一种车灯反光镜模具光面的加工方法与流程
:
1.本发明涉及一种车灯反光镜模具光面的加工方法。
背景技术:
2.车灯中的反光镜是车灯中的配件,主要起到集中光效的作用,反光镜一般都是采用注塑的方式一体成型,并且该反光镜内壁具有复数反光面,通过这些反光面起到集中光效的作用。
3.反光镜一般都是采用模具注塑的方式一体成型,然而,用于制作反光镜的模具存在光面粗糙度过高,导致注塑成型后的反光镜内壁的反光面也较为粗糙,后期还需要多次加工处理,且该反光镜呈内凹的杯状,其反光面加工起来也十分困难,其对生产者造成较大的困扰。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种车灯反光镜模具光面的加工方法。
6.为了解决上述技术问题,本发明采用了下述技术方案:一种车灯反光镜模具光面的加工方法,该车灯反光镜模具上具有若干呈阶梯状分布的凸部,每一个凸部上端面向上凸出,且该凸部上端面形成有多个凹陷的光面,该加工方法包括以下步骤:s001:通过治具定位至五轴cnc的工作台上,并由五轴cnc对凸部上端面进行精雕加工,使凸部上端面形成有多个凹陷的光面,此时,该光面的表面光亮,且刀纹轻微可见;s002:使用粗毛毡涂上7号钻石膏,对光面进行研磨抛光,使光面上的刀纹被消除;s003:换上细毛毡,并通过细毛毡涂上5号钻石膏,再次对光面进行研磨抛光;s004:换上新的细毛毡,并涂上2号钻石膏,再对光面进行研磨抛光;s005:采用粗糙度检测仪器或设备对该光面检测粗糙度,如果光面的粗糙度不合格,则重复步骤s004,直至光面的粗糙度合格。
7.进一步而言,上述技术方案中,所述光面的粗糙度合格要求为:光面的粗糙度小于或等于0.2μm。
8.进一步而言,上述技术方案中,所述车灯反光镜模具下端为基部,该基部具有若干呈阶梯状分布的槽体,且槽体底面设置有若干用于定位的定位孔。
9.进一步而言,上述技术方案中,所述五轴cnc采用转速为4200转,精度为0.01mm的五轴精雕机。
10.进一步而言,上述技术方案中,于步骤s001中,五轴cnc还对凸部的外侧端面进行精雕加工,使凸部的外侧端形成有复数呈竖直方向分布的凹面,并且使用粗毛毡涂上7号钻石膏,对凹面进行研磨抛光,使凹面上的刀纹被消除。
11.进一步而言,上述技术方案中,所述凸部上端面的光面呈四排分布,每一排光面均由上至下倾斜分布,并且下一排光面的上端边缘高于上一排光面的下端边缘,使下一排光
面的上端边缘与上一排光面的下端边缘之间形成齿状结构。
12.进一步而言,上述技术方案中,所述光面为向下凹陷的弧面。
13.采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:本发明先对车灯反光镜模具的光面进行研磨抛光,使车灯反光镜模具的光面的粗糙度达到0.2μm,以致该车灯反光镜模具在通过注塑成型制作车灯反光镜后,使注塑成型后的反光镜内壁的反光面光滑,并且粗糙度低,以致后期只需简单加工处理即可制作合格的反光镜,其加工处理起来更加简易,并且能够保证反光镜的品质。另外,本发明车灯反光镜模具光面的加工方法先是采用五轴cnc精雕加工,使凸部上端面形成有多个凹陷的光面,再依次采用粗毛毡配合7号钻石膏、细毛毡配合5号钻石膏、细毛毡配合2号钻石膏实现逐级研磨抛光,并且在后期检测到光面的粗糙度不合格时,再次采用细毛毡涂上2号钻石膏对光面进行研磨抛光,直至光面的粗糙度合格,以此保证车灯反光镜模具中光面的品质,以便后期采用车灯反光镜模具注塑成型的反光镜的品质更高,令本发明具有极强的市场竞争力。
附图说明:
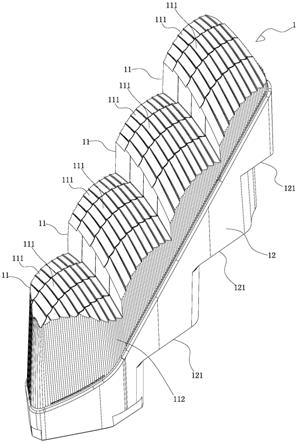
14.图1是本发明的立体图;
15.图2是本发明另一视角的立体图。
具体实施方式:
16.下面结合具体实施例和附图对本发明进一步说明。
17.见图1-2所示,为一种车灯反光镜模具光面的加工方法,该车灯反光镜模具1上具有若干呈阶梯状分布的凸部11,每一个凸部11上端面向上凸出,且该凸部11上端面形成有多个凹陷的光面111,该加工方法包括以下步骤:
18.s001:通过治具定位至五轴cnc的工作台上,并由五轴cnc对凸部11上端面进行精雕加工,使凸部11上端面形成有多个凹陷的光面111,此时,该光面111的表面光亮,且刀纹轻微可见;
19.s002:使用粗毛毡涂上7号钻石膏,对光面111进行研磨抛光,使光面111上的刀纹被消除;
20.s003:换上细毛毡,并通过细毛毡涂上5号钻石膏,再次对光面111进行研磨抛光;
21.s004:换上新的细毛毡,并涂上2号钻石膏,再对光面111进行研磨抛光;
22.s005:采用粗糙度检测仪器或设备对该光面111检测粗糙度,如果光面111的粗糙度不合格,则重复步骤s004,直至光面111的粗糙度合格。其中,所述光面111的粗糙度合格要求为:光面111的粗糙度小于或等于0.2μm。
23.所述车灯反光镜模具用于制作车灯反光镜,本发明先对车灯反光镜模具的光面111进行研磨抛光,使车灯反光镜模具的光面111的粗糙度达到0.2μm,以致该车灯反光镜模具在通过注塑成型制作车灯反光镜后,使注塑成型后的反光镜内壁的反光面光滑,并且粗糙度低,以致后期只需简单加工处理即可制作合格的反光镜,其加工处理起来更加简易,并且能够保证反光镜的品质。另外,本发明车灯反光镜模具光面的加工方法先是采用五轴cnc精雕加工,使凸部11上端面形成有多个凹陷的光面111,再依次采用粗毛毡配合7号钻石膏、细毛毡配合5号钻石膏、细毛毡配合2号钻石膏实现逐级研磨抛光,并且在后期检测到光面
111的粗糙度不合格时,再次采用细毛毡涂上2号钻石膏对光面111进行研磨抛光,直至光面111的粗糙度合格,以此保证车灯反光镜模具中光面111的品质,以便后期采用车灯反光镜模具注塑成型的反光镜的品质更高,令本发明具有极强的市场竞争力。
24.所述车灯反光镜模具1下端为基部12,该基部12具有若干呈阶梯状分布的槽体121,且槽体121底面设置有若干用于定位的定位孔122,其可更好的实现定位。
25.所述五轴cnc采用转速为4200转,精度为0.01mm的五轴精雕机。
26.于步骤s001中,五轴cnc还对凸部11的外侧端面进行精雕加工,使凸部11的外侧端形成有复数呈竖直方向分布的凹面112,并且使用粗毛毡涂上7号钻石膏,对凹面112进行研磨抛光,使凹面112上的刀纹被消除,以此保证凹面112的光滑度,并且在制作形成反光镜后,该反光镜内壁的凸面更加光滑,反光效果更好。
27.所述凸部11上端面的光面111呈四排分布,每一排光面111均由上至下倾斜分布,并且下一排光面111的上端边缘高于上一排光面111的下端边缘,使下一排光面111的上端边缘与上一排光面111的下端边缘之间形成齿状结构。其中,所述光面111为向下凹陷的弧面。
28.综上所述,本发明先对车灯反光镜模具的光面111进行研磨抛光,使车灯反光镜模具的光面111的粗糙度达到0.2μm,以致该车灯反光镜模具在通过注塑成型制作车灯反光镜后,使注塑成型后的反光镜内壁的反光面光滑,并且粗糙度低,以致后期只需简单加工处理即可制作合格的反光镜,其加工处理起来更加简易,并且能够保证反光镜的品质。另外,本发明车灯反光镜模具光面的加工方法先是采用五轴cnc精雕加工,使凸部11上端面形成有多个凹陷的光面111,再依次采用粗毛毡配合7号钻石膏、细毛毡配合5号钻石膏、细毛毡配合2号钻石膏实现逐级研磨抛光,并且在后期检测到光面111的粗糙度不合格时,再次采用细毛毡涂上2号钻石膏对光面111进行研磨抛光,直至光面111的粗糙度合格,以此保证车灯反光镜模具中光面111的品质,以便后期采用车灯反光镜模具注塑成型的反光镜的品质更高,令本发明具有极强的市场竞争力。
29.当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1