一种模塑成型产品的自动化注塑抽芯机的制作方法
1.本发明涉及注塑模具结构,具体涉及一种模塑成型产品的自动化注塑抽芯机。
背景技术:
2.注塑是一种工业产品生产造型的方法,而注塑过程中所采用的塑料模具,是塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和精确尺寸的工具,由于塑料品种和加工方法繁多,塑料成型机和塑料制品的结构又繁简不一,所以,塑料模具的种类和结构也是多种多样的,塑料模具中的抽芯是用来处理注塑件分模面上无法脱模的位置,属于“倒勾处理系统”,是模具的一种结构,主要作用是保证产品顺利脱模的机构,也叫做滑块,比如塑胶件侧面有孔,在开模后,如果这个孔的芯子不抽掉,产品是无法顶出的,此时模具结构就要采用滑块的结构,把孔的芯子做成活动的,用斜导柱与定模配合,随着开模或合模来使滑块移动,这种移动就叫抽芯。
3.现有的抽芯机构存在以下问题,
4.(1)现有抽芯机构通过特定的传动零件进入导向槽中,通过导向槽促进运动零件的滑动,从而带动侧向成型零件移至特定的成模位置,不同的注塑件进行注塑之前,现有技术需要设计对应规定斜度的导向槽和传动零件,限制了单个抽芯机构的整体适用范围,原材料耗费高;
5.(2)现有大部分抽芯机构对与开合模方向垂直的侧型芯进行抽芯,但是实际抽芯应用过程中,会存在侧型芯抽芯方向与开合模方向不垂直的情况,利用现有技术中常见的抽芯机构进行抽芯可能会出现卡死问题。
技术实现要素:
6.为此,本发明提供一种模塑成型产品的自动化注塑抽芯机,有效的解决了现有技术中的限制了单个抽芯机构的整体适用范围、材料耗费高、以及侧型芯抽芯方向与开合模方向不垂直的情况下进行抽芯出现卡死的问题。
7.一种模塑成型产品的自动化注塑抽芯机,包括定模座、动模座、连接在所述动模座上的模块和动模框、设置在所述动模框内的侧向成型装置、平移装置、限位装置、设置在所述定模座上的传动装置、锁紧装置、以及与所述平移装置和所述传动装置通讯连接的控制系统,所述模块贯穿设置在所述动模框上,所述侧向成型装置为成型塑件侧向凹凸形状的提供模面,所述平移装置在开合模时带动所述侧向成型装置在所述动模框内滑动,所述传动装置带动所述平移装置移动,所述锁紧装置用于防止注塑时所述平移装置受侧向胀型力而产生后退位移,所述限位装置使所述平移装置复位至限位位置上;
8.所述侧向成型装置包括设置在所述平移装置上靠近所述模块一侧边上的侧型芯组件、以及设置在所述模块远离所述侧型芯组件一侧的侧向成型组件;
9.所述平移装置包括滑动设置在所述动模框内的上滑动座和下滑动座、以及设置在所述上滑动座和下滑动座内的一对导向槽板、以及设置在所述导向槽板侧边的斜度调节组
件,所述上滑动座通过卡接结构与所述侧型芯组件卡接,所述下滑动座通过所述卡接结构与所述侧向成型组件卡接,所述斜度调节组件对所述导向槽板的斜度进行调节;
10.所述传动装置包括设置在所述定模座上的调节座架、以及设置在所述调节座架上的斜导柱,所述斜导柱移动进入所述导向槽板之间;
11.其中,所述侧型芯组件和所述侧向成型组件分别为注塑件形成成型槽和成型凸起部分,所述侧型芯组件和所述侧向成型组件分别安装在所述上滑动座和所述下滑动座上,所述调节座架根据所述导向槽板的位置和斜度对所述斜导柱的位置和斜度进行调节。
12.可选地,所述侧型芯组件包括上安装板、以及连接在所述上安装板上靠近所述模块一侧面的侧型芯棒,所述侧型芯棒用于形成注塑件的内凹孔;
13.其中所述侧型芯棒呈一定角度设置在所述上安装板上。
14.可选地,所述侧向成型组件包括下安装板、以及设置在所述下安装板上靠近所述模块一侧面上的模槽,所述模槽用于形成注塑件的外凸部分。
15.可选地,所述卡接结构包括设置在所述上滑动座和所述下滑动座内的安装舱、设置在所述安装舱内的第一复位弹簧、连接在所述第一复位弹簧端部的复位板、以及卡接设置在所述复位板上的卡接板,所述卡接板上设置有卡接凸起,所述复位板上开设有供所述卡接凸起卡接的卡接槽,上安装板和所述下安装板通过调节螺栓安装在所述卡接板上,所述动模框上转动设置有定位尺;
16.所述上滑动座和所述下滑动座内开设有第一调节舱,所述上滑动座和下滑动座侧边转动设置有导滑板,所述导滑板内侧边转动连接有调节杆,所述第一调节舱内设置有螺纹转动杆,所述动模框内开设有调节腔,所述螺纹转动杆上螺纹连接有平移螺纹筒,所述调节杆一端转动连接在所述平移螺纹筒上,所述螺纹转动杆一端延伸至所述调节腔内且连接有第一驱动电机,所述第一驱动电机与所述控制系统电性连接。
17.可选地,所述上滑动座和所述下滑动座内均设置有第二调节舱,所述上滑动座和所述下滑动座远离所述定模座一端面设置有第一伸缩板,所述导向槽板一端转动连接在所述第一伸缩板侧边上;
18.所述斜度调节组件包括垂直固定在所述导向槽板侧边上的固定架、连接在所述固定架侧边的调节轴柱、连接在所述调节轴柱上的蜗轮环、以及啮合在所述蜗轮环侧边上的调节蜗杆,所述上滑动座内固定设置有固定槽座,所述调节轴柱转动设置在所述固定槽座内,所述调节蜗杆一端连接有第二驱动电机,所述第二驱动电机与所述控制系统通讯连接。
19.可选地,所述导向槽板由夹置在所述固定架之间的中间板和套设在所述中间板两侧的第二伸缩板组成,其中靠近所述第一伸缩板的第二伸缩板与所述第一伸缩板转动连接。
20.可选地,所述调节座架包括卡接安装在所述定模座上的安装座、设置在所述安装座两侧的驱动舱、设置在所述驱动舱内的调节螺纹杆、连接在所述调节螺纹杆一端的转动蜗杆、以及设置在所述驱动舱内的制动限位组件,所述调节螺纹杆上设置有第三调节舱,所述转动蜗杆贯穿设置在所述第三调节舱内,所述第三调节舱内设置有调节蜗轮,所述调节蜗轮通过固定轴杆转动设置在所述第三调节舱内,所述斜导柱转动连接在所述固定轴杆上,所述驱动舱内设置有与所述调节螺纹杆螺纹连接的驱动螺纹筒,所述驱动螺纹筒上一端连接有第三驱动电机,所述第三驱动电机与所述控制系统通讯连接,所述第三驱动电机
设置在所述驱动舱内。
21.可选地,所述制动限位组件包括固定设置在所述驱动舱内的制动轮、设置在所述制动轮内的一对制动弧板、以及设置在所述制动弧板内的限位齿,所述调节螺纹杆穿过所述制动轮,所述调节螺纹杆上开设有供所述限位齿卡接的齿槽,所述制动轮内设置有固定台,所述制动弧板分别设置在所述固定台两侧,所述制动弧板靠近所述固定台一端均转动连接所述固定台上,所述制动弧板另一端通过制动气缸连接在一起,其中一所述制动弧板上连接有第二复位弹簧,并且通过所述第二复位弹簧连接在另一所述制动弧板对称位置上。
22.可选地,所述锁紧装置包括设置在所述安装座侧边的锁紧块、以及设置在所述下滑动座上的契合槽,所述锁紧块卡接在所述契合槽内。
23.可选地,所述限位装置包括设置在所述动模框上方的第一升降螺栓、以及设置在所述所述动模框下方的第二升降螺栓,所述第一升降螺栓上缠绕设置有第三复位弹簧,所述第一升降螺栓下端螺纹连接在所述上滑动座上,所述下滑动座上开设有供所述第二升降螺栓嵌入的升降槽。
24.本发明与现有技术相比较具有如下有益效果:
25.(1)本发明在动模框上设置平移装置,在开合模时带动侧向成型装置在动模座内滑动,其中,斜度调节组件对导向槽板的斜度进行调节,则对平移装置整体的平移距离进行调节,适用于大部分需要侧边抽芯的注塑件进行使用,增大了抽芯机构的使用范围,节省了原材料;
26.(2)本发明在上滑动座和侧型芯组件之间设置卡接结构,且在下滑动座和侧向成型组件之间设置卡接结构,卡接结构将侧向成型装置安装在上滑动座和下滑动座上,且对通过调节导滑板的角度对侧向成型装置平移路线进行调节,适用于侧型芯抽芯反向与开合模方向呈任何角度的情况,适用范围广。
附图说明
27.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
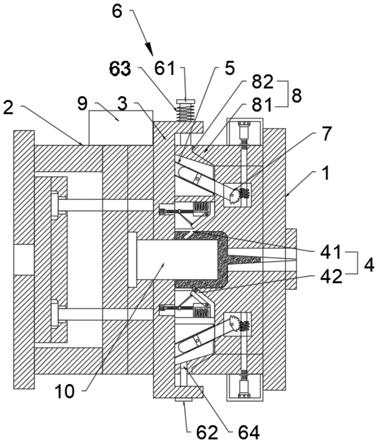
28.图1为本发明实施例提供的一种模塑成型产品的自动化注塑抽芯机的结构示意图;
29.图2为本发明实施例中的侧型芯组件的结构示意图;
30.图3为本发明实施例中的侧向成型组件的结构示意图;
31.图4为本发明实施例中的平移装置的结构示意图;
32.图5为本发明实施例中的卡接板、复位板与上安装板、下安装板的安装示意图;
33.图6为本发明实施例中的斜度调节组件的结构示意图;
34.图7为本发明实施例中的调节座架的结构示意图;
35.图8为本发明实施例中的制动限位组件的结构示意图。
36.图中的标号分别表示如下:
37.1、定模座;2、动模座;3、动模框;4、侧向成型装置;5、平移装置;6、限位装置;7、传动装置;8、锁紧装置;9、控制系统;10、模块;
38.41、侧型芯组件;42、侧向成型组件;
39.51、上滑动座;52、下滑动座;53、导向槽板;54、斜度调节组件;55、卡接结构;56、第二调节舱;57、第一伸缩板;
40.61、第一升降螺栓;62、第二升降螺栓;63、第三复位弹簧;64、升降槽;
41.71、调节座架;72、斜导柱;
42.81、锁紧块;82、契合槽;
43.411、上安装板;412、侧型芯棒;
44.421、下安装板;422、模槽;
45.531、中间板;532、第二伸缩板;
46.541、固定架;542、调节轴柱;543、蜗轮环;544、调节蜗杆;545、固定槽座;546、第二驱动电机;
47.551、安装舱;552、第一复位弹簧;553、复位板;554、卡接板;555、卡接凸起;556、卡接槽;557、定位尺;558、第一调节舱;559、导滑板;5510、调节杆;5511、螺纹转动杆;5512、平移螺纹筒;5513、第一驱动电机;5514、调节螺栓;
48.711、安装座;712、驱动舱;713、调节螺纹杆;714、转动蜗杆;715、制动限位组件;716、第三调节舱;717、调节蜗轮;718、固定轴杆;719、驱动螺纹筒;7110、第三驱动电机;
49.7151、制动轮;7152、制动弧板;7153、限位齿;7154、齿槽;7155、固定台;7156、制动气缸;7157、第二复位弹簧。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.如图1所示,本发明提供了一种模塑成型产品的自动化注塑抽芯机,包括定模座1、动模座2、连接在动模座2上的模块10和动模框3、设置在动模框3内的侧向成型装置4、平移装置5、限位装置6、设置在定模座1上的传动装置7、锁紧装置8、以及与平移装置5和传动装置7通讯连接的控制系统9,模块10贯穿设置在动模框3上。
52.本发明的主要创新点为平移装置5和传动装置7,现有技术通常通过设置不同斜度和位置的导向槽和斜导柱72来改变平移装置5的平移距离,本发明在现有的基础上设计了可改变斜度的导向槽板53以及可改变斜度和位置的斜导柱72,可根据不同情况改变导向槽板53和斜导柱72,以改变平移装置5的平移距离,适用于大部分模具进行抽芯,更换至其他的模具时只需要对本发明中的装置进行调节即可。
53.本发明采用控制系统9对装置内的需要用电机的装置进行调节,本实施例中的控制系统9通讯连接的电机主要采用步进电机,通过控制系统9控制输入脉冲的数量、频率等,对电机的转角、速度等进行调节。
54.本发明主要的结构有侧向成型装置4、平移装置5、限位装置6、传动装置7和锁紧装
置8,其中,侧向成型装置4为成型塑件侧向凹凸形状的提供模面,平移装置5在开合模时带动侧向成型装置4在动模框3内滑动,传动装置7带动平移装置5移动,锁紧装置8用于防止注塑时平移装置5受侧向胀型力而产生后退位移,限位装置6使平移装置5复位至限位位置上。
55.一:侧向成型装置4,侧向成型装置4在本发明中的设置是根据实际注塑件要求改变的,在本实施例中,主要列举了两个较经典的成型组件进行说明,分别为侧型芯组件41和侧向成型组件42,在图中,侧型芯组件41设置在平移装置5上靠近模块10一侧边上,侧向成型组件42设置在模块10远离侧型芯组件41一侧,在本实施例中的位置主要为了便于说明结构原理,在实际使用情况下,侧型芯组件41和侧向成型组件42也可以设置在一侧。
56.本实施例中,侧型芯组件41和侧向成型组件42分别为注塑件形成成型槽和成型凸起部分,侧型芯组件41和侧向成型组件42结构简单,均由一个安装板和一个凸出结构或者凹槽结构组成;其中,如图2所示,侧型芯组件41包括上安装板411、以及连接在上安装板411上靠近模块10一侧面的侧型芯棒412,侧型芯棒412用于形成注塑件的内凹孔,侧型芯棒412的部分完成抽芯之后注塑件上形成内凹孔,实际注塑过程中内凹孔可垂直于开合模方向(现有技术有所设计说明),也可倾斜于开合模方向,本发明主要对倾斜于开合模方向的情况进行说明,在设计侧型芯组件41时,根据所需形成的凹孔的角度来改变侧型芯棒412的角度,再根据所需形成凹孔的宽度等设计其他规格。
57.另外,如图3所示,侧型成型槽组件42与侧型芯组件41大致相同,需要侧向成型组件42包括下安装板421、以及设置在下安装板421上靠近模块10一侧面上的模槽422,模槽422用于形成注塑件的外凸部分,模槽422的角度根据所需凸起的角度进行设计。
58.上述侧型芯组件41和侧向成型组件42安装在平移装置5上,并且可拆卸的安装在平移装置5上,针对不同的侧型芯组件41和侧向成型组件42对平移装置5进行调节。
59.二:平移装置5:本发明采用平移装置5将上述侧型芯组件41和侧向成型组件42带至规定位置进行注塑,针对倾斜设置的侧型芯棒412和模槽422,本发明也要沿该倾斜角度进行抽芯,避免抽芯过程出现卡死的情况。
60.平移装置5主要采用以下优选实施例,如图4所示,平移装置5包括滑动设置在动模框3内的上滑动座51和下滑动座52、以及设置在上滑动座51和下滑动座52之间的一对导向槽板53、以及设置在导向槽板53侧边的斜度调节组件54,上滑动座51通过卡接结构55与侧型芯组件41卡接,下滑动座52通过卡接结构55与侧向成型组件42卡接,斜度调节组件54对导向槽板53的斜度进行调节。
61.导向槽板53之间形成现有装置中的导向槽,传动装置7可穿入导向槽板53之间通过带动导向槽板53平移从而带动侧型芯组件41和侧向成型组件42平移。
62.在本实施例中存在两个创新结构,分别是卡接结构55和斜度调节组件54,侧向成型装置4通过卡接结构55安装在上滑动座51和下滑动座52上,卡接结构55还对侧向成型装置4的抽芯方向进行调节。
63.卡接结构55的结构如下,首先是将侧向成型装置4安装在上滑动座51和下滑动座52上,卡接结构55包括设置在上滑动座51和下滑动座52内的安装舱551、设置在安装舱551内的第一复位弹簧552、连接在第一复位弹簧552端部的复位板553、以及卡接设置在复位板553上的卡接板554,如图5所示,卡接板554上设置有卡接凸起555,复位板553上开设有供卡接凸起555卡接的卡接槽556,上安装板411和下安装板421通过调节螺栓5514安装在卡接板
554上,动模框3上转动设置有定位尺557,卡接板554卡接在复位板553上,上安装板411又安装在卡接板554上,本实施例中采用调节螺栓5514将上安装板411安装在卡接板554上,为避免上安装板411和下安装板421安装位置不齐,在侧边设置的定位尺557可对上安装板411和下安装板421的安装进行校检。
64.另外还可通过在调节螺栓5514上连接转动电机,将上安装板411置于调节螺栓5514上,通过旋转调节螺栓5514可直接对上安装板411和下安装板421的安装高度(此处指的是与卡接板554之间的距离)进行调节。
65.其次,是对侧向成型装置4的抽芯方向进行调节,上滑动座51和下滑动座52内开设有第一调节舱558,上滑动座51和下滑动座52侧边转动设置有导滑板559,导滑板559内侧边转动连接有调节杆5510,第一调节舱558内设置有螺纹转动杆5511,动模框3内开设有调节腔,螺纹转动杆5511上螺纹连接有平移螺纹筒5512,调节杆5510一端转动连接在平移螺纹筒5512上,螺纹转动杆5511一端延伸至调节腔内且连接有第一驱动电机5513,第一驱动电机5513与控制系统9电性连接。
66.从图中可以看出,第一驱动电机5513转动带动平移螺纹筒5512在螺纹转动杆5511上平移,从而使得调节杆5510角度发生改变,调节杆5510角度位置改变带动导滑板559转动,使得导滑板559的角度发生变化,实现了对导滑板559的角度调节,由于侧向成型装置4沿导滑板559上进行滑动抽芯,所以实现了抽芯方向的调节。
67.另外是对导向槽板53形成的导向槽的斜度进行调节,结构如下,上滑动座51和下滑动座52内均设置有第二调节舱56,上滑动座51和下滑动座52远离定模座1一端面设置有第一伸缩板57,导向槽板53一端转动连接在第一伸缩板57侧边上。
68.在本实施例中,导向槽板53转动的过程中整体的长度发生变化,所以将导向槽板53设置为由夹置在固定架541之间的中间板531和套设在中间板531两侧的第二伸缩板532组成,其中靠近第一伸缩板57的第二伸缩板532与第一伸缩板57转动连接,第一伸缩板57和第二伸缩板532的设置使得当转动导向槽板53时,可保证导向槽板53的端部始终与上滑动座51外端面平齐。
69.斜度调节组件54的优选调节结构如下,如图6所示,斜度调节组件54包括垂直固定在导向槽板53侧边上的固定架541、连接在固定架541侧边的调节轴柱542、连接在调节轴柱542上的蜗轮环543、以及啮合在蜗轮环543侧边上的调节蜗杆544,上滑动座51内固定设置有固定槽座545,调节轴柱542转动设置在固定槽座545内,调节蜗杆544一端连接有第二驱动电机546,第二驱动电机546与控制系统9通讯连接。
70.第二驱动电机546转动带动调节蜗杆544转动从而带动蜗轮环543转动,蜗轮环543带动调节轴柱542转动从而带动固定架541转动,使得导向槽板53跟随转动,其中固定槽座545保证了整体的转动轴的位置不发生改变,也就是转动中心一定,并且在转动的过程中,两个导向槽板53之间的距离不变,也就是说导向槽板53之间形成的导向槽的宽度不发生改变,便于同一传动装置7进入导向槽板53之间。
71.三:传动装置7,传动装置7带动平移装置5进行平移,传动装置7包括设置在定模座1上的调节座架71、以及设置在调节座架71上的斜导柱72,斜导柱72移动进入导向槽板53之间,其中,调节座架71根据导向槽板53的位置和斜度对斜导柱72的位置和斜度进行调节。
72.在本实施例中,调节座架71也是卡接安装在定模座1上的,就是说可以直接将定模
座1进行拆卸,根据不同的注塑件更换不同的定模座1.
73.调节座架71采用以下的优选实施方式,如图7所示,调节座架71包括卡接安装在定模座1上的安装座711、设置在安装座711两侧的驱动舱712、设置在驱动舱712内的调节螺纹杆713、连接在调节螺纹杆713一端的转动蜗杆714、以及设置在驱动舱712内的制动限位组件715,调节螺纹杆713上设置有第三调节舱716,转动蜗杆714贯穿设置在第三调节舱716内,第三调节舱716内设置有调节蜗轮717,调节蜗轮717通过固定轴杆718转动设置在第三调节舱716内,斜导柱72转动连接在固定轴杆718上,驱动舱712内设置有与调节螺纹杆713螺纹连接的驱动螺纹筒719,驱动螺纹筒719上一端连接有第三驱动电机7110,第三驱动电机7110与控制系统9通讯连接,第三驱动电机7110设置在驱动舱712内。
74.调节座架71可实现斜导柱72的角度调节和位置调节,使得斜导柱72端部大致与导向槽正对,上述装置主要实现斜导柱72的角度调节,第三驱动电机7110驱动带动驱动螺纹筒719转动,从而带动调节螺纹杆713转动,调节螺纹杆713转动带动转动蜗杆714转动,从而带动调节蜗轮717转动,调节蜗轮717通过固定轴杆718带动斜导柱72转动,从而实现斜导柱72的角度调节。
75.以下制动限位组件715主要实现斜导柱72的位置调节,如图8所示,制动限位组件715包括固定设置在驱动舱712内的制动轮7151、设置在制动轮7151内的一对制动弧板7152、以及设置在制动弧板7152内的限位齿7153,调节螺纹杆713穿过制动轮7151,调节螺纹杆713上开设有供限位齿7153卡接的齿槽7154,制动轮7151内设置有固定台7155,制动弧板7152分别设置在固定台7155两侧,制动弧板7152靠近固定台7155一端均转动连接固定台7155上,制动弧板7152另一端通过制动气缸7156连接在一起,其中一制动弧板7152上连接有第二复位弹簧7157,并且通过第二复位弹簧7157连接在另一制动弧板7152对称位置上。
76.制动气缸7156也受控制系统9控制,制动气缸7156运行带动两侧的制动弧板7152向内转动,转动至限位齿7153与调节螺纹杆713上齿槽7154卡接,此时调节螺纹杆713不能再转动,那么在驱动螺纹筒719的转动作用下,带动调节螺纹杆713进行平移,实现了斜导柱72的位置调节,不需要进行调节之后,制动气缸7156停止运行,第二复位弹簧7157带动制动弧板7152复位至初始位置。
77.四:锁紧装置8,本发明中锁紧装置8主要采用与现有一致的设计,锁紧装置8包括设置在安装座711侧边的锁紧块81、以及设置在下滑动座52上的契合槽82,锁紧块81卡接在契合槽82内,当合模完成之后,锁紧块81将上滑动座51和下滑动座52锁紧在内部,防止在注塑过程中上滑动座51和下滑动座52受力向两侧移动影响注塑。
78.五:限位装置6,本发明设置的限位装置6主要对开模之后的上滑动座51和下滑动座52进行限位,避免上滑动座51和下滑动座52平移至其他位置。
79.限位装置6主要采用以下实施方式,限位装置6包括设置在动模框3上方的第一升降螺栓61、以及设置在动模框3下方的第二升降螺栓62,第一升降螺栓61上缠绕设置有第三复位弹簧63,第一升降螺栓61下端螺纹连接在上滑动座51上,下滑动座52上开设有供第二升降螺栓62嵌入的升降槽64。
80.在本实施例中,第三复位弹簧63一端固定在动模框3上,一端固定在第一升降螺栓61上。
81.开模之后,在第三复位弹簧63的作用下,第一升降螺栓61将上滑动座51带至动模
框3内最上端,下滑动座52沿第二升降螺栓62方向向下滑动,避免在重力作用下下滑至其他位置。
82.本发明的主要实施方式为,在进行注塑之前,控制系统9控制第二驱动电机546运行将导向槽板53调节至一定角度,将上安装板411和下安装板421安装在上下两侧的卡接板554上,控制系统9控制第三驱动电机7110和制动气缸7156运行将斜导柱72调节至与导向槽板53一致的斜度以及正对导向槽板53的位置,动模座2进行合模动作,上滑动座51和下滑动座52带动侧向成型装置4向内移动,侧向成型装置4和模块10形成模腔,锁紧块81将上滑动座51和下滑动座52内部锁紧,注塑完成之后开模,上滑动座51和下滑动座52在限位装置6的作用下复位至初始位置。
83.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1