一种亚克力锥形筒接缝的连接工艺及其加工装置的制作方法
1.本发明涉及亚克力加工领域,尤其是涉及一种亚克力锥形筒接缝的连接工艺及其加工装置。
背景技术:
2.亚克力,又名pmma或有机玻璃,是一种具备可塑性的高分子材料,其与普通玻璃外观相似,却拥有不易碎、质量轻、易加工等多种优点,目前在建筑家居等行业都有十分广泛的应用。
3.有些家具因其形状特殊的外观,相比普通形状的家具具有更高的美观性以及艺术性,深受消费者喜爱,比如利用亚克力板卷成的锥形筒状的桌腿等等。由于亚克力材质优秀的可塑性,在制作此类异形家具时,其加工难度远远低于普通玻璃。
4.针对上述中的相关技术,发明人认为,目前在将亚克力板卷成筒状后,一般由工作人员直接向接缝处注胶,待胶液固结后,实现接缝处的连接,但是在灌胶过程中会产生大量气泡,而气泡对胶液固结后的强度有较大影响,且胶液与亚克力的接触面积也较小,连接处较易发生断裂,即接缝处的连接效果较差。
技术实现要素:
5.为了提高接缝处的连接效果,本技术提供一种亚克力锥形筒接缝的连接工艺及其加工装置。
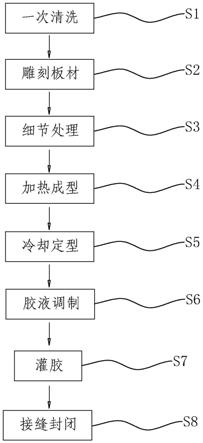
6.第一方面,本技术提供一种亚克力锥形筒接缝的连接工艺,包括以下步骤:s1:一次清洗,对亚克力板材表面进行清洗;s2:雕刻板材,根据锥形筒的尺寸将亚克力板材切割雕刻为扇形;s3:细节处理,对扇形亚克力板材的表面进行打磨抛光等细节工艺的处理;s4:加热成型,对扇形亚克力板材加热,使其发生一定程度的软化,然后卷成锥形置于模具内,模具侧壁开设有缺口,接缝对齐模具的缺口;s5:冷却定型,锥形筒在模具内冷却硬化,实现定型;s6:胶液调制,调制与锥形筒材质熔点相近的胶液,并对胶液进行脱泡处理;s7:灌胶,在真空环境下,将胶液注入接缝内,使胶液将接缝填满;s8:接缝封闭,使接缝处发生局部升温,使接缝处的板材与胶液发生一定程度热熔。
7.通过采用上述技术方案,使用者在灌胶前对调制的胶液进行脱泡处理,减少胶液中残存的气泡,并且在真空环境下进行灌胶,不易有空气混合在胶液中进入接缝内,保障胶液对接缝处的连接强度;且在灌胶后,使接缝处的板材与胶液发生一定程度热熔,有利于提高板材与胶液的结合效果,进而提高接缝处的连接效果。
8.可选的,冷却定型时,对接缝处的表面进行拉毛处理。
9.通过采用上述技术方案,接缝处表面在进行拉毛处理后的粗糙度较高,可增大与
胶液的接触面积,进而有利于提高胶液对接缝处的连接效果。
10.可选的,接缝封闭时,使接缝处的板材及胶液处于温度较低的环境。
11.通过采用上述技术方案,使用者使胶液处于温度较低的环境,进而利用低温使胶液快速冷却,有利于提高加工效率。
12.可选的,接缝封闭后,对接缝处进行打磨,使接缝处的弧度与锥形筒其余地方的弧度相同。
13.通过采用上述技术方案,使用者对接缝处进行打磨,进而将多余的胶液去除,有利于提高接缝处的美观性,进而提高锥形筒整体的美观性。
14.另一方面,本技术还提供一种亚克力锥形筒接缝的加工装置,包括机架,所述机架设有离心脱泡机,机架开设有真空腔,离心脱泡机与真空腔内连通有胶管,胶管设有阀门,模具设于真空腔内,缺口的宽度大于接缝的宽度,真空腔内设有两块相互平行的加热板。
15.通过采用上述技术方案,板材置入模具后,使用者将模具置入真空腔内,然后利用两块加热板对接缝的两侧进行封闭,随后打开阀门即可将经离心脱泡机脱泡后的胶液通入真空腔内,进而在真空环境将胶液灌入接缝内,最后利用两块加热板使接缝处局部升温进行热熔,结构简单控制方便,且提高了接缝处的连接效果。
16.可选的,所述真空腔的内壁上设有若干制冷管。
17.通过采用上述技术方案,使用者利用制冷管使真空腔内温度降低,进而在冷却定型阶段使板材快速冷却,以及在接缝封闭阶段使热熔后的接缝处快速冷却,进而提高了加工效率。
18.可选的,所述机架固设有第一气缸,第一气缸沿模具的径向设置,第一气缸输出端设有打磨板,打磨板沿其宽度方向的两侧均设有锉面。
19.通过采用上述技术方案,打磨板的锉面具有锋利的刀刃,使用者控制接缝正对打磨板,然后第一气缸带动打磨板嵌入接缝内,使打磨板两侧的锉面与接缝表面接触,进而将接缝表面打磨地较为粗糙,即拉毛处理,不需人工手动打磨。
20.可选的,所述打磨板与第一气缸的输出端转动连接,真空腔下端部设有连接套筒及驱动连接套筒转动的驱动件,连接套筒的内壁上开设有卡槽,模具下端部固设有嵌入连接套筒的连接柱,连接柱侧壁上固设有嵌入卡槽内的卡块,机架固设有两个第二气缸,第二气缸与加热板一一对应,且均与对应的加热板可拆卸连接。
21.通过采用上述技术方案,使用者可控制卡块脱离卡槽,进而对模具进行拆卸更换,以适应不同锥度锥形筒的加工;使用者利用第一气缸可调整打磨板的位置及角度,同时可利用两个第二气缸改变两块加热板的位置及角度,进而使加热板及打磨板可适用于不同锥度的锥形筒及模具进行加工,提高了适用性。
22.综上所述,本技术包括以下至少一种有益技术效果:使用者在灌胶前对调制的胶液进行脱泡处理,减少胶液中残存的气泡,并且在真空环境下进行灌胶,不易有空气混合在胶液中进入接缝内,保障胶液对接缝处的连接强度;且在灌胶后,使接缝处的板材与胶液发生一定程度热熔,有利于提高板材与胶液的结合效果,进而提高接缝处的连接效果;通过拉毛处理,接缝处表面在进行拉毛处理后的粗糙度较高,可增大与胶液的接触面积,进而有利于提高胶液对接缝处的连接效果;
通过利用一种亚克力锥形筒接缝的加工装置,板材置入模具后,使用者将模具置入真空腔内,然后利用两块加热板对接缝的两侧进行封闭,随后打开阀门即可将经离心脱泡机脱泡后的胶液通入真空腔内,进而在真空环境将胶液灌入接缝内,最后利用两块加热板使接缝处局部升温进行热熔,结构简单控制方便,且提高了接缝处的连接效果。
附图说明
23.图1是本技术一种亚克力锥形筒接缝的连接工艺的流程框图。
24.图2是本技术一种亚克力锥形筒接缝的加工装置的整体结构示意图。
25.图3是旨在突显电机、连接套筒及连接柱位置关系的局部示意图。
26.图4是旨在突显第一气缸及第二气缸位置的局部示意图。
27.附图标记说明:1、机架;11、真空腔;12、密闭门;2、离心脱泡机;21、胶管;211、阀门;3、模具;31、缺口;32、连接柱;321、卡块;4、制冷管;5、第一气缸;51、打磨板;511、锉面;6、第二气缸;61、安装板;7、连接套筒;71、卡槽;8、加热板;81、连接板;9、电机。
具体实施方式
28.以下结合全部附图对本技术作进一步详细说明。
29.本技术实施例公开一种亚克力锥形筒接缝的连接工艺。
30.参照图1,一种亚克力锥形筒接缝的连接工艺,包括以下步骤:s1:一次清洗,使用者利用清水对亚克力板材表面进行清洗,去除板材表面因储存等在空气中粘附的杂质,然后进行烘干或干抹布擦干,去除板材表面残留的水分;s2:雕刻板材,使用者利用工具根据锥形筒的尺寸对亚克力板材进行切割,雕刻为锥形筒对应尺寸的扇形;s3:细节处理,使用者利用工具对板材的上下表面进行抛光打磨,同时对板材边缘处因切割造成的翘边、毛刺等进行去除,由于此时板材为直板,细节处理的加工过程较为便利;s4:加热成型,使用者使板材所处环境升温,对扇形亚克力板材加热,板材受热后发生一定程度的软化,变性能力增大,使用者将板材卷成对应的锥形,然后置于对应尺寸的模具3内,模具3的侧壁上开设有沿自身母线设置的缺口31,使用者控制板材的接缝与缺口31对齐;s5:冷却定型,由于不再加热,锥形筒被置于模具3内后所处温度低于其软化的温度,此时锥形筒逐渐冷却硬化,在常温下不易发生变形,实现定型,随后使用者对接缝处的表面进行打磨拉毛,增大板材接缝处表面的粗糙度;s6:胶液调制,使用者调配与锥形筒材质熔点相近的胶液,保障胶液与板材相近的耐温性能,随后利用工具对胶液进行脱泡处理,减少胶液中残存的空气气泡;s7:灌胶,使用者将安装有板材的模具3置于真空环境下,对接缝处进行98%的封闭处理,然后将胶液注入接缝内,由于处于真空环境,胶液将接缝填满后不易存在气泡,进而保障胶液固结后对接缝处的连接效果;s8:接缝封闭,使用者利用工具使接缝处进行局部加热升温,此时接缝处的拉毛凸起发生部熔化,进而提高与胶液的结合效果;配合胶液与板材接缝表面因拉毛加工而产生
的更大的接触面积;停止加热后,使用者将模具3置于温度相对较低的环境,板材与胶液均快速冷却固结,进一步提高胶液对接缝处的连接效果。最后使用者对接缝处进行打磨,使接缝处的弧度与锥形筒其余地方的弧度相同,提高接缝处的美观性,完成接缝处的连接加工。
31.本技术实施例一种亚克力锥形筒接缝的连接工艺的实施原理为:通过对胶液的脱泡处理,以及在真空环境下灌胶的方式,减少胶液进入接缝后的气泡,进而保障胶液的强度;且对接缝处进行拉毛处理以及热熔处理,提高了板材与胶液之间的接触面积以及接触效果,进而整体提高了胶液对接缝处的连接效果。
32.本技术实施例还公开一种亚克力锥形筒接缝的加工装置。
33.参照图2,一种亚克力锥形筒接缝的加工装置,包括机架1,机架1内部开设有真空腔11,使用者将安装有板材的模具3置于真空腔11内,然后将真空腔11封闭;机架1安装有离心脱泡机2,使用者将调制好的胶液置入离心脱泡机2内进行脱泡,离心脱泡机2与真空腔11内连通有胶管21,胶液经胶管21通入真空腔11内,进而灌入接缝内,胶液固结后实现接缝处的连接。
34.参照图2和图3,机架1上端部铰接有密闭门12,使用者将密闭门12沿铰接处向上翻动,即可打开真空腔11,便于使用者将模具3向真空腔11内移动。真空腔11下端部安装有连接套筒7,连接套筒7的轴线竖直设置,且连接套筒7的内壁上开设有竖直的卡槽71,模具3的下端部同轴固定安装有与连接套筒7适配的连接柱32,连接柱32的侧壁上一体成型有卡块321,使用者将连接柱32插入连接套筒7内,同时卡块321嵌入卡槽71内,此时连接柱32与连接套筒7不能发生相对转动。
35.参照图2和图3,机架1安装有电机9,电机9位于真空腔11下方,电机9的输出轴与连接套筒7的下端部同轴固定连接,电机9启动状态下经输出轴带动连接套筒7转动,进而在卡块321与卡槽71的作用下,带动模具3及模具3内的板材同步转动。
36.参照图3和图4,机架1固定安装有第一气缸5,第一气缸5的输出端水平且沿连接套筒7的径向设置,第一气缸5输出端设有打磨板51,第一气缸5输出端伸缩时,可带动打磨板51沿连接套筒7的径向移动;打磨板51与与第一气缸5输出端之间连接有调节螺栓,打磨板51与第一气缸5利用调节螺栓枢接,调节螺栓一端螺纹连接有调节螺母,调节螺母拧紧时,打磨板51与第一气缸5输出端之间不易发生相对转动;打磨板51的斜度与模具3侧壁的斜度不相同时,使用者松动调节螺母,即可控制打磨板51沿调节螺栓转动,进而调整打磨板51的斜度,使其与正在使用的模具3适配。
37.参照图3和图4,使用者利用电机9控制模具3转动,使板材的接缝对准打磨板51,然后控制第一气缸5输出端伸长,进而带动打磨板51逐渐靠近接缝,直至打磨板51移动至接缝内,此时打磨板51的两个侧面与接缝的表面抵触,且该两个侧面均设有锉面511,锉面511较为粗糙,且设有若干锋利的凸起,打磨板51在接缝内移动时,锉面511在接缝的表面刮动进行拉毛加工,使接缝的表面变得粗糙,然后使用者利用第一气缸5输出端收缩控制打磨板51移动至接缝外。
38.参照图3和图4,机架1安装有两个第二气缸6,两个第二气缸6的输出端均水平且沿连接套筒7的径向设置,两个第二气缸6上下设置,两个第二气缸6的输出端均开设有圆孔;真空腔11内安装有两块加热板8,两块加热板8与两个第二气缸6一一对应;两块加热板8均固定安装有连接板81,其中一块连接板81位于对应加热板8的中间位置,另一块连接板81位
于对应加热板8的下端部。
39.参照图4,连接板81背离对应加热板8的一端均安装有连接螺栓,连接螺栓穿入对应的圆孔内,进而实现两块加热板8分别可拆卸地安装在对应第二气缸6的输出端处,且一块加热板8位于模具3内,另一块加热板8位于模具3外,两个第二气缸6均可控制对应的加热板8沿模具3的径向移动。
40.参照图4,若加热板8的斜度与模具3的斜度不相同,使用者可转动连接螺栓,使连接螺栓脱离对应的圆孔,进而将加热板8拆下,然后根据模具3的规格选择对斜度的加热板8进行安装。
41.参照图3和图4,使用者再次控制电机9转动,使接缝转动至两块加热板8之间,然后控制上方的第二气缸6输出端伸长,带动对应的加热板8从模具3外靠近接缝;同时下方的第二气缸6的输出端收缩,带动对应的加热板8从模具3内部靠近接缝。
42.参照图4,两块加热板8的宽度均与模具3缺口31的宽度适配,缺口31的宽度大于接缝的宽度,使用者控制两块加热板8均移动至缺口31内,且均与板材延伸至缺口31内的部分抵触,进而对接缝的两侧进行封闭,接缝的下端部被模具3封闭,此时接缝只有处于模具3上端部的部分开口,其余部分封闭,完成98%的的封闭处理。
43.参照图2和图4,胶管21采用软管,具有一定变形能力,使用者将胶管21位于真空腔11内的一端延伸至接缝上端部之内,然后将密闭门12闭合,然后使真空腔11内处于真空状态。离心脱泡机2位于机架1的上端部,胶管21的中间位置安装有阀门211,离心脱泡机2工作状态时,阀门211处于关闭状态;脱泡完毕后,使用者打开阀门211,胶液从沿胶管21进入真空腔11内,进而被灌入接缝内;由于胶液经脱泡处理且在真空环境下灌胶,进入接缝内的胶液中不会含有大量气泡。
44.参照图4,由于板材接缝处的表面经拉毛加工较为粗糙,胶液与接缝表面的接触面积更大;使用者两块加热板8升温,此时板材位于缺口31内的部分以及胶液受热发生一定程度的热熔,进而提高胶液与接缝处的结合效果。
45.参照图2,真空腔11的侧壁上固定安装有若干制冷管4,使用者利用制冷管4控制真空腔11内温度下降,相比于自然冷却,可快速使胶液及接缝附近的板材冷却,胶液快速固化实现接缝处的连接,由于胶液中含有的气泡量极少,且胶液与接缝表面的接触面积更大,结合效果更好,进而提高了胶液对接缝处的连接效果。
46.本技术实施例一种亚克力锥形筒接缝的加工装置的实施原理为:使用者利用第一气缸5带动打磨板51在接缝的表面刮动进行拉毛加工,使接缝的表面变得粗糙;然后经胶管21将离心脱泡机2内脱泡处理后的胶液在真空腔11的真空环境下灌入接缝内,减少胶液中的气泡;最后控制两块加热板8升温,使板材位于缺口31内的部分以及胶液受热发生一定程度的热熔;胶液固化后实现接缝处的连接,由于胶液中含有的气泡量极少,且胶液与接缝表面的接触面积更大,结合效果更好,进而提高了胶液对接缝处的连接效果。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1