一种用于镜框的弧度加温成型装置的制作方法
1.本发明涉及眼镜加工设备技术领域,尤其涉及一种用于镜框的弧度加温成型装置。
背景技术:
2.镜框是大多数近视者所必须的产品,镜框为了适应用户的面部结构,通常是具有一定弧度的,在加工镜框的过程中,镜框需要经历多道工序,在镜框的初步加工完成后,镜框的弧度通常无法满足标准的弧度要求,因此需要进行进一步的弧度成型工序,现有技术中,进行弧度成型工序通常通过人工按压的方式完成,首先将镜框放置在烤箱内进行加热,使得镜框得到软化,方便进行下一步成型工序,然后将加温完成的镜框取出,放置在镜框成型模具上,人工按压一段时间,使得镜框与模具内的定型槽贴合,然后将镜框放置在冷却池中冷却定型,这样的工作效率较低,且加工完成的镜框弧度出现误差的可能性较大,很容易加工出不符合标准弧度要求的镜框。
技术实现要素:
3.为了解决上述问题,本发明提供了一种能够提高加工效率、提高加工精度、降低次品率的用于镜框的弧度加温成型装置。
4.本发明的技术方案:一种用于镜框的弧度加温成型装置,包括加温装置、成型装置和冷却装置,所述加温装置包括烘箱、连接于烘箱内部的旋转轴、用于驱动旋转轴旋转的第一旋转电机和连接于旋转轴的若干个镜框固定架,所述镜框固定架均匀圆周分布于旋转轴表面,所述烘箱的壳体上设有用于取出镜框的开口,所述开口所在高度与镜框固定架所在高度相适配,所述成型装置包括设备基座、连接于设备基座的定型模具、连接于设备基座的升降杆、用于驱动升降杆在竖直方向运动的步进电机和连接于升降杆底部的按压板,所述按压板与定型模具在竖直方向上位置相对应,所述定型模具上设有第一定位槽,所述第一定位槽与待加工的镜框形状大小相适配。
5.采用上述技术方案,当需要进行镜框弧度加工时,首先将镜框放入烘箱内的镜框固定架上,然后通过烘箱加热一定时间后,使得镜框达到合适的加工温度,再通过第一旋转电机驱动旋转轴旋转一定角度,使得加热完成的镜框能旋转至开口处,然后工作人员取出加热完成的镜框,放置在定型模具上,然后通过步进电机驱动升降杆完成下压工作,使得按压板随着升降杆下压,将镜框压至与定型模具中的第一定位槽的形状大小相适配,这样大大降低了人工操作的时间,提高了加工工作的精准度,待加工完成后,将加工完成的镜框放置在冷却装置中进行冷却,使得镜框弧度彻底定型。
6.本发明的进一步设置:所述按压板表面设有第二定位槽,所述第二定位槽与镜框佩戴时朝向人脸一侧的形状大小相适配。
7.采用上述技术方案,由于所述按压板表面设有第二定位槽,第二定位槽与镜框佩戴时朝向人脸一侧的形状大小相适配,可以进一步保证镜框弧度加工过程中,镜框被按压
板按压的程度更加贴合标准弧度,避免镜框在按压过程中断裂,降低产品的次品率和损坏率。
8.本发明的进一步设置:所述第二定位槽表面设有硅胶垫,所述硅胶垫外表面的形状大小与镜框佩戴时朝向人脸一侧的形状大小相适配。
9.采用上述技术方案,由于第二定位槽表面设有硅胶垫,且硅胶垫外表面的形状大小与镜框佩戴时朝向人脸一侧的形状大小相适配,由于硅胶垫具有一定的弹性和良好的柔韧性,可以进一步保证框弧度加工过程中,镜框被按压板按压的程度更加贴合标准弧度,避免镜框在按压过程中断裂,降低产品的次品率和损坏率。
10.本发明的进一步设置:所述冷却装置包括连接于设备基座的滑动块、连接于滑动块的第一连接杆、滑动连接于第一连接杆的第二连接杆、连接于第二连接杆的喷气枪、连接于喷气枪的制冷元件、用于驱动滑动块滑动的第一伺服电机和用于驱动第二连接杆滑动的第二伺服电机,所述定型模具上设有进气孔,所述进气孔与第一定位槽连通,所述第二连接杆的滑动方向与进气孔的轴向方向平行,所述滑动块的滑动方向与第二连接杆的滑动方向垂直。
11.采用上述技术方案,当镜框在定型模具中完成弧度成型工作后,通过第一伺服电机驱动滑动块沿着与进气孔的轴向方向垂直的方向滑动,当第二连接杆的位置对准进气孔的位置后,通过第二伺服电机驱动第二连接杆沿着进气孔的轴向方向运动,使得喷气枪进入进气孔,然后通过制冷元件为喷气枪提供冷气,将冷气直接从进气孔传入,由于进气孔与第一定位槽连通,因此,冷气会直接传输到镜框上,对镜框进行快速降温定型,镜框在定型模具中时的形状是最精准、最符合标准形状的,因此在模具中直接进行冷却可以进一步保证镜框成型后弧度的精准性,提高镜框质量。
12.本发明的进一步设置:所述烘箱的壳体上还设有进料口,所述进料口对应位置上设有进料装置,所述进料装置包括进料基座、连接于进料基座的两个固定支架,两个固定支架之间的距离与镜框宽度大小相适配,所述固定支架与进料基座之间呈70-80度夹角,所述固定支架的位置与进料口的位置相对应,所述镜框固定架包括连接于旋转轴的第一固定杆、滑动连接于第一固定杆的第二固定杆、固定连接于第二固定杆的固定头和用于驱动第二固定杆运动的驱动电机,所述固定头上设有限位槽、连接于限位槽的挂钩和连接于限位槽与挂钩之间的弹簧,所述挂钩具有一定弹性。
13.采用上述技术方案,由于进料装置包括进料基座、连接于进料基座的两个固定支架,两个固定支架之间的距离与镜框宽度大小相适配,且固定支架与进料基座之间呈70-80度夹角,因此,镜框会沿着固定支架的轴向方向下滑至靠近进料口处,然后通过驱动电机驱动位于进料口处的第二固定杆沿轴向方向运动,当固定头经过镜框所在位置时,由于限位槽与挂钩之间设有弹簧,因此,挂钩受压会下滑,当挂钩通过镜框所在位置时,挂钩复位,然后驱动电机驱动第二固定杆复位,使得镜框被挂钩带着进入烘箱内,这样就可以完成自动化进料,大大提高加工效率,降低人工成本。
14.本发明的进一步设置:所述挂钩呈倒l型,当挂钩处于初始状态时,所述挂钩上端固定头之间的距离与镜框的厚度大小相适配。
15.采用上述技术方案,由于挂钩呈倒l型,且挂钩处于初始状态时,挂钩上端固定头之间的距离与镜框的厚度大小相适配,因此,可以保证镜框被挂钩带着进入烘箱内的过程
中,镜框的位置保持稳定。
16.本发明的进一步设置:所述进料基座上还设有铰链基座、铰链连接于铰链基座的移动挡板、固定连接于固定支架靠近进料口一端的防滑垫和用于驱动移动挡板旋转一定角度的第二旋转电机,所述防滑垫与移动挡板之间的垂直距离与镜框的厚度大小相适配。
17.采用上述技术方案,由于防滑垫与移动挡板之间的垂直距离与镜框的厚度大小相适配,因此,每次防滑垫与移动挡板之间的镜框只有一个,可以保证镜框有序进入烘箱,避免进料混乱,导致一些产品掉落或者没有得到加工。
18.本发明的进一步设置:还包括ccd检测装置,所述ccd检测装置包括摄像机、图像传输元件、图像处理元件和信息反馈元件,所述信息反馈元件与第一旋转电机电连接,所述摄像机对准烘箱的开口位置。
19.采用上述技术方案,由于摄像机对准烘箱的开口位置,摄像机实时拍摄开口位置的图像信息,通过图像传输元件传输至图像处理元件,图像处理元件与标准图像信息进行比对,如果发现图像中不存在镜框,则反馈元件将信息反馈给第一旋转电机,第一旋转电机旋转一定角度,使得下一个代加工的镜框出现在开口处,当发现图像中存在镜框,则反馈元件将信息反馈给第一旋转电机,第一旋转电机停止转动,这样可以进一步方便工作人员取用代加工的镜框,进一步提高加工效率。
附图说明
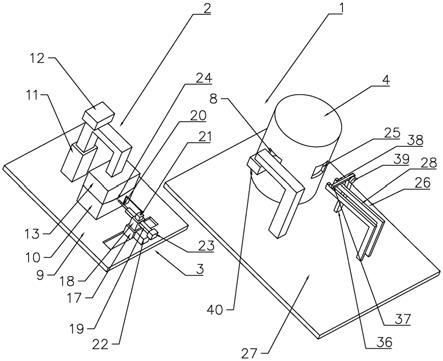
20.附图1为本发明具体实施例的一种用于镜框的弧度加温成型装置的结构示意图。
21.附图2为本发明具体实施例的一种用于镜框的弧度加温成型装置中加温装置的结构示意图。
22.附图3为本发明具体实施例的一种用于镜框的弧度加温成型装置中定型模具的结构示意图。
23.附图4为本发明具体实施例的一种用于镜框的弧度加温成型装置中按压板的结构示意图。
24.附图5为本发明具体实施例的一种用于镜框的弧度加温成型装置中烘箱的剖视图。
25.1-加温装置,2-成型装置,3-冷却装置,4-烘箱,5-旋转轴,6-第一旋转电机,7-镜框固定架,8-开口,9-设备基座,10-定型模具,11-升降杆,12-步进电机,13-按压板,14-第一定位槽,15-第二定位槽,16-硅胶垫,17-滑动块,18-第一连接杆,19-第二连接杆,20-喷气枪,21-制冷元件,22-第一伺服电机,23-第二伺服电机,24-进气孔,25-进料口,26-进料装置,27-进料基座,28-固定支架,29-第一固定杆,30-第二固定杆,31-固定头,32-驱动电机,33-限位槽,34-挂钩,35-弹簧,36-铰链基座,37-移动挡板,38-防滑垫,39-第二旋转电机,40-摄像机。
具体实施方式
26.如图1-5所示,一种用于镜框的弧度加温成型装置,包括加温装置1、成型装置2和冷却装置3,所述加温装置1包括烘箱4、连接于烘箱4内部的旋转轴5、用于驱动旋转轴5旋转的第一旋转电机6和连接于旋转轴5的若干个镜框固定架7,所述镜框固定架7均匀圆周分布
于旋转轴5表面,所述烘箱4的壳体上设有用于取出镜框的开口8,所述开口8所在高度与镜框固定架7所在高度相适配,所述成型装置2包括设备基座9、连接于设备基座9的定型模具10、连接于设备基座9的升降杆11、用于驱动升降杆11在竖直方向运动的步进电机12和连接于升降杆11底部的按压板13,所述按压板13与定型模具10在竖直方向上位置相对应,所述定型模具10上设有第一定位槽14,所述第一定位槽14与待加工的镜框形状大小相适配。
27.当需要进行镜框弧度加工时,首先将镜框放入烘箱4内的镜框固定架7上,然后通过烘箱4加热一定时间后,使得镜框达到合适的加工温度,再通过第一旋转电机6驱动旋转轴5旋转一定角度,使得加热完成的镜框能旋转至开口8处,然后工作人员取出加热完成的镜框,放置在定型模具10上,然后通过步进电机12驱动升降杆11完成下压工作,使得按压板13随着升降杆11下压,将镜框压至与定型模具10中的第一定位槽14的形状大小相适配,这样大大降低了人工操作的时间,提高了加工工作的精准度,待加工完成后,将加工完成的镜框放置在冷却装置3中进行冷却,使得镜框弧度彻底定型。
28.所述按压板13表面设有第二定位槽15,所述第二定位槽15与镜框佩戴时朝向人脸一侧的形状大小相适配。
29.由于所述按压板13表面设有第二定位槽15,第二定位槽15与镜框佩戴时朝向人脸一侧的形状大小相适配,可以进一步保证镜框弧度加工过程中,镜框被按压板13按压的程度更加贴合标准弧度,避免镜框在按压过程中断裂,降低产品的次品率和损坏率。
30.所述第二定位槽15表面设有硅胶垫16,所述硅胶垫16外表面的形状大小与镜框佩戴时朝向人脸一侧的形状大小相适配。
31.由于第二定位槽15表面设有硅胶垫16,且硅胶垫16外表面的形状大小与镜框佩戴时朝向人脸一侧的形状大小相适配,由于硅胶垫16具有一定的弹性和良好的柔韧性,可以进一步保证框弧度加工过程中,镜框被按压板13按压的程度更加贴合标准弧度,避免镜框在按压过程中断裂,降低产品的次品率和损坏率。
32.所述冷却装置3包括连接于设备基座9的滑动块17、连接于滑动块17的第一连接杆18、滑动连接于第一连接杆18的第二连接杆19、连接于第二连接杆19的喷气枪20、连接于喷气枪20的制冷元件21、用于驱动滑动块17滑动的第一伺服电机22和用于驱动第二连接杆19滑动的第二伺服电机23,所述定型模具10上设有进气孔24,所述进气孔24与第一定位槽14连通,所述第二连接杆19的滑动方向与进气孔24的轴向方向平行,所述滑动块17的滑动方向与第二连接杆19的滑动方向垂直。
33.当镜框在定型模具10中完成弧度成型工作后,通过第一伺服电机22驱动滑动块17沿着与进气孔24的轴向方向垂直的方向滑动,当第二连接杆19的位置对准进气孔24的位置后,通过第二伺服电机23驱动第二连接杆19沿着进气孔24的轴向方向运动,使得喷气枪20进入进气孔24,然后通过制冷元件21为喷气枪20提供冷气,将冷气直接从进气孔24传入,由于进气孔24与第一定位槽14连通,因此,冷气会直接传输到镜框上,对镜框进行快速降温定型,镜框在定型模具10中时的形状是最精准、最符合标准形状的,因此在模具中直接进行冷却可以进一步保证镜框成型后弧度的精准性,提高镜框质量。
34.所述烘箱4的壳体上还设有进料口25,所述进料口25对应位置上设有进料装置26,所述进料装置26包括进料基座27、连接于进料基座27的两个固定支架28,两个固定支架28之间的距离与镜框宽度大小相适配,所述固定支架28与进料基座27之间呈70-80度夹角,所
述固定支架28的位置与进料口25的位置相对应,所述镜框固定架7包括连接于旋转轴5的第一固定杆29、滑动连接于第一固定杆29的第二固定杆30、固定连接于第二固定杆30的固定头31和用于驱动第二固定杆30运动的驱动电机32,所述固定头31上设有限位槽33、连接于限位槽33的挂钩34和连接于限位槽33与挂钩34之间的弹簧35,所述挂钩34具有一定弹性。
35.由于进料装置26包括进料基座27、连接于进料基座27的两个固定支架28,两个固定支架28之间的距离与镜框宽度大小相适配,且固定支架28与进料基座27之间呈70-80度夹角,因此,镜框会沿着固定支架28的轴向方向下滑至靠近进料口25处,然后通过驱动电机32驱动位于进料口25处的第二固定杆30沿轴向方向运动,当固定头31经过镜框所在位置时,由于限位槽33与挂钩34之间设有弹簧35,因此,挂钩34受压会下滑,当挂钩34通过镜框所在位置时,挂钩34复位,然后驱动电机32驱动第二固定杆30复位,使得镜框被挂钩34带着进入烘箱4内,这样就可以完成自动化进料,大大提高加工效率,降低人工成本。
36.所述挂钩34呈倒l型,当挂钩34处于初始状态时,所述挂钩34上端固定头31之间的距离与镜框的厚度大小相适配。
37.由于挂钩34呈倒l型,且挂钩34处于初始状态时,挂钩34上端固定头31之间的距离与镜框的厚度大小相适配,因此,可以保证镜框被挂钩34带着进入烘箱4内的过程中,镜框的位置保持稳定。
38.所述进料基座27上还设有铰链基座36、铰链连接于铰链基座36的移动挡板37、固定连接于固定支架28靠近进料口25一端的防滑垫38和用于驱动移动挡板37旋转一定角度的第二旋转电机39,所述防滑垫38与移动挡板37之间的垂直距离与镜框的厚度大小相适配。
39.由于防滑垫38与移动挡板37之间的垂直距离与镜框的厚度大小相适配,因此,每次防滑垫38与移动挡板37之间的镜框只有一个,可以保证镜框有序进入烘箱4,避免进料混乱,导致一些产品掉落或者没有得到加工。
40.还包括ccd检测装置,所述ccd检测装置包括摄像机40、图像传输元件、图像处理元件和信息反馈元件,所述信息反馈元件与第一旋转电机6电连接,所述摄像机40对准烘箱4的开口8位置。
41.由于摄像机对准烘箱4的开口8位置,摄像机40实时拍摄开口8位置的图像信息,通过图像传输元件传输至图像处理元件,图像处理元件与标准图像信息进行比对,如果发现图像中不存在镜框,则反馈元件将信息反馈给第一旋转电机6,第一旋转电机6旋转一定角度,使得下一个代加工的镜框出现在开口8处,当发现图像中存在镜框,则反馈元件将信息反馈给第一旋转电机6,第一旋转电机6停止转动,这样可以进一步方便工作人员取用代加工的镜框,进一步提高加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1