一种嵌套式风帆及其加工模具和加工方法与流程
1.本发明属于船用风帆技术领域,具体涉及一种嵌套式风帆及其加工模具和加工方法。
背景技术:
2.硬翼帆是一种新设计、研制、试制和加工的船舶风帆产品。该设备为三节嵌套结构,具体的,如中国专利cn2093822441u所示,为三段式套接结构,包括:第一帆叶、嵌套于第一帆叶外部的第二帆叶、嵌套于第二帆叶外部的第三帆叶。硬翼帆设备的主要作用将风力转化为船的动力。采用复合材料制备的超大型翼型风帆不仅可利用海风的助航作用降低大型油轮的燃油消耗和污染排放,亦可利用复合材料耐腐蚀、抗疲劳、轻质高强的特点降低船舶的重心并延长服役周期。
3.目前,可伸缩套接的硬质风帆的滑块通常采用金属或者尼龙材质。尼龙材料和金属材料与粘接效果不佳,一般通常采用螺栓与复合材料进行连接,但螺栓连接需要打孔,这样会破坏复合材料的表面,造成帆面在受风时会在螺栓打孔位置产生应力集中,从而降低复合材料构件的整体力学性能和耐久性。
4.因此,针对以上不足,本发明急需提供一种嵌套式风帆及其加工模具和加工方法。
技术实现要素:
5.本发明的目的在于提供一种嵌套式风帆及其加工模具和加工方法,以解决现有技术中滑块与帆叶连接效果不好造成使用时帆叶受损的问题。
6.本发明提供的嵌套式风帆,包括相互嵌套的若干帆叶,还包括设置于相互嵌套的两个所述帆叶之间的滑动结构,所述滑动结构包括滑块和纱线;所述滑块呈条形,所述滑块上设有多个贯穿所述滑块两侧的贯穿孔,且多个所述贯穿孔沿长度方向依次排列;所述纱线穿装于所述贯穿孔中,并与相互嵌套的两个所述帆叶中任意一个一体成型。
7.如上所述的嵌套式风帆,进一步优选为,所述滑动结构还包括滑槽,所述滑槽呈条形,并设于与所述滑块相对的另一个所述帆叶中,适于与所述滑块适配。
8.如上所述的嵌套式风帆,进一步优选为,所述帆叶包括外蒙皮、内蒙皮和纵骨架;所述外蒙皮和所述内蒙皮均为壳腔结构,且所述外蒙皮设于所述内蒙皮的外侧;所述纵骨架为多个,且均设于所述外蒙皮和所述内蒙皮之间。
9.如上所述的嵌套式风帆,进一步优选为,所述滑块和所述滑槽的数量均为多个,且分别位于所述纵骨架的内外两侧,且所述纵骨架的宽度至少为所述滑块宽度的两倍。
10.如上所述的嵌套式风帆,进一步优选为,所述滑块通过所述纱线与所述外蒙皮一体成型;所述滑槽成型于所述内蒙皮上。
11.如上所述的嵌套式风帆,进一步优选为,所述纵骨架的截面呈工字型,且一个侧面与所述外蒙皮连接,另一个侧面与所述内蒙皮连接。
12.如上所述的嵌套式风帆,进一步优选为,所述外蒙皮和所述内蒙皮采用复合材料
制成,所述纵骨架和所述滑块采用金属材料或复合材料制成。
13.如上所述的嵌套式风帆,进一步优选为,所述滑块的截面为梯形,且所述滑块中梯形下底所在的面与帆叶紧密贴合,梯形上底所在的面与所述滑槽适配。
14.本发明还公开了嵌套式风帆的加工模具,用于加工上述中任意一项所述的嵌套式风帆,包括芯模和外套模,所述外套模上设有多个条形槽,所述条形槽的形状与所述滑块的形状适配。
15.本发明还公开了嵌套式风帆的加工方法,用于采用如上所述的加工模具加工上述任意一项所述的嵌套式风帆,包括以下步骤:步骤1:取滑块、纱线和纵骨架,并将所述纱线穿装于所述滑块的贯穿孔中;步骤2:取外套模并将步骤1得到的滑块置于所述条形槽中,并调整纱线使所述滑块两侧的纱线长度相同;取芯模并将步骤1得到的纵骨架安装于所述芯模上;步骤3:根据一体成型工艺调整芯模和外套模,并通过一体成型工艺加工得到嵌套式风帆。
16.本发明与现有技术相比具有以下的优点:
17.本发明涉及一种嵌套式风帆及其加工模具和加工方法,其中,所述嵌套式风帆包括相互嵌套的若干帆叶,还包括设置于相互嵌套的两个所述帆叶之间的滑动结构,所述滑动结构包括滑块和纱线;所述滑块呈条形,且沿长度方向,所述滑块上设有多个贯穿所述滑块的贯穿孔;所述纱线穿装于所述贯穿孔中,并与相互嵌套的两个所述帆叶中任意一个一体成型。上述结构中,所述滑块通过纱线与帆叶连接,而纱线与帆叶一体成型,即通过上述连接结构,一方面避免了现有技术中滑块与帆叶粘接效果不佳的问题,另一方面,还避免了滑块与帆叶通过螺栓连接时打孔破坏帆叶整体力学性能和耐久性的问题,即不仅保证了帆叶不被打孔破坏,使其力学性能得到保障,且加工工艺简便。
18.本发明所公开的加工模具通过在外套膜中设置适于滑块放置的条形槽,并将工字型材安装至芯模中,使得滑块和工字型材能够在帆叶的成型阶段直接与蒙皮连接,即利用复合材料工艺特点,将格栅力学加强与滑动轨道相结合,帆面不会因为滑动产生变形,且滑块安装位置精度高。
附图说明
19.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明中嵌套式风帆的主视图;
21.图2为图1中a
‑
a部位的剖面示意图;
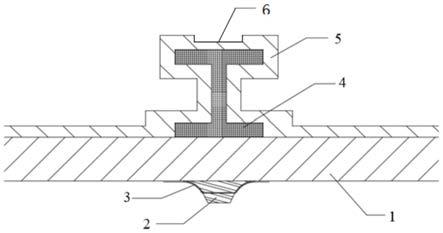
22.图3为图2中b部位的结构放大图;
23.图4为本发明中嵌套式风帆的加工模具的外套模与滑块的状态示意图;
24.图5为图2的爆炸图。
25.附图标记说明:
[0026]1‑
外蒙皮,2
‑
滑块,3
‑
纱线,4
‑
纵骨架,5
‑
内蒙皮,6
‑
滑槽,7
‑
帆叶,8
‑
外套模,9
‑
条形槽。
具体实施方式
[0027]
实施例1:
[0028]
如图1
‑
3所示,本实施例公开了嵌套式风帆,包括相互嵌套的若干帆叶7,还包括设置于相互嵌套的两个所述帆叶7之间的滑动结构,所述滑动结构包括滑块2和纱线3;所述滑块2呈条形,所述滑块2上设有多个贯穿所述滑块2两侧的贯穿孔,且多个所述贯穿孔沿长度方向依次排列;所述纱线3穿装于所述贯穿孔中,并与相互嵌套的两个所述帆叶7中任意一个一体成型。
[0029]
本实施例中,嵌套式风帆设有多个帆叶7,每个帆叶7均为壳腔式结构,适于两两相互嵌套。滑动结构则设于相互嵌套的两个帆叶7的接触面上,具体的,所述滑动结构包括滑块2和纱线3;滑块2呈条形,且其中一个侧面与所述帆叶7紧密贴合,所述滑块2上还设有多个贯穿孔,所述贯穿孔中均穿装有所述纱线3;所述纱线3的两端均与所述帆叶7一体成型。上述结构中,所述滑块2通过纱线3与帆叶7连接,而纱线3与帆叶7一体成型,即通过上述连接结构,一方面避免了现有技术中滑块2与帆叶7粘接效果不佳的问题,另一方面,还避免了滑块2与帆叶7通过螺栓连接时打孔破坏帆叶7整体力学性能和耐久性的问题,即不仅保证了帆叶7不被打孔破坏,使其力学性能得到保障,且加工工艺简便。
[0030]
上述结构中,所述滑块2既可设于帆叶7的外表面,还可以设于帆叶7的内表面,当其设于帆叶7的外表面时,适于与相互嵌套的另一帆叶7的内表面接触并相互滑动,放弃设于帆叶7的内表面时,适于与相互嵌套的另一帆叶7的外表面接触并相互滑动。
[0031]
进一步的,上述结构中,所述滑动结构还包括滑槽6,所述滑槽6呈条形,并设于与所述滑块2相对的另一个所述帆叶7中,适于与所述滑块2适配。滑块2与滑槽6适配,且其中一个设于风帆的外表面,另一个设于风帆的内表面,进而使得帆叶7在相互嵌套时滑块2能够与滑槽6适配,进而便于相互嵌套的两个风帆相互滑动。设置滑槽6适于限制滑块2的滑动范围,进而避免滑块2与帆叶7接触时打滑影响滑动效果。
[0032]
进一步的,上述结构中,所述帆叶7包括外蒙皮1、内蒙皮5和纵骨架4;所述外蒙皮1和所述内蒙皮5均为壳腔结构,且所述外蒙皮1设于所述内蒙皮5的外侧;所述纵骨架4为多个,且均设于所述外蒙皮1和所述内蒙皮5之间。具体的,所述外蒙皮1的外表面为连续的曲面或平面,所述内蒙皮5设于所述外蒙皮1的内侧,并紧贴在所述外蒙皮1上。所述纵骨架4设于所述外蒙皮1和内蒙皮5之间,且侧面紧贴外蒙皮1和内蒙皮5,适于支撑外蒙皮1和内蒙皮5。
[0033]
进一步的,上述结构中,所述滑块2和所述滑槽6的数量均为多个,且分别位于所述纵骨架4的内外两侧,且所述纵骨架4的宽度至少为所述滑块2宽度的两倍。具体的,所述滑块2的数量与所述纵骨架4的数量一致,并与所述滑槽6对应设置在纵骨架4的两侧。滑块2与纵骨架4位置对应设置适于通过纵骨架4提升滑块2与外蒙皮1的连接强度,进而为滑块2提供稳定的连接和支撑。且为了保证支撑强度,纵骨架4的连接面宽度至少为滑块2连接面宽度的两倍,进而使得纵骨架4与内蒙皮5或外蒙皮1的连接面至少为滑块2连接面的两倍。
[0034]
进一步的,上述结构中,所述滑块2通过所述纱线3与所述外蒙皮1一体成型;所述滑槽6成型于所述内蒙皮5上。具体的,本实施例中,所述滑块2设于所述帆叶7的外表面,并通过纱线3与外蒙皮1一体成型,滑槽6设于帆叶7的内表面,并直接成型于内蒙皮5上。上述设置将滑块2设于帆叶7的外表面,将滑槽6设于帆叶7的内表面,进而使得帆叶7的外蒙皮1
为连续的平面或曲面,使外表面受力均匀而不存在局部受力太大的问题,继而使其力学性能得到保证。
[0035]
进一步的,上述结构中,所述纵骨架4的截面呈工字型,且一个侧面与所述外蒙皮1连接,另一个侧面与所述内蒙皮5连接。
[0036]
进一步的,上述结构中,所述外蒙皮1和所述内蒙皮5采用复合材料制成,所述纵骨架4和所述滑块2采用金属材料或复合材料制成。
[0037]
进一步的,上述结构中,所述滑块2的截面为梯形,且所述滑块2中梯形下底所在的面与帆叶7紧密贴合,梯形上底所在的面与所述滑槽6适配。
[0038]
上述结构中,所述外蒙皮1和内蒙皮5均采用复合材料制成,具体的,可采用适用于真空灌注工艺的各类树脂基复合材料,如玻璃纤维增强树脂基复合材料和碳纤维增强树脂基复合材料,优选的,上述结构采用同一材料制成。所述纱线3可采用玻璃纤维、碳纤维等材质,与第一蒙皮材质相同为佳。所述工字型材可选用金属材料,还可以使用复合材料,当采用复合材料时,优选与第一蒙皮材质相同。
[0039]
实施例2:
[0040]
如图4
‑
5所示,本实施例公开了一种嵌套式风帆的加工模具,用于加工实施例1中任意一项所述的嵌套式风帆,包括芯模和外套模8,所述外套模8上设有多个条形槽9,所述条形槽9的形状与所述滑块2的形状适配。
[0041]
具体的,穿装有纱线3的滑块2置于条形槽9内,不仅侧面与条形槽9的侧面紧密贴合,且滑块2中用于与帆叶7贴合的侧面与下模的模腔形成连续的型面,即滑块2的侧面构成模腔的一部分。控制纱线3的长度,使其两端均伸出滑块2与下模重合面之外,具体的,每侧伸出的长度最低为滑块2宽度的1/2。
[0042]
实施例3:
[0043]
如图4
‑
5所示,本实施例公开了嵌套式风帆的加工方法,包括以下步骤:
[0044]
步骤1:取滑块2、纱线3和纵骨架4,并将所述纱线3穿装于所述滑块2的贯穿孔中;
[0045]
步骤2:取外套模8并将步骤1得到的滑块2置于所述条形槽9中,并调整纱线3使所述滑块2两侧的纱线3长度相同;取芯模并将步骤1得到的纵骨架4安装于所述芯模上;
[0046]
步骤3:根据一体成型工艺调整芯模和外套模8,并通过一体成型工艺加工得到嵌套式风帆。
[0047]
具体的,步骤3中,可以采用复合材料真空灌注成型、热压罐成型、模压成型、rtm成型或其他闭模成型工艺加工得到帆叶7。然后将帆叶7组装成嵌套式风帆。
[0048]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1