一种中重卡一体式扰流板的模具总成及模压成型工艺的制作方法
1.本发明涉及汽车零部件生产技术领域,尤其是涉及一种中重卡一体式扰流板的模具总成及模压成型工艺。
背景技术:
2.中重卡的扰流板,即挡风板,通常设置在驾驶室和底盘之间,用以减少卡车行驶时受到的风阻。
3.现有技术中,顶扰流板主要由金属骨架和橡胶挡风板组成,两者通过推钉固定连接,其中金属骨架为刚性件,与驾驶室连接,橡胶挡风板为弹性件,与底盘连接。采用上述方式生产时,由于需要推钉将金属骨架和橡胶挡风板连接,增加了生产成本;并且,金属骨架与橡胶挡风板采用分体式连接,产品连接强度有限,随着使用时间的增加,暴露在外的顶扰流板受到外部(日晒、风吹、雨淋等)环境因素影响,容易出现松动,缩短使用寿命。
4.因此,有必要提供一种简化工序、降低成本并保证产品质量的扰流板生产装置和生产工艺。
技术实现要素:
5.本发明的目的在于克服现有技术中存在的缺陷,提供一种简化生产工序、降低成本、保证连接强度、提高产品防腐蚀性能并延长产品寿命的中重卡一体式扰流板的模具总成及模压成型工艺。
6.为解决上述技术问题,本发明提供一种中重卡一体式扰流板的模具总成,包括上模、下模和驱动所述上模与所述下模合模以围合形成型腔的驱动组件,所述型腔包括铺料腔和连通于所述铺料腔一侧的放置腔,所述铺料腔的顶面和底面均与所述放置腔之间设置有铺料间隙。
7.优选的,为了保证生产过程中树脂在放置腔内均匀流动,保证橡胶与smc连接部位的强度,所述放置腔的底面为朝向所述上模凸起的弧面。
8.优选的,为了便于排出合模后型腔内的空气,围合形成型腔的所述上模和所述下模之间设置有合模间隙,所述合模间隙与所述型腔连通。
9.优选的,为了有助于排出型腔内的空气,增加结构强度,所述上模和/或所述下模上设置有负压通道,所述负压通道的进气端与所述间隙连通,出气端用于连通负压装置。
10.优选的,为了保证模压生产过程中,橡胶通孔内的大部分空气被排出,提高成品中smc板与橡胶的连接部位强度,所述进气端与所述放置腔紧邻设置。
11.优选的,为了防止排气过程中负压通道被固化的树脂堵塞,所述进气端设置有负压板,所述负压板上密布有与所述负压通道连通的网孔。
12.优选的,为了便于对放置的橡胶板定位,所述放置腔的底面设置于所述下模分型面的下方。
13.优选的,为了增加smc与橡胶之间的高度差,方便模压生产时,树脂受重力作用影
响向下流动,与橡胶接触,所述下模上设置有模芯,所述铺料腔的腔壁包括所述模芯的顶壁和周向侧壁,所述模芯的顶壁设置于所述放置腔的侧上方。
14.优选的,为了便于对橡胶定位,所述放置腔的正上方设置有压料块,所述压料块通过伸缩件设置于所述上模与所述下模相邻的一侧。
15.优选的,为了加强对橡胶的定位效果,所述压料块的底面设置有防滑凸起。
16.为解决上述技术问题,本发明还提供一种中重卡一体式扰流板的模压成型工艺,包括以下步骤:
17.s10:准备具有通孔的弹性件;
18.s20:将所述弹性件放置于下模上,并使所述通孔沿其轴心线方向与所述下模的顶面保持铺料间隙;
19.s30:在所述下模上铺设多层浸有热固化树脂的片材,使所述片材覆盖所述通孔两端的孔口;
20.s40:合模,对所述片材模压,使热固化树脂流入所述通孔内并受热固化;
21.s50:分模,取出产品。
22.综上所述,本发明中重卡一体式扰流板的模具总成及模压成型工艺与现有技术相比,通过分别在铺料腔和放置腔内放入smc片材和带通孔的橡胶,使模压生产时树脂填入通孔中,实现smc与橡胶一体连接,保证结构强度,以制得扰流板,不仅简化产品生产工序,降低生产成本,而且保证了产品的抗腐蚀性,延长扰流板的使用寿命。
附图说明
23.图1是本发明的结构示意图;
24.图2是本发明合模状态的结构示意图;
25.图3是图2的俯视图;
26.图4是图3的a-a向剖面图;
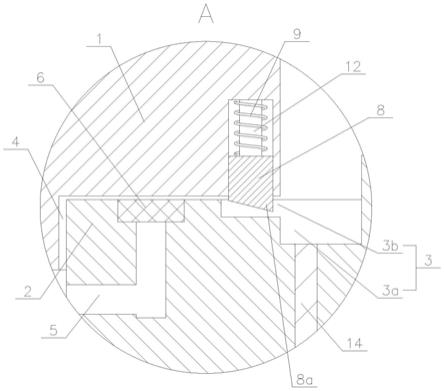
27.图5是图1的a部放大图;
28.图6是图1的爆炸示意图;
29.图7是本发明下模的结构示意图;
30.图8是使用本发明制得产品的结构示意图;
31.图9是本发明的工艺流程图;
32.图中:1.上模,2.下模,2-1.顶孔,3.型腔,3a.铺料腔,3b.放置腔,4.间隙,5.负压通道,6.负压板,7.模芯,8.压料块,8a.防滑凸起,9.伸缩件,10.导向套,11.导向柱,12.导向杆,13.液压缸,14.顶杆,15.气缸,16.底座,17.顶板,18.橡胶板,18-1.通孔,19.smc板。
具体实施方式
33.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
34.如图1-图7所示,本发明的中重卡一体式扰流板的模具总成,底座16和平行设置于底座16正上方的顶板17,底座16的四角分别通过四个导向柱11与顶板17的四角固定连接;底座16上固定有下模2,顶板17上设置有驱动上模1与下模2合模以围合形成型腔3的驱动组
件,驱动组件包括液压缸13,液压缸13的缸筒固定于顶板17上,活塞杆沿铅垂方向设置且固定连接有朝向下模2的上模1,上模1与下模2围合形成型腔3;液压缸13驱动上模1沿上模1和下模2分布方向(即平行于导向柱11的轴心线方向,该方向为合模方向)移动,型腔3包括铺料腔3a和连通于铺料腔3a一侧的放置腔3b,料腔3a的顶面和底面均与放置腔3b之间设置有铺料间隙;下模2上设置有台阶,放置腔3b的腔壁包括下模2的侧面和底面,台阶的底面为放置腔3b的底面,该底面为朝向上模1凸起的弧面,并且放置腔3b的底面设置于下模2分型面的下方;上模1的四角处分别设置有与四个导向柱11滑动配合的导向套10。
35.该模具总成使用时,通过液压缸13(作为相似效果的替换,驱动组件也可以是其他升降机构,如电机丝杆结构或者气缸等)驱动上模1向上移动,在下模2的台阶上铺设橡胶板18,使橡胶板18的一侧抵靠在台阶的侧面并且橡胶板18上的通孔18-1位于台阶底面的侧上方,实现对橡胶板18的定位,而后在下模2上铺设smc片材,保证通孔18-1在水平面上的投影位于smc片材在水平面上的投影内,而后液压缸13驱动上模1向下移动与下模2合模,使上模1和下模2围合形成型腔3,此时橡胶板18的部分位于放置腔3b内,而smc片材位于铺料腔3a内。
36.在进行模压时,上模1和下模2共同挤压铺设的smc片材,树脂沿着smc片材流动,并受到重力作用影响,从上向下流入至橡胶板18的通孔18-1内,并在外部加热装置(图中未示出)对上模1和下模2进行加热,使热量传递给树脂,通孔18-1内的树脂受热固化成型。之后,上模1与下模2分离,取出型腔3中的产品即可。该产品中,由于橡胶板18内填入了流动并受热固化的树脂,而smc片材受热固化成smc板,如此实现了橡胶板18和smc板19的一体连接(如图8所示),得到扰流板产品。相比于现有技术中采用推钉将金属骨架与橡胶挡风板连接,该方式无需使用推钉,节约了成本,简化了生产工序,并且该产品中无金属部件,具有加强的耐腐蚀性,从而延长了产品的使用寿命。
37.上述模具总成中,放置腔3b的底面为朝向上模1凸起的弧面,采用该结构方式,使得铺设smc片材后,有利于树脂从橡胶板18中心部位高处向两端低处流动,进而使得树脂均匀流入通孔18-1内,以保证固化成型后扰流板结构的稳固性。
38.如图4和图5所示,围合形成型腔3的上模1和下模2之间设置有合模间隙4,合模间隙4与型腔3连通;下模2上设置有负压通道5,负压通道5的进气端与合模间隙4连通且与放置腔3b紧邻设置,出气端用于连通负压装置;负压通道5的进气端还设置有负压板6,负压板6上密布有与负压通道5连通的网孔。
39.在模压生产过程中,负压通道5的出气端与负压装置连通,从上模1与下模2合模开始直至上模1与下模2分模结束,整个阶段,负压装置保持运行的状态进行抽气,使得合模时,促进空气的流动。空气流动分为两部分,第一部分,上模1分型面与下模2分型面之间的空气、橡胶板18通孔18-1内的空气、以及树脂固化发生化学反应时产生的空气,从型腔3向负压通道5的进气端流动,顺着负压通道5从其出气端排出,在此过程中,促进smc片材中的树脂填入橡胶板18的通孔18-1内,使该部分的树脂固化后,实现橡胶板18与smc板19的一体连接;而第二部分,外部空气从合模间隙4与外界连通的部分进入,沿着合模间隙4流动,而后从进气端进入到负压通道5内,该部分空气流动后,能够阻挡第一部分空气流动引发树脂完全填满合模间隙4,导致填满合模间隙4的树脂固化后难以将上模1和下模2分离,即通过该部分流动的空气,能够阻挡树脂填满合模间隙4并固化,从而方便上模1与下模2的分离。
40.负压通道5的进气端与放置腔3b紧邻设置后,一方面,能够减少模具内部空气从型腔3向负压通道5流动的路径长度,从而有利于空气的排出,降低通孔18-1内树脂固化中的空气含量,加强橡胶板18与smc板的连接强度,从而提高产品质量,还能减少负压装置的功耗,实现节能;另一方面,延长外部空气流到负压通道5内的路径长度,以减少流入合模间隙4并固化的树脂含量,从而方便上模1与下模2分离。负压板6上密布的网孔,能够促进空气的流通,防止固化的树脂堵塞负压通道5,导致模具内空气无法顺利排出,降低产品质量。需要说明的是,作为相似效果的替换,负压通道5也可以设置在上模1上。
41.如图2、图4和图7所示,下模2上设置有模芯7,铺料腔3a的腔壁包括模芯7的顶壁和周向侧壁,且模芯7的顶壁设置于放置腔3a的侧上方。采用该设计,能够增加smc片材的铺设高度,从而增加smc片材与橡胶板18之间的高度差,促进模压生产时树脂受到重力作用影响向下流动至橡胶板18的通孔18-1内,而后固化成型,得到如图8所示的产品。
42.如图6和图7所示,下模2上还设置有顶孔2-1,顶孔2-1滑动配合有顶杆14,底座16上设置有气缸15,气缸15的缸筒与底座16固定连接,活塞杆与顶杆14固定连接。
43.在上模1与下模2分模后,气缸15运行,其活塞杆驱动顶杆14向上移动,将产品的smc板19向上顶起,从而方便取出产品。由于放置腔3b的底面为凸向上模1的弧面,因此成型的产品中,内表面朝向下模2,而外表面朝向上模1;顶杆14与产品的内表面接触后,产生的顶杆印子留在产品的内表面上,避免了对产品的外表面造成影响,因此在方便取出产品的基础上保证了产品的外观效果。
44.如图5和图6所示,放置腔3b的正上方和上模1之间设置有压料块8,压料块8沿上模1和下模2的分布方向与上模1滑动配合,压料块8和上模1之间设置有弹性的伸缩件9,伸缩件9为弹簧;压料块8的底面设置有防滑凸起8a;压料块8的顶面固定连接有沿铅垂方向延伸的导向杆12,上模1上设置有导向孔,导向杆12通过导向孔与上模1滑动配合。
45.采用上述结构后,在合模时,压料块8能够预先与放置腔3b底面上的橡胶板18接触,并通过弹簧的弹力作用,使压料块8将橡胶板18锁紧于放置腔3b底面上,防止生产过程中橡胶板18滑动偏移,影响产品质量。而通过防滑凸起8a,能够增大与橡胶板18之间的摩擦,进一步加强锁定效果;并且通过导向孔与导向杆12的紧密滑动配合,固定压料块8的滑动方向,防止其水平方向发生偏移。需要说明的是,在压料块8的底面上,防滑凸起8a还可以设置成不同形状的花纹状,深度为0.05mm,采用该方式,能够在橡胶板18上形成花纹,既实现了对橡胶板18的防滑锁定,又无需对产品的橡胶板18进行额外装饰美化加工,减少加工工序,提高生产效率。
46.如图9所示,本发明还公开了一种中重卡一体式扰流板的模压成型工艺,包括以下步骤:
47.s10:准备具有通孔的弹性件;
48.s20:将弹性件放置于下模上,并使通孔沿其轴心线方向与下模的顶面保持铺料间隙;
49.s30:在下模上铺设多层浸有热固化树脂的片材,使片材覆盖通孔两端的孔口;
50.s40:合模,对片材模压,使热固化树脂流入通孔内并受热固化;
51.s50:分模,取出产品。
52.为确保根据上述工艺所获取的产品质量,本发明提供如下实施例进行分析比较:
53.实施例1
54.实施例1的中重卡一体式扰流板的模压成型工艺,包括以下步骤:
55.(10)准备具有通孔的弹性件,弹性件为条状的epdm橡胶板,厚度为4mm;
56.(20)将弹性件放置于下模上,并使通孔沿其轴心线方向与下模的顶面保持铺料间隙,使位于弹性件下方的铺料间隙长度为2mm;
57.(30)在下模上铺设多层浸有热固化树脂的smc片材,使smc片材覆盖通孔两端的孔口,位于弹性件上方的铺料间隙长度为2mm;
58.(40)合模,对smc片材模压,使热固化树脂流入通孔内并受热固化,其中加热温度为140℃,保压时间为4min,模压压力为100mpa;
59.(50)分模,取出产品。
60.实施例2
61.实施例2的中重卡一体式扰流板的模压成型工艺,基于实施例1,区别在于:
62.(d1)弹性件的厚度为3mm;
63.(d2)弹性件上方和下方的铺料厚度均为1.5mm;
64.(d3)模压时,加热温度为135℃,保压时间为3.5min,模压压力为90mpa。
65.实施例3
66.实施例3的中重卡一体式扰流板的模压成型工艺,基于实施例1,区别在于:
67.(d1)弹性件的厚度为2.5mm;
68.(d2)弹性件上方和下方的铺料厚度均为1mm;
69.(d3)模压时,加热温度为130℃,保压时间为3.5min,模压压力为80mpa。
70.实施例4
71.实施例4的中重卡一体式扰流板的模压成型工艺,基于实施例1,区别在于:
72.(d1)弹性件的厚度为4.5mm;
73.(d2)弹性件上方和下方的铺料厚度均为3mm;
74.(d3)模压时,加热温度为145℃,保压时间为3.5min,模压压力为110mpa。
75.实施例5
76.实施例5的中重卡一体式扰流板的模压成型工艺,基于实施例1,区别在于:
77.(d1)弹性件的厚度为2mm;
78.(d2)弹性件上方和下方的铺料厚度均为1mm。
79.实施例6
80.实施例6的中重卡一体式扰流板的模压成型工艺,基于实施例2,区别在于:
81.(d1)模压时,保压时间为4min。
82.实施例7
83.实施例7的中重卡一体式扰流板的模压成型工艺,基于实施例4,区别在于:
84.(d1)模压时,模压压力为80mpa。
85.实施例8
86.实施例8的中重卡一体式扰流板的模压成型工艺,基于实施例2,区别在于:
87.(d1)模压时,模压压力为120mpa。
88.将根据实施例1-8中工艺所获取的产品分别进行测试,对比数据如下表所示:
[0089][0090]
在对各项数据对比前,需要说明的是,成型后的epdm橡胶弹性件放入模具后,最主要的影响是二次加热造成的老化,高温和长时间是加速epdm橡胶老化的主要因素,老化后epdm的硬度会增加,因此为了保证弹性件的长期正常使用,将epdm拉伸强度变化率,即epdm硬度增加率控制在10%以下。
[0091]
将上表各项数据进行比对:
[0092]
(1)对照实施例1-8,将epdm橡胶弹性件厚度控制在2~5mm内,smc片材铺料厚度控制在2~4mm内,模压时,加热温度控制在130~150℃内,模压压力控制在80~120mpa内,并且弹性件厚度(mm)数值减去铺料厚度(mm)后与固定值2的总和,其数值与保压时间(min)相等,能够保证所制得的扰流板产品各项检测参数达到合格指标;
[0093]
(2)对照实施例1与实施例5,弹性件的厚度和smc片材的铺料厚度过低,容易降低弹性件通孔内树脂填充率,从而降低产品质量,其原因在于,产品过薄,无法预埋,而相应的,若产品过厚,又会延长固化时间,造成epdm过度受热后而变形或者老化;
[0094]
(3)对照实施例2与实施例6,实施例6延长了保压时间,造成epdm过度受热而变形老化,从而增加了弹性件的拉伸强度变化率,降低了产品质量;
[0095]
(4)对照实施例4和实施例7,实施例7降低了模压压力,导致模压生产过程中树脂难以完全填满弹性件内的通孔,导致最终产品中树脂填充率降低,从而降低了smc固化后的拉伸强度。
[0096]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1