一种加强型挡板制作方法及其生产线与流程
1.本发明涉及化工技术领域,尤其涉及一种加强型挡板制作方法及其生产线。
背景技术:
2.现有挡板制作技术均是采用纯橡胶材料热熔,通过挤出机模具挤出后冷却成型,再根据所需长度进行裁剪;此种方式生产的输送带挡板材质单一,成型的挡板强度有限;增加强度的方式只有增大挡板厚度或改用金属挡板。增大挡板厚度一方面会提高成本,另一方面将减少其适用范围;而改用金属挡板一方面难以将金属挡板固定在输送带上,另一方面也会减少其适用范围。
技术实现要素:
3.针对现有技术存在的上述问题,本发明提供了一种加强型挡板制作方法,采用该方法制作的加强型挡板强度高且制作成本低,使用范围广。
4.一种加强型挡板制作方法,包括如下步骤:
5.步骤a)将基布平覆于橡胶基片上;
6.步骤b)将两长度与基布相等的橡胶芯片呈镜像对称地平覆于基布上,两橡胶芯片间距离不超过40cm,收卷后得挡板半成品;
7.步骤c)预热步骤b所得挡板半成品上的两橡胶芯片,至橡胶芯片熔融状态;
8.步骤d)将步骤c)所得表面软化状态沿其中心线对折,使两橡胶芯片相互贴合并粘合,同时未覆盖橡胶芯片的基布保持不贴合状态;
9.步骤e)步骤d)所得挡板冷却固型。
10.优选的,上述方法制备的加强型挡板呈t或y型,所述加强型挡板包括一体成型的竖直部和位于竖直部顶端两侧的水平部,所述竖直部呈u型,所述竖直部从其两外侧至内层分别为橡胶面层、基布层和橡胶芯层,所述水平部为竖直部的基布层和橡胶面层延伸而得。
11.优选的,所述加强型挡板使用时,在输送带的橡胶层中预留出一与水平部匹配的条形安装孔,将竖直部朝上,水平部的基布层朝向输送带,将水平部插入条形安装孔后通过橡胶面层与输送带顶层的橡胶层热熔粘接。
12.本发明还提供一种加强型挡板制作生产线,其包括顺次连接的用于收卷挡板半成品的放卷机、用于张紧挡板半成品的张力辊、将挡板半成品的橡胶芯片水平运输的索引辊、用于将挡板半成品挤出成型的成型装置和用于水冷的固型装置。
13.优选地,所述索引辊上方设有红外加热设备,用于挡板半成品的橡胶芯片加热。
14.优选地,所述索引辊将挡板半成品平展后将橡胶芯片水平向上放置。
15.优选地,所述加强型挡板制作生产线还包括水冷固型后对加强型挡板定位的定位治具和用于和裁切的裁切刀。
16.更优选地,可通过移动定位活动块至测长板上想要的长度对应的位置,裁切刀进行固定长度的裁切。
17.优选地,所述成型装置包括挤出机构和定型机构,该挤出机构包括两竖立并朝相对方向滚动的成型辊、悬空于成型辊上方的冷却辊,将对折所得的竖直部输送入两成型辊之间,将水平部平摊于两成型辊上方,冷却辊与水平部贴合以为其降温,通过成型辊将竖直部挤出至其进入定型机构中。
18.更优选地,所述定型机构包括两竖立的主动滚轴、设于主动滚轴后方的两冰水槽,以及置于冰水槽后的被动滚轴,所述两冰水槽平行地与两主动滚轴的位置相匹配,此时竖直部从挤出机构的成型辊中挤出并进入成型机构的两冰水槽之间。
19.进一步,所述定型机构还包括横设于两冰水槽上方的一与冷却辊高度相匹配的冰水槽,所述冰水槽底面与水平部贴合以冷却挤出成型的加强型挡板的水平部。
20.更进一步,各冰水槽上均设有冷却水入口和冷却水出口,用于向冰水槽中通入冷却水。
21.优选地,所述成型辊两侧还设有热风枪和冷风枪,所述成型辊前设热风枪,使表面热融,易于成型贴合;所述成型辊后设冷风枪,易于定型。
22.优选地,所述成型辊和主动滚轴还设有定位调节组件,所述定位调节组件包括金属固定块i、金属固定块ii、金属固定块iii、金属滑块和厚度调节转盘,所述金属固定块iii和金属滑块上分别固定有成型辊,t形的加强型挡板的竖直部从两成型辊之间通过并定型,水平部从两成型辊和冷却辊之间通过并定型。
23.更优选地,所述厚度调节转盘通过调节金属滑块的位置以改变金属滑块与金属固定块iii之间的距离,从而改变加强型挡板的竖直部的厚度。
24.更优选地,所述金属固定块iii和金属滑块的两端分别为金属固定块i、金属固定块ii,即金属固定块iii和金属滑块通过金属固定块i、金属固定块ii实现其原料移动方向的限位。
25.与相关技术相比,本发明提供的加强型挡板的原料是通过在特定宽度皮带基布面上贴合两块橡胶,两块橡胶保持一定的间隙,通过热熔这两块橡胶,送入特制的贴合模具中进行贴合及冷却定型;这样的方式得到的新型挡板,在不增厚度及对原料不进行大改的前提下,利用基布的韧性,制作更高强度的挡板,再将该加强型挡板输送到指定位置发出信息,裁切出所需长度。
26.本技术利用皮带成型技术,将挡板制作的原料改为皮带,在保持原有橡胶材料柔性基础上,又增加了基布所带来的强度和弹力。
27.新型挡板外侧是橡胶层,保持原有挡板的外观色泽,内部则有两层基布大大提高了挡板的强度,并且厚度并没有因此而增加,从而间接起到了节约材料的优点。本发明具备如下优点:
28.1、相同厚度的挡板,新型挡板强度远高于原有纯橡胶挡板;
29.2、在不增加厚度的情况下,提高挡板强度,节约橡胶原材料的投入。
附图说明
30.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
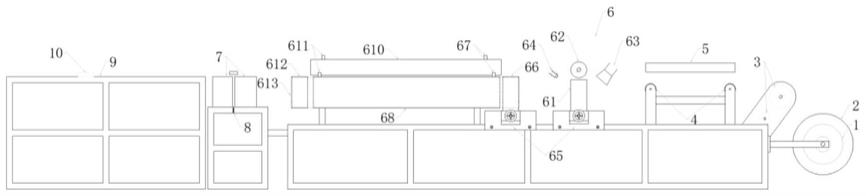
31.图1为本发明实施例提供的加强型挡板的生产线示意图;
32.图2为本发明实施例提供的挤出机构示意图;
33.图3为图2的侧视图;
34.图4为本发明实施例提供的成型机构示意图;
35.图5为图4的侧视图;
36.图6为本发明实施例提供的挡板半成品示意图;
37.图7为本发明实施例提供的原材料制备成品示意图;
38.其中,1、挡板半成品;2、放卷机;3、张力辊;4、索引辊;5、红外加热灯箱;6、成型装置;61、成型辊;62、冷却辊;621、冷却水接口;63、热风枪;64、冷风枪;65、定位调节组件;651、金属固定块i;652、金属固定块ii;653、金属固定块iii;654、金属滑块;655、厚度调节转盘;66、主动滚轴;67、冷却水入口;68、冰水槽i;69、冰水槽ii;610、冰水槽iii;611、冷却水出口;612、被动滚轴;613、皮带;7、定位治具;8、裁切刀;9、测长坂;10、定位活动块;a、橡胶基片;b、基布;c、橡胶芯片。
具体实施方式
39.为了使本领域的技术人员更好地理解本技术中的技术方案,下面将对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
40.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上,它可以直接在另一个元件上或者间接设置在另一个元件上;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至另一个元件上。
41.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容得能涵盖的范围内。
42.如图1~图7所示,本实施例提供的加强型挡板生产线,其包括顺次连接的用于收卷挡板半成品1的放卷机2、用于张紧挡板半成品1的张力辊3、将挡板半成品1平展后将橡胶芯片c水平向上放置的索引辊4、用于将挡板半成品1挤出并冷却定型的成型装置6,以及后续对加强型挡板定位和裁切的定位治具7和裁切刀8,可通过移动定位治具7至测长板上想要的长度对应的位置,裁切刀8进行固定长度的裁切,同时通过红外加热灯箱5对索引辊4上水平运输的橡胶芯片c加热;成型装置6包括挤出机构和定型机构,该挤出机构包括两竖立并朝相对方向滚动的成型辊61、悬空于成型辊61上方的冷却辊62,将挡板半成品1对折后使平行覆于基布b上的两橡胶芯片c完全重合得竖直部,其余不贴合的基布b与其附着的橡胶基片向竖直部两边平展后得水平部,将对折所得的竖直部输送入两成型辊61之间,将水平部平摊于两成型辊上方,冷却辊62与水平部贴合以为其降温,通过成型辊61将竖直部挤出至其进入定型机构中;定型机构包括两竖立的主动滚轴66、设于主动滚轴66后方的冰水槽
i68和冰水槽ii69,以及置于冰水槽后的被动滚轴612,冰水槽i68和冰水槽ii69与两主动滚轴66的位置相匹配,此时竖直部从挤出机构的成型辊61中挤出并进入成型机构的两冰水槽之间,此时两冰水槽上方还横设有一与冷却辊62高度相匹配的冰水槽iii610,该冰水槽iii610底面与水平部贴合以冷却挤出成型的加强型挡板的水平部,各冰水槽上均设有冷却水入口67和冷却水出口611,用于向冰水槽中通入冷却水,冷却成型后得加强型挡板(即皮带613);再根据需要对皮带613进行切割等操作。
43.本实施例提供的成型辊61两侧还设有热风枪63和冷风枪64,成型辊61前设热风枪63,使表面热融,易于成型贴合;成型辊61后设冷风枪64,易于定型。
44.本实施例提供的成型辊61和主动滚轴66还设有定位调节组件65,定位调节组件65包括金属固定块i651、金属固定块ii652、金属固定块iii653、金属滑块654和厚度调节转盘655,金属固定块iii653和金属滑块654上分别固定有成型辊61,t形的加强型挡板的竖直部从两成型辊61之间通过并定型,水平部从两成型辊61和冷却辊62之间通过并定型。厚度调节转盘655通过调节金属滑块654的位置以改变金属滑块654与金属固定块iii653之间的距离,从而改变加强型挡板的竖直部的厚度。金属固定块iii653和金属滑块654的两端分别为金属固定块i651、金属固定块ii652,即金属固定块iii653和金属滑块654通过金属固定块i651、金属固定块ii652实现其原料移动方向的限位。
45.通过上述生产线制备加强型挡板的制作方法,包括如下步骤:
46.步骤a)将基布平覆于橡胶基片上,放卷盘的一侧安装定位卡盘,将橡胶基片与基布固定;
47.步骤b)将两片长度与基布相等的橡胶芯片呈镜像对称地覆于基布上,且橡胶芯片边缘与基布边缘平行,同时两橡胶芯片间的距离不超过40cm,收卷为挡板半成品;
48.步骤c)预热步骤b所得挡板半成品上的两橡胶芯片,至橡胶芯片为熔融状态;
49.步骤d)将步骤c)所得表面橡胶芯片已成软化状态的基布及橡胶基片沿其中心线对折,使两橡胶芯片重合后相互贴合并粘合,同时未覆盖橡胶芯片c的基布b保持不贴合状态,即基布及橡胶基片a的折弯部边缘向其两侧分开;
50.步骤e)将步骤d)所得挡板冷却固型。
51.优选地,上述加强型挡板呈t或y型,其包括一体成型的竖直部和位于竖直部顶端两侧的水平部,所述竖直部呈u型,所述竖直部从其两外侧至内层分别为橡胶基片a、基布b和橡胶芯片c,水平部为竖直部的基布b和橡胶基片a延伸而得。
52.以上所述的仅是本发明的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出改进,但这些均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1