一种弹顶结构热压成型模具的制作方法
1.本发明涉及模具装置技术领域,具体涉及一种弹顶结构热压成型模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑模具依成型工艺区分为传塑模、吹塑模、铸塑模、热成型模、热压模、注射模等,其中注射模以浇注工艺又可分为冷流道模、热流道模两种。
3.热压成型是塑料加工业中简单、普遍之加工方法,主要是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可,热压成型有时亦可划分为真空成型,与压缩成型,其施压方式不尽相同。
4.现有技术中公开了一个cn207256675u的专利,该方案包括动模结构、母模模板、母模固定板、型腔板、型腔、型腔凹槽、挡销、导套口、导套管、内六角螺丝,母模模板顶部与母模固定板底部相贴合,母模固定板顶部与型腔板底部通过内六角螺丝固定连接,母模模板顶部与导套管底部相焊接,导套管与母模模板顶部相互垂直,导套口与导套管内壁相贯通,挡销与导套管相互平行,型腔板顶部设有型腔,型腔凹槽边缘与型腔内部为一体化结构,挡销底部与型腔板顶部四角相焊接,导套口与动模结构相连接,本发明一种环保的橡胶热压成型模具,结构上设有型芯,以s136h模具钢为原材料,配合型腔进行开合压缩成型,不会对成型产品造成化学影响,安全环保。
5.但是该装置随着在生产使用中,逐渐的暴露出了该技术的不足之处,主要表现以下几方面:
6.第一,现有的三层热压成型模具合模时,经常将原材料压到下模板和中板之间,造成溢胶问题。
7.第二,现有的三层热压成型模具合模时,存在上模板粘中板,中板在和上模板上升过程中易掉落,导致砸伤模具;也存在忘记放中板,合模后将上模板和下模板压伤的问题。
8.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
9.针对现有技术中的缺陷,本发明提供一种弹顶结构热压成型模具,用以解决传统技术中的装置,在三层热压成型模具合模时,经常将原材料压到下模板和中板之间,造成溢胶;以及存在上模板粘中板,中板在和上模板上升过程中易掉落,导致砸伤模具,也存在合模后将上模板和下模板压伤的问题。
10.为实现上述目的,本发明提供如下技术方案:
11.一种弹顶结构热压成型模具,包括由上到下依次设置的上模板、中板以及下模板,所述上模板上设有挂簧组件,所述上模板下移时,所述挂簧组件先与所述中板相抵接触,所述下模板上还设有与所述中板上表面相平齐的限位块。
12.作为一种优化的方案,所述上模板固接有向下延伸的大导柱,所述下模板上设有与所述大导柱相匹配的导套。
13.作为一种优化的方案,所述下模板上还固接有向上贯穿所述中板的小导柱,所述上模板上还设有与所述小导柱相匹配的导孔。
14.作为一种优化的方案,所述挂簧组件包括挂台及固定于挂台下端部的螺旋弹簧。
15.作为一种优化的方案,所述上模板上开设有第一安装孔,所述第一安装孔的上端口设有第一阶梯孔,所述挂台约束于所述第一阶梯孔内,所述螺旋弹簧的下端部穿过所述第一安装孔,延伸至所述上模板的下方。
16.作为一种优化的方案,所述下模板上开设有第二安装孔,所述第二安装孔的上端口设有第二阶梯孔,所述导套的下端部与所述第二阶梯孔相抵,所述导套的上端部与所述下模板的上表面相平齐。
17.作为一种优化的方案,所述下模板上开设有第三安装孔,所述第三安装孔的下端口设有第三阶梯孔,所述小导柱的下端部固接有与所述第三阶梯孔相抵的下凸台,所述小导柱的上端部穿过所述第三安装孔,延伸至所述中板的上方。
18.作为一种优化的方案,所述上模板上开设有第四安装孔,所述第四安装孔的上端口设有第四阶梯孔,所述大导柱的上端部固接有与所述第四阶梯孔相抵的上凸台,所述大导柱的下端部穿过所述第四安装孔,延伸至所述上模板的下方。
19.作为一种优化的方案,所述限位块通过紧固螺栓固定于所述下模板上。
20.作为一种优化的方案,所述上模板的上表面固接有上模座板。
21.作为一种优化的方案,所述下模板的下表面固接有下模座板。
22.与现有技术相比,本发明的有益效果是:
23.挂簧组件在模具合模完成之前将中板压紧在下模板上,防止原材料跑到中板与下模板之间的间隙中,避免了溢胶问题,同时也节省了清理溢胶的时间,降低成本;
24.挂簧组件在开模时将中板压紧在下模板上,防止中板跟随上模板移动,避免了上模板中途掉落砸伤下模板,降低了维修成本;
25.限位块是防止忘记放中板,却将模具合模,上模板和下模板直接压合在一起,避免了上模板和下模板压伤,降低了维修成本;
26.制造成本低廉,维护方便;设计合理,结构间配合精密;方便快捷;提高工作过程中的稳定性;部件少,工序简便,且故障率低;结构简单,使用寿命长;操作控制简便,易于大规模制造与安装,应用范围广。
附图说明
27.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
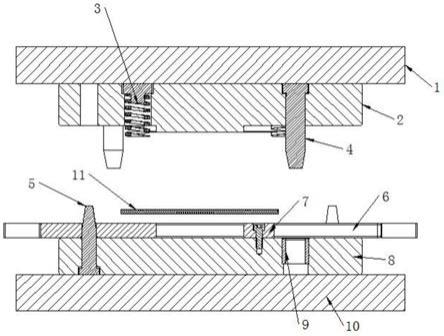
28.图1为本发明的结构示意图。
29.图中:1
‑
上模座板;2
‑
上模板;3
‑
挂簧组件;4
‑
大导柱;5
‑
小导柱;6
‑
中板;7
‑
限位块;8
‑
下模板;9
‑
导套;10
‑
下模座板;11
‑
原材料。
具体实施方式
30.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
31.如图1所示,弹顶结构热压成型模具,包括由上到下依次设置的上模板2、中板6以及下模板8,上模板2上设有挂簧组件3,上模板2下移时,挂簧组件3先与中板6相抵接触,下模板8上还设有与中板6上表面相平齐的限位块7。
32.上模板2固接有向下延伸的大导柱4,下模板8上设有与大导柱4相匹配的导套9。
33.下模板8上还固接有向上贯穿中板6的小导柱5,上模板2上还设有与小导柱5相匹配的导孔。
34.挂簧组件3包括挂台及固定于挂台下端部的螺旋弹簧。
35.挂台尺寸根据弹簧内孔径实际尺寸按h7/r7配合公差进行定制,挂台与螺旋弹簧装配后在螺旋弹簧螺旋间隙中将挂台焊接到弹簧上,防止长时间使用弹簧脱落。
36.上模板2上开设有第一安装孔,第一安装孔的上端口设有第一阶梯孔,挂台约束于第一阶梯孔内,螺旋弹簧的下端部穿过第一安装孔,延伸至上模板2的下方。
37.下模板8上开设有第二安装孔,第二安装孔的上端口设有第二阶梯孔,导套9的下端部与第二阶梯孔相抵,导套9的上端部与下模板8的上表面相平齐。
38.下模板8上开设有第三安装孔,第三安装孔的下端口设有第三阶梯孔,小导柱5的下端部固接有与第三阶梯孔相抵的下凸台,小导柱5的上端部穿过第三安装孔,延伸至中板6的上方。
39.上模板2上开设有第四安装孔,第四安装孔的上端口设有第四阶梯孔,大导柱4的上端部固接有与第四阶梯孔相抵的上凸台,大导柱4的下端部穿过第四安装孔,延伸至上模板2的下方。
40.限位块7通过紧固螺栓固定于下模板8上。
41.上模板2的上表面固接有上模座板1。
42.下模板8的下表面固接有下模座板10。
43.工作原理为:
44.参与成型的模板为上模板2、中板6和下模板8,限位块7起到合模限位及防止未放中板6合模导致的上模板2和下模板8压伤,大导柱4、小导柱5和导套9起到导向及定位作用。挂簧组件3起到合模时压住中板6和开模时弹开中板6的作用。成型过程:将需要成型的原材料11摆放到中板6上面,设备将上模板2下降并通过大导柱4与导套9和下模板8定位进行合模动作,合模完成之前,挂簧组件3先与中板6接触,弹簧将中板6压紧后,原材料11才会被上模板2从中板6挤压到下模板8中,上模板2继续下移,最终上模板2、中板6、下模板8完全压合,完成合模。经过高温高压保持一段时候后,产品成型完成。此后需要将模具打开取出产品,开模过程先是上模板2上升,此时挂簧组件3对中板6有一个顶出的力,使上模与中板6分开,然后中板6通过人工或机械从下模板8上取出,最后把成型后的产品从下模板8或中板6中取出,此时整个成型过程完成。
45.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依
然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1