压力监视装置、树脂密封装置及压力监视方法与流程
1.本发明涉及一种压力监视装置、树脂密封装置及压力监视方法。
背景技术:
2.在树脂密封装置的树脂密封模具,设置有用于吸附隔离膜或对内部空间进行脱气的排气孔。
3.例如专利文献1中公开了一种树脂密封模具,所述树脂密封模具具有:下模,设置有用于对内部空间进行脱气的排气孔及用于固定工件的排气孔;以及上模,设置有用于固定隔离膜的排气孔。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
[专利文献1]日本专利特开2018-51841号公报
技术实现要素:
[0007]
[发明所要解决的问题]
[0008]
在专利文献1中记载的树脂密封装置的情况下,若发生隔离膜的脱落或脱气不良等现象,则有可能发生成形不良。
[0009]
本发明是鉴于此种情况而成,本发明的目的在于提供一种能够抑制成形不良的发生的压力监视装置、树脂密封装置及压力监视方法。
[0010]
[解决问题的技术手段]
[0011]
本发明的一实施例的压力监视装置是监视来自树脂密封模具的排气压的树脂密封模具的压力监视装置,树脂密封模具具有其中一个模具及另一个模具,包括:吸附压力传感器,检测使隔离膜吸附到设置于树脂密封模具的其中一个模具的模腔的排气孔的吸附压;脱气压力传感器,检测对设置于树脂密封模具的另一个模具的模腔进行脱气的排气孔的脱气压;以及监视部,与吸附压力传感器及脱气压力传感器连接,监视部监视吸附压及脱气压中的至少一者的每单位期间的变化量,当在吸附压及脱气压的每单位期间的变化量增大的减压期之后且吸附压及脱气压的每单位期间的变化量逐渐接近0的均衡期变化量超过规定量的情况下,判断为错误。
[0012]
根据所述实施例,可检出伴随吸附压或脱气压的微小的压力变化的不良情况。例如通过检出隔离膜暂时离开模具并警告隔离膜与工件的接触,可抑制工件的元件特性发生变动的不良品的流出。另外,通过检出由树脂密封模具的劣化引起的真空泄漏并促进维护,可抑制密封用树脂中混入空气而产生的孔隙。
[0013]
所述实施例中,监视部可在吸附压及脱气压中的至少一者的每单位期间的变化量连续两次以上超过规定量的情况下,判断为错误。
[0014]
所述实施例中,监视部可在吸附压及脱气压中的至少一者的压力值超过规定值的情况下,判断为错误。
[0015]
所述实施例中,监视部可在吸附压及脱气压中的至少一者的压力值为规定值以下时,监视吸附压及脱气压中的至少一者的每单位期间的变化量。
[0016]
所述实施例中,树脂密封模具的其中一个模具可为上模,树脂密封模具的另一个模具可为下模。
[0017]
所述实施例中,监视部可在模腔的脱气过程中监视吸附压的每单位期间的变化量。
[0018]
所述实施例中,监视部可在模腔的脱气后监视脱气压的每单位期间的变化量。
[0019]
本发明的一实施例的树脂密封装置包括:所述实施例中的任一实施例的压力监视装置;树脂密封模具;吸附泵,与树脂密封模具的其中一个模具连接;脱气泵,与树脂密封模具的另一个模具连接;以及控制部,控制吸附泵及脱气泵。
[0020]
根据所述实施例,可检出伴随吸附压或脱气压的微小的压力变化的不良情况。例如通过检出隔离膜暂时离开模具并警告隔离膜与工件的接触,可抑制工件的元件特性发生变动的不良品的流出。另外,通过检出由树脂密封模具的劣化引起的真空泄漏并促进维护,可抑制密封用树脂中混入空气而产生的孔隙。
[0021]
本发明的一实施例的压力监视方法是监视来自树脂密封模具的排气压的树脂密封模具的压力监视方法,树脂密封模具具有其中一个模具及另一个模具,包括:检测使隔离膜吸附到设置于树脂密封模具的其中一个模具的模腔的排气孔的吸附压;检测对设置于树脂密封模具的另一个模具的模腔内的空气进行排气的排气孔的脱气压;以及监视吸附压及脱气压中的至少一者的每单位期间的变化量,当在吸附压及脱气压的每单位期间的变化量增大的减压期之后且吸附压及脱气压的每单位期间的变化量逐渐接近0的均衡期变化量超过规定量的情况下,判断为错误。
[0022]
根据所述实施例,可检出伴随吸附压或脱气压的微小的压力变化的不良情况。例如通过检出隔离膜暂时离开模具并警告隔离膜与工件的接触,可抑制工件的元件特性发生变动的不良品的流出。另外,通过检出由树脂密封模具的劣化引起的真空泄漏并促进维护,可抑制密封用树脂中混入空气而产生的孔隙。
[0023]
所述实施例中,判断为错误是可在吸附压及脱气压中的至少一者的每单位期间的变化量连续两次以上超过规定量的情况下,判断为错误。
[0024]
[发明的效果]
[0025]
根据本发明,可提供一种能够抑制成形不良的发生的压力监视装置、树脂密封装置及压力监视方法。
附图说明
[0026]
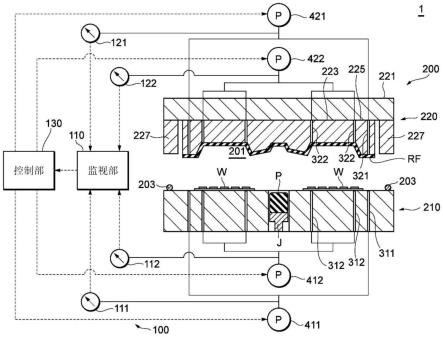
图1是概略性地表示实施方式的树脂密封装置的结构的图。
[0027]
图2是表示正常的吸附压、脱气压及夹紧位置的变化的曲线图。
[0028]
图3是表示在隔离膜发生剥离时的吸附压及脱气压的变化的曲线图。
[0029]
图4是表示在树脂密封模具发生真空泄漏时的吸附压及脱气压的变化的曲线图。
[0030]
图5是表示实施方式的树脂密封品的制造方法的流程图。
[0031]
[附图标记说明]
[0032]
1:树脂密封装置
[0033]
100:压力监视装置
[0034]
110:监视部
[0035]
111、112、121、122:压力计
[0036]
130:控制部
[0037]
200:树脂密封模具
[0038]
201:模腔
[0039]
203:封闭环
[0040]
210:下模
[0041]
220:上模
[0042]
221:模套区块
[0043]
223:模腔块
[0044]
225:夹具
[0045]
227:腔室区块
[0046]
311、312、321、322:排气孔
[0047]
411、412、421、422:真空泵
[0048]
j:柱塞
[0049]
rf:隔离膜
[0050]
p:树脂
[0051]
w:工件
[0052]
s1:均衡期
[0053]
s2:前期
[0054]
s3:后期
[0055]
s11~s14、s21~s24、s31~s35:工序
具体实施方式
[0056]
以下,参照附图对本发明的实施方式进行说明。各实施方式的附图是例示,各部分的尺寸或形状为示意性,不应理解为将本技术发明的技术范围限定为所述实施方式。
[0057]
<实施方式>
[0058]
参照图1,对本发明的实施方式的树脂密封装置1的结构进行说明。图1是概略性地表示实施方式的树脂密封装置的结构的图。
[0059]
树脂密封装置1是用于利用树脂p对工件w进行树脂密封(模塑成形)的装置。树脂密封装置1包括树脂密封模具200、真空泵411、真空泵412、真空泵421、真空泵422及压力监视装置100。树脂密封装置1是利用将树脂p挤出的压力进行加压的转移方式的成形机,但并不限定于此。树脂密封装置并不限定于转移方式的成形机,也可为通过利用树脂密封模具对树脂进行按压的压力来进行加压的压缩方式的成形机。
[0060]
工件w具有基板及元件,元件被固定于基板上。例如,元件被引线接合安装于基板。作为一例,基板是树脂基板,元件是半导体芯片,但基板及元件并不限定于此。例如,基板可为玻璃基板,也可为中介基板(interposer substrate)、引线框架、带粘接片的载板、半导体晶片等。元件可为微机电系统(micro electro mechanical system,mems)器件、电子器
件等。元件可倒装芯片安装于基板,也可以能够装卸地接着。
[0061]
树脂密封模具200包括下模210及上模220。上模220相当于其中一个模具,下模210相当于另一个模具。树脂密封模具200是在上模220具有模腔201的上模模腔结构。在合模后的下模210与上模220之间,由模腔201形成内部空间。树脂密封模具200包括将树脂密封模具200的内部空间封闭的封闭环203(例如o形环)。再者,虽然在图1中图示了下模210中的模套(chase)结构(下模模套),但下模210也可包括收容图示的下模模套的未图示的基座结构(下模基座)。同样地,虽然在图1中图示了上模220中的模套结构(上模模套),但上模220也可包括收容图示的上模模套的未图示的基座结构(上模基座)。树脂密封模具200可为能够交换模套结构的模套更换结构。虽未图示,但树脂密封装置1包括调节树脂密封模具200的内部温度(成形温度)的温度调节部(例如加热器)。加热器例如可设置于基座结构而对整个模套结构进行加热。
[0062]
在下模210设置有排气孔311、排气孔312。排气孔311被施加用于对模腔201(合模后的树脂密封模具200的内部空间)进行脱气的负压(脱气压),排气孔312被施加用于将工件w固定于下模210的负压(工件固定压)。另外,下模210包括对树脂p进行加热并使其软化的熔锅(pot)、以及将树脂p挤出的柱塞j。
[0063]
上模220包括:模套区块(chase block)221、模腔块223、与模腔块223滑动连接的夹具(clamper)225、以及在夹具225的外侧隔开间隔设置的腔室区块227。再者,也有时将这些构件一并称为上模模套。模腔块223固定于模套区块221。夹具225相较于模腔块223向下模210突出,与模腔块223一起构成模腔201。在合模时,工件w的外缘部被夹持在夹具225与下模210之间。在合模时,封闭环203被夹持在腔室区块227与下模210之间。
[0064]
在上模220设置有排气孔321、排气孔322。排气孔321被施加使隔离膜rf吸附到上模220的负压(膜吸附压),排气孔322被施加沿着模腔201的壁面吸附隔离膜rf的负压(膜模腔吸附压)。排气孔321设置于夹具225,排气孔322设置于模腔块223与夹具225之间。
[0065]
在树脂密封装置1设置有多个真空泵,进行工件w的吸附、模腔201的减压、隔离膜rf的吸附。真空泵411是与下模210的排气孔311连接并施加脱气压的脱气泵。真空泵412是与下模210的排气孔312连接并施加工件固定压的固定泵。真空泵421是与上模220的排气孔321连接并施加膜吸附压的吸附泵。真空泵422是与上模220的排气孔322连接并施加膜模腔吸附压的吸附泵。以下,将真空泵421、真空泵422统一称为“吸附泵”,将膜吸附压及膜模腔吸附压统一称为“吸附压”。
[0066]
再者,真空泵411、真空泵412、真空泵421、真空泵422的结构并不限定于所述结构。例如,排气孔311、排气孔312也可与共用的真空泵连接。即,脱气压与工件固定压可相等。同样地,排气孔321、排气孔322可与共用的真空泵连接,且膜吸附压与膜模腔吸附压相等。
[0067]
压力监视装置100包括压力计111、压力计112、压力计121、压力计122、监视部110及控制部130。
[0068]
压力计111是与真空泵411连接并检测脱气压的脱气压力传感器。压力计112是与真空泵412连接并检测工件固定压的吸附压力传感器。压力计121是与真空泵421连接并检测膜吸附压的吸附压力传感器。压力计122是与真空泵422连接并检测膜模腔吸附压的吸附压力传感器。
[0069]
监视部110与压力计111、压力计112、压力计121、压力计122连接,并监视脱气压、
工件固定压、膜吸附压及膜模腔吸附压的压力值以及这些压力的每单位期间的变化量。所述变化量的监视在真空泵411、真空泵412、真空泵421、真空泵422刚启动后的所述变化量增大的减压期之后且在所述变化量逐渐接近0的均衡期进行。监视部110在所述变化量超过规定量的情况下判断为错误,进行错误处理。监视部110可在未图示的显示部显示例如警告不良品的产生、停止树脂密封装置1的运转、要求树脂密封模具200的维护等错误处理。
[0070]
控制部130控制真空泵411、真空泵412、真空泵421、真空泵422的运转。另外,控制部130控制夹紧位置(下模210相对于上模220的相对位置),并切换树脂密封模具200的合模状态及开模状态。控制部130与监视部110连接,基于从监视部110发送的监视数据,变更真空泵411、真空泵412、真空泵421、真空泵422的运转。例如,控制部130进行包括与夹紧位置联动的真空泵411、真空泵412、真空泵421、真空泵422的启动或停止等在内的通常时的动作控制、或者包括基于错误处理的真空泵411、真空泵412、真空泵421、真空泵422的输出的调整或停止等在内的紧急时的动作控制。再者,进行通常时的动作控制的控制部与进行紧急时的动作控制的控制部也可分别设置。
[0071]
其次,参照图2对监视部110及控制部130的动作的一例进行说明。图2是表示正常的吸附压、脱气压及夹紧位置的变化的曲线图。曲线图的横轴表示时间,单位为sec(秒)。曲线图的左纵轴表示吸附压及脱气压,单位为kpa。曲线图的右纵轴表示夹紧位置,单位为mm。此处,由于膜吸附压及膜模腔吸附压同时被施加了相等的负压,因此统一设为吸附压。夹紧位置以开模状态下的下模210的位置为基准(0mm),在下模210接近上模220时增加。例如,在夹紧位置为170mm时,成为合模状态。
[0072]
在进行树脂密封时,首先,控制部130启动真空泵(吸附泵)421、真空泵(吸附泵)422。在真空泵421、真空泵422刚启动后的减压期,吸附压的变化量负增大,与大气压大致相等的吸附压急剧降低。在之后的均衡期,真空泵421、真空泵422达到性能极限,吸附压逐渐接近0。在吸附压充分降低的时间点、例如吸附压低于规定值(阈值)之后,控制部130使夹紧位置上升而开始合模。
[0073]
在夹紧位置的上升结束且树脂密封模具200的合模完成后,控制部130启动真空泵(脱气泵)411,并开始脱气。在真空泵411刚启动后的减压期,脱气压的变化量负增大,与大气压大致相等的脱气压急剧降低。在之后的均衡期s1,真空泵411到达性能极限,脱气压逐渐接近0。脱气压的下限低于排气压的下限。再者,此处所述的真空泵的性能极限是指具有假定规定的减压、吸附力来运行时的裕度的最大输出,而不是指泵本身性能的极限。
[0074]
在脱气压的均衡期s1,在树脂p在树脂密封模具200的内部被加热加压而硬化之前的前期s2,控制部130使真空泵(吸附泵)421、真空泵(吸附泵)422及真空泵(脱气泵)411持续运转。在脱气压的均衡期s1,在树脂p硬化且工件w被树脂密封后的后期s3,控制部130使真空泵421、真空泵422及真空泵411停止。在所述后期s3,控制部130不使夹紧位置下降,而维持吸附压及脱气压。即,在不产生不良情况的情况下,均衡期s1的脱气压的每单位期间的变化量自前期s2到后期s3大致为0。
[0075]
监视部110在均衡期s1,在吸附压及脱气压的压力值超过阈值的情况下判断为错误。监视部110在均衡期s1,在吸附压及脱气压的压力值低于监视压力时,监视吸附压及脱气压的每单位期间的变化量,在所述变化量超过规定量的情况下判断为错误。监视压力例如是阈值,但监视压力可低于阈值。因此,即使是比阈值低的压力范围内的异常,也以变化
量的形式由监视部110检出。
[0076]
再者,监视部110开始监视吸附压及脱气压的变化量的均衡期s1的开始时期例如是脱气压低于阈值的时间点,但并不限定于此。例如,均衡期s1的开始时期也可为脱气压低于吸附压的时间点。
[0077]
其次,参照图3及图4,对监视部110判断为错误的吸附压及脱气压的变化进行说明。图3是表示在隔离膜发生剥离时的吸附压及脱气压的变化的曲线图。图4是表示在树脂密封模具发生真空泄漏时的吸附压及脱气压的变化的曲线图。
[0078]
在图3所示的前期s2,对隔离膜rf施加吸附压及脱气压两者。由于吸附压引起的力比脱气压引起的力强,因此隔离膜rf被吸附到上模220。与此相对,在脱气压局部且暂时性地比吸附压占优势的情况下,隔离膜rf的一部分暂时离开上模220。此时,吸附压及脱气压的每单位期间的变化量在大致相同的时间点正增加。之后,在暂时离开的隔离膜rf再次被吸附到上模220的过程中,吸附压及脱气压的每单位期间的变化量在负增加后逐渐接近0。如此,隔离膜rf的异常即使不会使吸附压及脱气压变化到超过阈值的程度,也可以吸附压及脱气压的每单位期间的变化量的形式由监视部110检出。
[0079]
在图4所示的后期s3,在使脱气泵停止后,虽未开模,但脱气压却随着时间上升。此情况表示在树脂密封模具200中的结构发生经时变化时等,气密性降低。例如封闭环203或其他模具内设置的气密保持用垫圈等可能会发生劣化。此种树脂密封模具200的变化缓慢地进行,但监视部110能够将所述异常作为脱气压的每单位期间的变化量而在早期检出。因此,监视部110可在从树脂密封模具200的劣化部分侵入的空气混入至树脂中而产生孔隙等之前,判断需要树脂密封模具200的维护并发出警告。
[0080]
其次,参照图5,对包括树脂密封模具200的压力监视方法在内的树脂密封品的制造方法的一例进行说明。图5是表示实施方式的树脂密封品的制造方法的流程图。
[0081]
首先,启动吸附泵(s11),检测吸附压(s12)。其次,启动脱气泵(s13),检测脱气压(s14)。
[0082]
其次,监视经过了树脂p的硬化时间之前、即均衡期s1的前期s2的吸附压及脱气压的每单位期间的变化量。具体而言,首先,判定是否经过了树脂硬化时间(s21)。在未经过的情况下,判断吸附压及脱气压中的至少一者的一期间的变化量是否超过规定量(s22)。在未超过规定量的情况下,返回到判定是否经过了树脂p的树脂硬化时间的工序s21。在一期间的变化量超过规定量的情况下,判定吸附压及脱气压中的至少一者的下一期间的变化量是否超过规定量(s23)。在未超过规定量的情况下,返回到判定是否经过了树脂硬化时间的工序s21。在下一期间的变化量超过规定量的情况下、即、吸附压及脱气压中的至少一者的每单位期间的变化量连续两次超过规定量的情况下,判断为错误(s24)。
[0083]
当在工序s21中判定为经过了树脂硬化时间的情况下,使脱气泵停止(s31)。其次,判定是否经过了开模时间(s32)。在未经过的情况下,判断吸附压及脱气压中的至少一者的一期间的变化量是否超过规定量(s33)。在未超过规定量的情况下,返回到判定是否经过了开模时间的工序s32。在一期间的变化量超过规定量的情况下,判定吸附压及脱气压中的至少一者的下一期间的变化量是否超过规定量(s34)。在未超过规定量的情况下,返回到判定是否经过了开模时间的工序s32。在下一期间的变化量超过规定量的情况下、即、吸附压及脱气压中的至少一者的每单位期间的变化量连续两次超过规定量的情况下,判断为错误
(s35)。
[0084]
在工序s24及工序s35中判断为错误之后的错误处理不受特别限定。在工序s24之后的错误处理中,例如可停止树脂密封装置1的运转,也可留下警告不良品的产生的日志,继续进行树脂密封。在工序s35之后的错误处理中,例如可要求树脂密封模具200的维护,也可通知树脂密封模具200的劣化等级。
[0085]
根据所述实施方式中说明的结构,监视吸附压及脱气压的监视部110在吸附压及脱气压的每单位期间的变化量逐渐接近0的均衡期s1,在所述变化量超过规定量的情况下,判断为错误。监视部110可监视吸附压及脱气压中的至少一者的每单位期间的变化量,监视吸附压及脱气压两者的每单位期间的变化量。据此,可检出伴随吸附压或脱气压的微小的压力变化的不良情况。例如通过检出隔离膜rf暂时离开树脂密封模具200并警告隔离膜rf与工件w的接触,可抑制工件w的元件特性发生变动的不良品的流出。另外,通过检出由树脂密封模具200的劣化引起的真空泄漏并促进维护,可抑制空气混入至密封用树脂p中而产生的孔隙。
[0086]
监视部110在吸附压及脱气压的每单位期间的变化量连续两次超过规定量的情况下,判断为错误。尤其是,在减压期的变化量为负的情况下,在正的变化量连续两次以上超过规定量的情况下,判断为错误。据此,减少错误判断,提高监视精度。
[0087]
监视部110也可对吸附压及脱气压中的至少一者设定阈值,在超过阈值的情况下判断为错误。另外,由监视部110进行的吸附压及脱气压的每单位期间的变化量的监视可在吸附压及脱气压为监视压力以下的情况下实施,所述监视压力也可为吸附压或脱气压的阈值。据此,即使是阈值以下的细微的压力变化,监视部110也可检出异常。
[0088]
监视部110通过监视模腔201的脱气过程中的吸附压的每单位期间的变化量,可检出隔离膜rf的局部且暂时离开树脂密封模具200。
[0089]
监视部110通过监视模腔201的脱气后的脱气压的每单位期间的变化量,可对树脂密封模具200的气密性的劣化进行判断。
[0090]
如以上所说明,可提供能够抑制成形不良的发生的压力监视装置、树脂密封装置及压力监视方法。
[0091]
以上说明的实施方式用于使本发明的理解变得容易,并非限定性地解释本发明。实施方式所包括的各要素及其配置、材料、条件、形状以及尺寸等并不限定于所例示的内容,可适宜变更。另外,也可对不同的实施方式中所示的结构彼此部分性地进行置换或组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1