材料进行有效冷却;
41.s3,当材料冷却后,就会在型腔111中形成手板,形成后,通过气缸一22使活塞一23进行上升,直至活塞一23位于收纳槽122上方,当活塞一23位于收纳槽122上方时,通过气缸三34使移动块41往升降槽121处进行移动,直至移动块41位于升降槽121上,然后,通过气缸三34使移动块41在升降槽121中进行下降,直至移动块41上的真空吸盘46贴合手板;
42.s4,贴合后,启动外部真空泵,从而通过流动槽44、连接软管43和抽气槽42对真空吸盘46中的空气进行抽取,从而达到将真空吸盘46吸附在手板上,吸附后,使上模块12进行上升,当上模块12上升时,手板就会随着真空吸盘46上升,从而达到将手板从型腔111中取出;
43.s5,其中当手板在刚凝固后,可先使上模块12进行上升一段距离,上升后,使移动块41位于升降槽121下方,然后,通过伺服电机36使移动块41进行左右摆动,当移动块41进行左右摆动时,通过外部气泵使空气经过流动槽44、连接软管43和抽气槽42流入到真空吸盘46中,从而使空气通过真空吸盘46对凝固后的手板进行冷却,从而提高手板的冷却效率。
44.进一步的,还包括模具1,所述模具1是由下模块11和上模块12组成,所述上模块12两端内壁均开设有升降槽121和收纳槽122,所述升降槽121的外侧连接收纳槽122;
45.所述升降槽121中连接有封堵结构2,所述收纳槽122中连接有移动结构3,所述移动结构3一端连接固定结构4,所述下模块11上设有散热结构5。
46.进一步的,所述移动结构3包括安装在收纳槽122上的盒体二31,所述盒体二31内壁安装气缸二32,所述气缸二32的输出端通过活塞杆固定安装盒体三33,所述盒体三33内壁安装气缸三34,所述气缸三34的输出端通过活塞杆固定安装箱体35,所述箱体35内壁安装伺服电机36,所述伺服电机36的输出轴安装固定结构4,具体的,通过移动结构3具有带动固定结构4进行移动或摆动的作用。
47.进一步的,所述固定结构4包括移动块41,所述移动块41顶部安装连接板47,所述连接板47的一侧安装在伺服电机36的输出轴上。
48.进一步的,所述移动块41顶端内壁开设有抽气槽42,所述移动块41底端内壁安装真空吸盘46,所述真空吸盘46的输入端延伸至抽气槽42内壁。
49.进一步的,所述抽气槽42的外侧内壁连接有连接软管43,所述连接软管43一端连接在流动槽44内壁,所述流动槽44开设在上模块12的两端内壁上,具体的,流动槽44具有连接两组外部管道的作用,一组外部管道具有连接外部真空泵的作用,另一组外部管道具有连接外部气泵的作用,两组外部管道上均设有外部电磁阀的作用。
50.进一步的,所述封堵结构2包括安装在升降槽121顶端的盒体一21,所述盒体一21内壁安装气缸一22,所述气缸一22的输出端通过活塞杆连接活塞一23,所述活塞一23插接在升降槽121的底端内壁,所述活塞一23的直径与所述升降槽121的直径一致,具体的,通过活塞一23具有防止材料流入到升降槽121中的作用,活塞一23的底部与上模块12的底部平齐。
51.进一步的,所述散热结构5包括开设在下模块11内壁的散热槽51,所述散热槽51的左侧顶端内壁安装有盒体四52,所述盒体四52内壁安装气缸四53,所述气缸四53的输出端通过活塞杆安装活塞二54,所述活塞二54插接在散热槽51的左侧内壁;
52.所述散热槽51的右侧顶端内壁安装有伸缩杆56,所述伸缩杆56表面插接有弹簧57,所述伸缩杆56的底部安装有活塞三58,所述活塞三58插接在散热槽51的右侧内壁,具体的,通过散热结构5具有对手板进行冷却的作用,散热槽51具有容纳水的作用,且水并未装满散热槽51。
53.进一步的,所述下模块11的两端内壁均开设有减压槽55,所述减压槽55连接在散热槽51的顶端内壁,具体的,通过减压槽55具有使活塞二54和活塞三58进行升降的作用。
54.进一步的,所述下模块11的两端内壁均开设有流动水槽59,所述流动水槽59连接在散热槽51的底端内壁,所述流动水槽59内壁连接有管道591,所述下模块11的顶端内壁设有型腔111,具体的,通过一组流动水槽59具有将散热槽51中的热水给排出去的作用,通过另一组流动水槽59具有将水流入到散热槽51中的作用。
55.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1